
Manuels Connexes pour GYS AUTOPULSE 320-T3













Sommaire des Matières pour GYS AUTOPULSE 320-T3
- Page 1 AUTOPULSE 2-4 / 5-21 / 75-80 320-T3 2-4 / 22-38 / 75-80 2-4 / 39-56 / 75-80 2-4 / 57-74 / 75-80 www.gys.fr 73502_V4_09/05/2019...
- Page 2 AUTOPULSE 320-T3 FIG-1 FIG-2 - Acier / Steel / Stahl / Acero Gaine acier / Steel Tube capillaire / Capillary - Alu NO USE Pipe / Kapillarrohr / Staal / Aço sheath / Stahlseele - Inox - Stainless steel Gaine téflon / Teflon sheath /...
- Page 3 AUTOPULSE 320-T3 FR - Prémonter les vis manuellement sans les bloquer. UK - Put the screws manually without tightening them. DE - Montieren Sie die Schrauben ohne sie festzuziehen. ES - Premontar los tornillos manualmente sin bloquearlos. RU - установить винты вручную без блокировки.
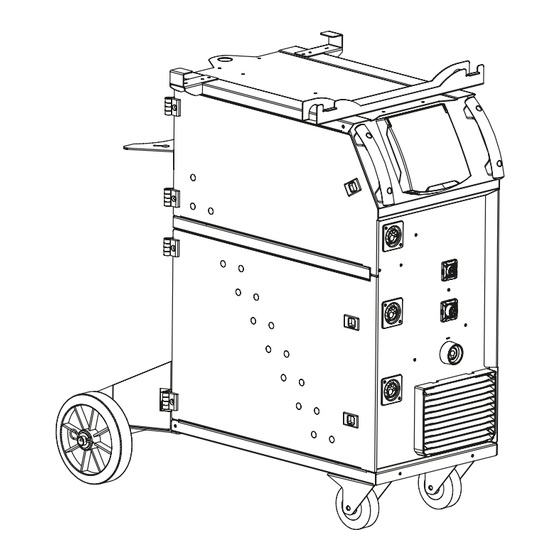
- Page 4 AUTOPULSE 320-T3 M4x10 (x6) M6x12 (x3) M6x12 (x3) FR - Potence seule (ref. 059276) / Potence + Spool Gun (ref. 038554). EN - Balancing arm only (ref. 059276) / Balancing arm + Spool Gun (ref. 038554). DE - Ausleger (Art.-Nr. 059276) / Ausleger + Spool Gun (Art.-Nr. 038554).
-
Page 5: Avertissements - Règles De Sécurité
AUTOPULSE 320-T3 AVERTISSEMENTS - RÈGLES DE SÉCURITÉ CONSIGNE GÉNÉRALE Ces instructions doivent être lues et bien comprises avant toute opération. Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise. Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. -
Page 6: Risques De Feu Et D'explosion
AUTOPULSE 320-T3 RISQUES DE FEU ET D’EXPLOSION Protéger entièrement la zone de soudage, les matières inflammables doivent être éloignées d’au moins 11 mètres. Un équipement anti-feu doit être présent à proximité des opérations de soudage. Attention aux projections de matières chaudes ou d’étincelles et même à travers des fissures, elles peuvent être source d’incendie ou d’explosion. -
Page 7: Recommandations Pour Evaluer La Zone Et L'installation De Soudage
AUTOPULSE 320-T3 • ne positionnez pas votre corps entre les câbles de soudage. Tenez les deux câbles de soudage sur le même côté de votre corps; • raccordez le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;... - Page 8 • Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés afin d’éviter toute surchauffe. Le fabricant GYS n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
-
Page 9: Alimentation-Mise En Marche
AUTOPULSE 320-T3 ALIMENTATION-MISE EN MARCHE Ce matériel est livré avec prise 16 A triphasée 5 pôles (3P+N+PE) de type EN 60309-1 et doit être branché à une installation électrique triphasée 400V (50-60 Hz) à quatre fils avec le neutre relié à la terre. -
Page 10: Raccordement Gaz
AUTOPULSE 320-T3 Fig C : Pour régler la pression du moto-dévidoir, procéder comme suit : • Desserrer la molette (4) au maximum et l’abaisser, insérer le fil, puis refermer le moto-dévidoir sans serrer. • Actionner le moteur en appuyant sur la gâchette de la torche. Si le gaz est présent, il est coupé au bout de 4 sec. (le générateur aussi) et l’avance fil passe une vitesse de 4m/min pour assurer un passage correct à... -
Page 11: Définition Des Symboles De L'interface
AUTOPULSE 320-T3 DÉFINITION DES SYMBOLES DE L’INTERFACE Retour en arrière ou annulation. Permet la validation des réglages et d’afficher la fenêtre de soudage. Permet de choisir le mode d’affichage et le paramètre principal. Permet d’atteindre le menu job (gestion des programmes). -
Page 12: Mode Manuel
AUTOPULSE 320-T3 Ce menu permet de choisir le paramètre principal en mode boite (Epaisseur de la pièce à souder, vitesse du fil, courant moyen de soudage). 2/ Mode Manuel L’encodeur de gauche permet d’ajuster la vitesse, celui En mode Manuel, il n’y a qu’un paramètre secondaire : de droite la tension (indépendant du menu paramètre... - Page 13 AUTOPULSE 320-T3 En Mode Standard - Delai - L’encodeur de gauche per- Le Mode Standard - 2T - Expert permet d’accéder au met d’ajuster la durée du point, celui de droite le délai Graph (PréGaz, HotStart, Crater Filler et PostGaz) entre chaque point.
- Page 14 AUTOPULSE 320-T3 Les modes Expert et avancé permettent l’accès au En mode 4T, le Hotstart, prégaz, crater filler et post gaz cycle de soudage. peuvent être gérés à la gâchette. Le mode avancé permet l’accès à la tension d’arc de chaque phase du cycle de soudage.
-
Page 15: Menu Système
AUTOPULSE 320-T3 Le mode avancé permet l’accès à la tension d’arc de chaque phase du cycle de soudage. 6/ Menu job Menu de sauvegarde au premier accès, permet de Menu permettant de donner un nom au job. sauvegarder le job. -
Page 16: Liste Des Paramètres Accessibles
AUTOPULSE 320-T3 Le menu paramètre permet de régler la langue, Le menu Portabilité permet également d’exporter ou l’horloge et les unités de mesures (internationales, d’importer une configuration complète provenant de la américaines) même ou d’une autre machine. Le menu calibration permet d’accéder à la calibration de Ce menu permet d’afficher le choix du mode d’affichage... -
Page 17: Les Torches En Option
AUTOPULSE 320-T3 LES TORCHES EN OPTION - Torche Push-Pull (option ref. 046283) La torche Push Pull se monte sur le connecteur (FIG 1 - 15). L’utilisation d’une torche Push Pull permet l’utilisation de fil AlSi même en Ø 0.8 mm avec une torche de 4 m. - Page 18 AUTOPULSE 320-T3 LES CYCLES DE SOUDAGE Procédé 2T Standard : T hotstart I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start À l’appui de la gâchette, le pré-gaz démarre. Lorsque le fil touche la pièce, un pulse initialise l’arc, puis le cycle de soudage démarre. Au relâché de la gâchette, le dévidage s’arrête et un pulse de courant permet de couper le fil proprement suivi du post gaz.
- Page 19 AUTOPULSE 320-T3 Procédé 2T Pulsé : T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start À l’appui de la gâchette, le prégaz démarre. Lorsque le fil touche la pièce, un pulse initialise l’arc. Puis, la machine commence par le Hot-start, le upslope et enfin, le cycle de soudage démarre.
-
Page 20: Anomalies, Causes, Remèdes
AUTOPULSE 320-T3 Procédé 2T Pulse In Pulse : Pulse Frequency - 1 / T pulse Duty cycle I cold (%) T hotstart T crater Filler T upslope T downslope Dstart Gas post-Flow T burn-back Même spécificité que le mode 2T pulse avec en plus un cycle d’alternance de courant chaud puis froid dont on peut régler la fréquence, le niveau du courant froid ainsi que la durée du cycle chaud en valeurs relatives. -
Page 21: Risque De Blessure Lié Aux Composants Mobiles
AUTOPULSE 320-T3 Plage de réglage de 15 à 20 L / min. Le débit de gaz est insuffisant. Nettoyer le métal de base. Bouteille de gaz vide. La remplacer. Qualité du gaz non satisfaisante. Le remplacer. Empêcher les courants d’air, protéger la zone de Circulation d’air ou influence du vent. -
Page 22: General Instructions
AUTOPULSE 320-T3 WARNING - SAFETY RULES GENERAL INSTRUCTIONS Read and understand the following safety recommendations before use. Any modification or maintenance not specified in the instructions manual should not be undertaken. The manufacturer is not liable for any injury or damage due to non-compliance with the instructions featured in this manual. -
Page 23: Electrical Safety
AUTOPULSE 320-T3 FIRE AND EXPLOSION HAZARDS Protect the entire welding area. Flammable materials must be moved to a minimum safe distance of 11 meters. A fire extinguisher must be readily available near the welding operations. Be careful of spatter and sparks, even through cracks. It can be the source of fire or explosion. - Page 24 AUTOPULSE 320-T3 People wearing pacemakers are advised to consult a doctor before using this device. Exposure to electromagnetic fields while welding may have other health effects which are not yet identified. RECOMMENDATIONS FOR EVALUATING THE WELDING AREA AND INSTALLATION Overview The user is responsible for the installation and use of the arc welding equipment according to the manufacturer’s instructions.
-
Page 25: Maintenance / Recommendations
The equipment can be used outside in accordance with the IP23 protection certification. • The power cables, extensions and welding cables must be fully uncoiled to prevent overheating. GYS does not incur any responsibility regarding damages to both objects and persons that result from an incorrect and/or dangerous use of the machine. -
Page 26: Gas Connection
AUTOPULSE 320-T3 USE OF EXTENSION LEADS All extension cables must have an adequate size and section, relative to the machine’s voltage. Use an extension lead that complies with national safety regulations. Current input Extension lead section (<45m) 400V 6 mm²... -
Page 27: Control Interface
AUTOPULSE 320-T3 CONTROL INTERFACE - The left adjusting wheel (1) allows to adjust or to select the parameters of the left window. The right adjusting wheel (2) allows to adjust or to select the parameters of the right window. - The default unlock code is: 0000 - To update welding parameters, start the machine with a usb key containing the version you want to use. - Page 28 AUTOPULSE 320-T3 Rotation of the left control knob. Rotation of the right control knob. Welding position. Flat position Angle position Trigger mode (2T, 4T, Spot, Delay). Wire diameter. Couple: Material-Gas. Setting the thickness to be welded. Setting the electronic induction.
-
Page 29: Manual Mode
AUTOPULSE 320-T3 2/ Manual mode The left control knob allows to adjust the speed and the In manual mode, there is only one secondary parameter, right one to adjust the voltage (not linked to the main the self. parameter menu). -
Page 30: Pulse Mode
AUTOPULSE 320-T3 The Standard Mode - 2T - Expert allows to access the The Standard mode - 4T - Expert allows to access the Chart (Pre-gas, HotStart, Crater Filler and Post-gas) Chart (Pre-gas, HotStart, Crater Filler and Post-gas) - With this mode, these parameters can be managed by the trigger, see welding cycle. - Page 31 AUTOPULSE 320-T3 The advanced mode is used to set the arc voltage at each welding cycle. 5/ Pulse In Pulse mode In Pulse in Pulse mode, the left window allows to The second window of the simple mode allows to access access the main parameter and the right one to the arc the welding position and to the self.
- Page 32 AUTOPULSE 320-T3 6/ Job menu Backup menu at first access, allowing to save the job. Menu to name the job. This menu is used to create, save or modify a job. These jobs can then be exported or imported via a USB...
-
Page 33: System Menu
AUTOPULSE 320-T3 7/ System menu The system menu is used to set the clock, the language Use the left button to access the menus : sys- and the measurement units (international, american) tem, calibration, maintenance and information. The calibration menu gives access to wire feeding The maintenance menu also allows you to export or speed calibration. - Page 34 AUTOPULSE 320-T3 Soft start Arc length Soft start arc length -40/+40 Upslope Arc length Upslope arc length -40/+40 Downslope arc length Downslope arc length -40/+40 Cold Arc length Cold arc length -40/+40 Cratter Arc length Crater arc length -40/+40 Speed...
- Page 35 AUTOPULSE 320-T3 WELDING CYCLES Standard 2T process: T hotstart I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start When pressing the trigger, the pre-gas starts. When the wire comes into contact with the part, a pulse starts the arc, then the welding cycle starts.
- Page 36 AUTOPULSE 320-T3 2T Pulsed process: T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start When pressing the trigger, the pre-gas starts and when the wire comes into contact with the part a pulse starts the arc. Then, the machine starts with the Hot-start, the upslope and the welding cycle starts.
- Page 37 AUTOPULSE 320-T3 2T Pulse In Pulse process: Pulse Frequency - 1 / T pulse Duty cycle I cold (%) T hotstart T crater Filler T upslope T downslope Dstart Gas post-Flow T burn-back Same feature as the 2T pulsed mode with, in addition, a warm-cold alternation whose the frequency, the level of the cold current and the duration of the warm cycle can be adjusted.
- Page 38 AUTOPULSE 320-T3 Setting range from 15 to 20 L/min. The gas flow is insufficient. Clean the metal. Gas cylinder empty. Replace it. Unsatisfactory gas quality. Replace it. Air circulation or wind influence. Avoid draughts, protect the welding area. The weld bead is porous.
-
Page 39: Sicherheitshinweise
AUTOPULSE 320-T3 SICHERHEITSANWEISUNGEN ALLGEMEIN Die Missachtung dieser Anweisungen und Hinweise kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, die nicht in der Anlei- tung gennant werden. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind. -
Page 40: Brand- Und Explosionsgefahr
AUTOPULSE 320-T3 Metalle entstehen giftige Dämpfe. Entfetten und reinigen Sie diese zuvor. Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich stehend und sichern Sie sie z.B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaslieferanten. - Page 41 AUTOPULSE 320-T3 Folgen Sie den folgenden Maßnahmen zur Reduktion elektromagnetischer Felder: • Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest; • Achten Sie darauf, dass ihre Oberkörper und Kopf sich so weit web wie möglich von den Schweißarbeiten befinden;...
-
Page 42: Aufbau Und Funktion
Dieses Gerät kann IP23 gemäß im Freien benützt werden. • Die Versogung-, Verlängerung- und Schweißkabel müssen komplett abgerollt werden um ein Überhitzen zu verhindern. Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind. - Page 43 AUTOPULSE 320-T3 GENERATORBETRIEB Das Gerät kann an einem Stromaggregat betrieben werden: Die Wechselspannung 400V + /-15% beträgt und die Spitzenspannung kleiner als 700V ist. Die Frequenz muss zwischen 50 und 60 Hz liegen. Überprüfen SIe diese Angaben vor dem Betrieb. Höhere Spannungsspitzen können das Gerät beschädigen.
- Page 44 AUTOPULSE 320-T3 GAS-ANSCHLUSS Die AUTOPULSE ist mit Kupplungen ausgerüstet. Nutzen Sie die mit dem Gerät gelieferten Zwischenstecker. Dieses Gerät kann mit Spulen von Ø 200mm ausgerüstet werden. BEDIENFELD F- Der linke Drehknopf (1) ermöglicht Einstellen und Auswahl der Parameter im linken Fenster. Der rechte Drehknopf (2) ermöglicht Einstellen und Auswahl der Parameter im rechten Fenster.
- Page 45 AUTOPULSE 320-T3 Mode Zeigt den Schweißmodus, den Taster-Modus so wie das Material und das Gas an. Drehen nach links. Drehen nach rechts. Schweißposition. Flache Schweißposition. Angewinkelte Schweißposition. Brennertastermodus (2T, 4T, Spot, Delay). Drahtdurchmesser. Einheit: Stoff-Material. Einstellung der Materialstärke. Einstellung der elektronischen Drossel.
-
Page 46: Manueller Modus
AUTOPULSE 320-T3 2/ Manueller Modus Der linke Encoder ermöglicht die Einstellung der Ges- Im manuellen Modus gibt es einen einzigartigen, sekun- chwindigkeit. Der rechte Encoder ermöglicht die Einstel- dären Parameter: den Self-Parameter. lung der Spannung (unabhängig vom Hauptparameter). Die Anzeige des Expertmodus ermöglicht den Zugang... - Page 47 AUTOPULSE 320-T3 Standardmodus - 2T - Expert - Zugang auf den Graph Standardmodus - 4T - Expert - Zugang auf den Graph (Gasvorströmung, HotStart, Crater Filler und Gasnachs- (Gasvorströmung, HotStart, Crater Filler und Gas- trömung) nachströmung) - In diesem Modus können diese Parameter über den Brennertaster geregelt ein (siehe...
- Page 48 AUTOPULSE 320-T3 Der Expertenmodus und der fortgeschrittene Modus ermöglichen die Einstellung der Lichtbogenspannung für jede Phase des Schweißzyklus. 5/ Pulse In Pulse Modus Im Pulse In Pulse Modus werden im linken Fenster die Das zweite Fenster des einfachen Modus ermöglicht den Hauptparameter und im rechten Fenster die Licht- Zugang auf die Schweißposition und die Drossel.
- Page 49 AUTOPULSE 320-T3 6/ JOB-Menü Speichermenü für den JOB. Das Menü ermöglicht den Job zu benennen. Dieses Menü ermöglicht die Erstellung und die Bearbei- Verwaltungsmenü für die JOBS. tung eines JOB. Diese JOBS können über einen USB- Stick ex- oder importiert werden.
-
Page 50: System Menü
AUTOPULSE 320-T3 7/ System Menü Das System Menü ermöglicht die Einstellung von Der linke Knopf ermöglicht den Zugang auf die Sprache, Uhrzeit und der Einheiten (international und Menüs: Steuerung, Kalibrierung, Wartung und Informa- amerikanisch) tion. Das Kalibrierungsmenü ermöglicht die Kalibrierung der Über das Wartungsmenü... - Page 51 AUTOPULSE 320-T3 Upslope Arc length Lichtbogenlänge beim Stromanstieg -40/+40 Downslope arc length Lichtbogenlänge beim Stromabstieg -40/+40 Cold Arc length Lichtbogenlänge beim Zweitstrom -40/+40 Cratter Arc length Lichtbogenlänge (Füllung) -40/+40 Speed Geschwindigkeit 2-22 m/min Thickness Breite 0,1-25,5 Current Strom 5-400 Self...
- Page 52 AUTOPULSE 320-T3 SCHWEISSZYKLUS 2T Standard: T hotstart I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweißzyklus startet.
- Page 53 AUTOPULSE 320-T3 2T Pulse: T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen. Dann folgen Hot- Start und Stromanstieg, der Schweißzyklus beginnt.
-
Page 54: Fehler, Ursachen, Lösungen
AUTOPULSE 320-T3 2T Pulse In Pulse: Pulse Frequency - 1 / T pulse Duty cycle I cold (%) T hotstart T crater Filler T upslope T downslope Dstart Gas post-Flow T burn-back Gleiches Verhalten wie im 2T-Pulsebetrieb. Hinzu kommt einen Wechselzyklus zwischen Erst- und Zweitstrom. Frequenz, Zweitstrom und Dauer des Erststrom sind einstellbar. - Page 55 AUTOPULSE 320-T3 Einstellbereich von 15 bis 20l/min. Gasdurchfluss zu niedrig. Reinigen Sie das Basismetall. Gasflasche leer. Diese ersetzen Schlechte Gasqualität. Das Gas ersetzen. Vermeiden Sie Luftzug und schützen Sie den Belüftung oder Einfluss des Windes. Schweißbereich. Poröse Schweißnaht. Verstopfte Gasdüse.
- Page 56 Kabel, Klemmen, Vorsatzscheiben usw.) sowie bei Gebrauchsspuren übernommen. Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (unter- schrift) des zuvor vorgelegten Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
- Page 57 AUTOPULSE 320-T3 AVVERTENZE - NORME DI SICUREZZA ISTRUZIONI GENERALI Queste istruzioni devono essere lette e comprese prima dell’uso. Non devono essere effettuate modifiche o manutenzioni non indicate nel manuale Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerato a carico del fabbricante.
-
Page 58: Sicurezza Elettrica
AUTOPULSE 320-T3 PERICOLI DI INCENDIO ED ESPLOSIONE Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura. Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione. - Page 59 AUTOPULSE 320-T3 I portatori di pacemaker devono consultare un medico prima di usare la fonte di corrente di saldatura. L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti. RACCOMMANDAZIONI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA Generalità...
- Page 60 • I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati al fine di evitare qualsiasi surriscaldamento. Il fabbricante GYS non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso non corretto e pericoloso di questo dispositivo.
- Page 61 AUTOPULSE 320-T3 è inferiore a 330 Veff o superiore a 490Veff. (un codice errore apparirà sullo schermo del trainafilo separato, fare riferimento al manuale d’istruzioni del trainafilo). • L’avvio si effettua mediante rotazione del commutatore avvio / arresto (6 - FIG 1) sulla posizione I, al contrario l’arresto si effettua mediante rota- zione sulla posizione O.
-
Page 62: Interfaccia Di Comando
AUTOPULSE 320-T3 Osservazioni : • Una guaina troppo stretta può comportare dei problemi di allentamento e dunque un surriscaldamento del motore. • Il connettore della torcia deve essere anch’esso stretto con attenzione al fine di evitare il suo riscaldamento. • Verificare che né il filo, né la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericoli di corto circuito. - Page 63 AUTOPULSE 320-T3 DEFINIZIONE DEI SIMBOLI DELL’INTERFACCIA Torna indietro o annulla Pemette di validare le regolazioni e di visualizzare la finestra di saldatura. Permette di scegliere il modo di visualizzazione e il parametro principale. Permette di raggiungere il menu lavori (gestione dei programmi).
-
Page 64: Modalità Manuale
AUTOPULSE 320-T3 Questo menu permette di scegliere il parametro principale in modalità box (Spessore del pezzo da saldare, velocità del filo, corrente media di saldatura). 2/ Modalità Manuale Il codificatore di sinistra permette di regolare la velocità, In modalità manuale, c’è solo un parametro secondario quello di destra la tensione (indipendentemente dal self. - Page 65 AUTOPULSE 320-T3 In modalità Standard - Delay - Il codificatore di sinistra La modalità Standard - 2T - Esperto permettono di acce- permette di aggiustare la durata del punto, quello di dere al grafico (Pregas, HotStart, Riempimento crateri e destra il ritardo entro ogni punto.
- Page 66 AUTOPULSE 320-T3 Le modalità Expert e avanzate permettono l’accesso al In modalità 4T, l’Hotstart, pregas, crater filler e post gas ciclo di saldatura. possono essere gestiti dal pulsante. Il modo avanzato permette l’accesso alla tensione dell’arco di ciascuna fase del ciclo di saldatura.
-
Page 67: Menu Sistema
AUTOPULSE 320-T3 Il modo avanzato permette l’accesso alla tensione dell’arco di ciascuna fase del ciclo di saldatura. 6/Menu job Menù di salvataggio al primo accesso, permette di Manù permette di dare un nome al lavoro. salvare il lavoro. Questo menù permette di creare, salvare o modificare Menù... - Page 68 AUTOPULSE 320-T3 Il menù parametri permette di impostare la lingua, l’ora Il menù portabilità permette ugualmente di esportare o e le unità di misura (internazionali e americane) importare una configurazione completa proveniente dalla stessa o da un’altra macchina Il menù calibrazione permette di accedere alla velocità...
- Page 69 AUTOPULSE 320-T3 LE TORCE IN OPZIONE - Torcia Push Pull (opzione ref. 046283) La torcia Push Pull si monta sul connettore (FIG1-15). L’utilizzo di una torcia Push Pull permette l’utilizzo del filo AlSi anche in Ø 0.8 mm con una torcia da 4m.
- Page 70 AUTOPULSE 320-T3 I CICLI DI SALDATURA Processo standard 2T : T hotstart I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Premendo il pulsante il pre-gas comincia. Quando il filo tocca il pezzo una pulsazione fa avviare l’arco, poi il ciclo di saldatura comincia. Al rilascio del pulsante il generatore si ferma e una pulsazione di corrente permette di tagliare il filo in modo appropriato seguito dal post gas.
- Page 71 AUTOPULSE 320-T3 Processo 2 Tempi pulsato : T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Premendo il pulsante il pre-gas comincia. Quando il filo tocca il pezzo una pulsazione fa avviare l’arco, poi il ciclo di saldatura comincia. Poi, il dispo- sitivo comincia con l’Hot-start, l’upslope e infine inizia il ciclo di saldatura.
- Page 72 AUTOPULSE 320-T3 Processo 2 Tempi doppio pulsato : Pulse Frequency - 1 / T pulse Duty cycle I cold (%) T hotstart T crater Filler T upslope T downslope Dstart Gas post-Flow T burn-back Stesse specifiche della modalità 2Tempi con in aggiunta un ciclo di alternanza di corrente calda poi fredda dove si può regolare la frequenza, il livello di corrente fredde come la durata del ciclo caldo in valori relativi.
-
Page 73: Anomalie, Cause, Rimedi
AUTOPULSE 320-T3 ANOMALIE, CAUSE, RIMEDI SINTOMI POSSIBILI CAUSE RIMEDI Pulire il tubo contatto oppure cambiarlo e rimettere Dei residui ostruiscono l'orifizio. del prodotto anti-adesione. Il filo scivola nei rulli. Rimettere del prodotto anti-adesione. Il flusso del filo di saldatura non è costante. - Page 74 AUTOPULSE 320-T3 RISCHIO DI LESIONI LEGATO AI COMPONENTI MOBILI I trainafilo sono provvisti di componenti mobili che possono agganciare mani, capelli, vestiti o utensili e di conseguenza causare ferite! • Non portare la mano verso le parti ruotanti o mobili o verso i pezzi da trascinamento! •...
- Page 75 AUTOPULSE 320-T3 PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE RECAMBIO / ERSATZTEILE / ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO 11 12 9 10...
- Page 76 AUTOPULSE 320-T3 Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia / Трансформатор 64667 мощности / Vermogenstransformator / Trasformatore di potenza Circuit primaire de puissance / Primary power relay circuit / Primäre Leistungsplatine / Circuito primario de potencia / 97274 Первичная...
- Page 77 AUTOPULSE 320-T3 SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / STROMLAUFPLAN / ESQUEMA ELÉCTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА / ELEKTRISCH SCHEMA / SCHEMA ELETTRICO 97341 97326...
- Page 78 AUTOPULSE 320-T3 SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE AUTOPULSE 320-T3 Primaire / Primary / Primär / Первичка / Primaire / Primario 400V - 3~ Tension d’alimentation / Power supply voltage / Stromversorgung / Напряжение питания / Voedingsspanning / Ten-...
- Page 79 AUTOPULSE 320-T3 ICÔNES / SYMBOLS / SYMBOLE / ICONOS / ZEICHENERKLÄRUNG / СИМВОЛЫ - Attention ! Lire le manuel d’instruction avant utilisation. - Внимание! Прочтите инструкцию перед использованием - ¡Atención! Lea el manual de instrucciones antes de su uso. - Source de courant de technologie onduleur délivrant un courant continu.
- Page 80 AUTOPULSE 320-T3 - Tension assignée d’alimentation. - Rated power supply voltage. - Netzspannung - Tensión asignada de alimentación eléctrica. - Номинальное напряжение питания. - Nominale voedingsspanning. - Tensione nominale di alimentazione. - Courant d’alimentation assigné maximal (valeur efficace). - Maximum rated power supply current (effective value).