
Manuels Connexes pour Fronius TPS/i Robotics TWIN Push












Sommaire des Matières pour Fronius TPS/i Robotics TWIN Push
- Page 1 Operating Instructions Système de soudage TPS/i Robotics TWIN Push TWIN Push/Pull TWIN CMT Instructions de service 42,0426,0277,FR 018-08052024...
- Page 3 Sommaire Consignes de sécurité Explication des consignes de sécurité Généralités Utilisation conforme à la destination Conditions environnementales Obligations de l'exploitant Obligations du personnel Couplage au réseau Protection de l'utilisateur et des personnes Risque lié aux gaz et aux vapeurs nocifs Risques liés à...
- Page 4 Faisceau de liaison de torche de soudage Généralités Contenu de la livraison CrashBox Généralités Remarque sur le fonctionnement correct des CrashBox Remarque sur la réparation des CrashBox Également nécessaire pour le montage Contenu de la livraison Contenu de la livraison du système de collier de maintien (TWIN Push) Contenu de la livraison de l'index-disk (disque angulaire) (TWIN Push) Contenu de la livraison du support de l'unité...
- Page 5 Vue latérale du dévidoir Fonction des touches Contrôle gaz, Retour de fil et Insertion du fil Face arrière du dévidoir MHP 2x450i RD/W/FSC av. WF 60i TWIN Drive /W Sécurité MHP 2x450i RD/W/FSC av. WF 60i TWIN Drive /W - Composants mécaniques MHP 2x450i RD/W/FSC av.
- Page 6 Préparer l'unité d'entraînement TWIN pour le fonctionnement Généralités Aperçu des kits Basic Placer/remplacer les galets d'entraînement de l'unité d'entraînement TWIN Raccorder les gaines de dévidoir Monter et préparer d'autres composants périphériques, mise en service Monter la torche de soudage robot Insérer la gaine guide-fil en acier dans le col de cygne Insérer la gaine guide-fil en plastique dans le col de cygne Monter les pièces d'usure dans la torche de soudage TWIN...
- Page 7 HP 70i, HP PC Cable HD 70 HP 95i HP 120i CrashBox /i XXL CrashBox /i XXL – Caractéristiques techniques, couples de déclenchement et diagramme poids-distance CrashBox /d TWIN CrashBox /d TWIN – Caractéristiques techniques, couples de déclenchement et diagr- amme poids-distance...
- Page 8 Consignes de sécurité Explication des DANGER! consignes de sécurité Signale un risque de danger immédiat. ▶ S'il n'est pas évité, il peut entraîner la mort ou des blessures graves. AVERTISSEMENT! Signale une situation potentiellement dangereuse. ▶ Si elle n'est pas évitée, elle peut entraîner la mort ou des blessures graves. ATTENTION! Signale une situation susceptible de provoquer des dommages.
- Page 9 Votre sécurité est en jeu ! Utilisation Cet appareil est exclusivement destiné aux applications dans le cadre d'un em- conforme à la ploi conforme aux règles en vigueur. destination L'appareil est exclusivement conçu pour le mode opératoire de soudage indiqué sur la plaque signalétique.
- Page 10 Obligations du Toutes les personnes qui sont habilitées à travailler avec l'appareil s'engagent, personnel avant de commencer à travailler à respecter les dispositions de base relatives à la sécurité du travail et à la prévention des accidents à lire les présentes instructions de service, en particulier le chapitre «...
- Page 11 Font également partie des vêtements de protection : Protéger les yeux et le visage au moyen d'un écran de protection muni d'une cartouche filtrante conforme avec protection contre les rayons UV, la chaleur et les projections d'étincelles. Derrière l'écran de protection, porter des lunettes de protection conformes avec protection latérale.
- Page 12 Éloigner les vapeurs inflammables (par exemple vapeurs de solvants) de la zone de rayonnement de l'arc électrique. Fermer la soupape de la bouteille de gaz de protection ou de l'alimentation prin- cipale en gaz si aucun soudage n'est en cours. Risques liés à...
- Page 13 Concernant les électrodes (électrodes enrobées, électrodes en tungstène, fil d'apport, ...) : ne jamais les tremper dans un liquide pour les refroidir ; ne jamais les toucher lorsque la source de courant est activée. La double tension à vide d'une installation de soudage peut se produire, par exemple, entre les électrodes de deux installations de soudage.
- Page 14 utilisé(e) est également conductrice de potentiel. Veiller à un rangement suffi- samment isolant de la torche de soudage/du porte-électrode non utilisé(e). Pour les applications automatisées MIG/MAG, le cheminement du fil-électrode doit impérativement être isolé entre le fût de fil d’apport, la grande bobine ou la bobine de fil et le dévidoir.
- Page 15 Mesures liées Les champs électromagnétiques peuvent provoquer des problèmes de santé qui aux champs ne sont pas encore bien connus : électroma- Répercussions sur l'état de santé des personnes se trouvant à proximité, par gnétiques ex. porteurs de stimulateurs cardiaques et d'appareils auditifs Les porteurs de stimulateurs cardiaques doivent consulter leur médecin avant de pouvoir se tenir à...
- Page 16 Lors de la manipulation du réfrigérant, respecter les indications de la fiche tech- nique de sécurité du réfrigérant. La fiche technique de sécurité du réfrigérant est disponible auprès de votre service après-vente ou sur la page d'accueil du fabri- cant. Utiliser uniquement les moyens de levage adaptés du fabricant pour le transport par grue des appareils.
- Page 17 Ne jamais mettre en contact une bouteille de gaz de protection avec une électr- ode. Risque d'explosion – ne jamais souder sur une bouteille de gaz de protection sous pression. N'utiliser que des bouteilles de gaz de protection adaptées à l'application corres- pondante ainsi que les accessoires adaptés (régulateur, tuyaux et raccords, ...).
- Page 18 Ne pas soulever ou transporter des appareils en fonctionnement. Éteindre les ap- pareils avant de les transporter ou de les soulever et les débrancher du réseau électrique ! Avant chaque transport d'un système de soudage (par exemple avec un chariot, un refroidisseur, une source de courant et un dévidoir), vidanger la totalité...
- Page 19 électromagnétique (par ex. normes pro- duits correspondantes de la série de normes EN 60 974). Fronius International GmbH déclare que l'appareil est conforme à la directive 2014/53/UE. Le texte intégral de la déclaration UE de conformité est disponible à...
- Page 20 Les textes et les illustrations correspondent à l'état de la technique lors de l'im- pression. Sous réserve de modifications. Le contenu des Instructions de service ne peut justifier aucune réclamation de la part de l'acheteur. Nous vous remer- cions de nous faire part de vos propositions d'amélioration et de nous signaler les éventuelles erreurs contenues dans les Instructions de service.
- Page 21 Informations générales...
- Page 23 Généralités Domaines d'utili- Les systèmes de soudage TWIN sont exclusivement utilisés pour des applications sation MIG/MAG automatisées, par exemple : dans la construction ferroviaire pour les soudures longitudinales et les pro- fils ; dans la construction navale pour les soudures d'angle et les profils ; dans la construction de véhicules pour les cordons de recouvrement et le soudage des jantes ;...
- Page 24 1 HP 95i CON /W /xx m 1 HP 95i CON /G /xx m 2 gaines de dévidoir (3 m max.) 2 Fronius PowerLiner (10 m max.) 2 sources de courant TPS 500i / 600i + pack de soudage Pulse + micrologiciel official_TPSi_2.2.3-20789.15069.ffw et plus récent...
- Page 25 1 HP 95i CON /W /xx m 1 HP 95i CON /G /xx m 2 gaines de dévidoir (3 m max.) 2 Fronius PowerLiner (10 m max.) 2 sources de courant TPS 500i / 600i + pack de soudage Pulse + micrologiciel official_TPSi_3.2.0-xxxxx.xxxxx.ffw et plus récent...
- Page 26 1 HP 95i CON /W /xx m 1 HP 95i CON /G /xx m 2 gaines de dévidoir (3 m max.) 2 Fronius PowerLiner (10 m max.) 2 sources de courant TPS 500i / 600i + pack de soudage Standard...
- Page 27 Conditions Pour un process de soudage TWIN stable et reproductible, les conditions méca- mécaniques niques suivantes doivent être remplies : guidage de torche précis grâce aux robots ou aux automates à sens unique (par ex. chariot longitudinal) ; préparation exacte de la soudure ; faibles tolérances de composant.
- Page 28 Raccordement Utiliser un câble de mise à la masse propre pour chaque source de courant : de la masse A - Câble de mise à la masse séparé B - Câble de mise à la masse commun, pont de masse C - Câble de mise à...
- Page 29 REMARQUE! Lors de l'établissement d'une connexion de mise à la masse, respecter les points suivants : ▶ Utiliser un câble de mise à la masse propre pour chaque source de courant - ▶ Maintenir le câble positif et le câble de mise à la masse de même longueur et aussi près que possible l'un de l'autre.
- Page 30 Principe de fonctionnement Principe de fonc- tionnement Deux fils-électrodes (4) et (5) sont soudés dans un bain de fusion sous une atmosphère de gaz de protection. Le process de soudage s'effectue avec deux sources de courant indépen- dantes (1) et (2). Les sources de courant sont synchronisées par le TWIN Controller.
- Page 31 Configurations système Aperçu du (13) système (14) TWIN Push (16) (15) (10) (11) (17) (12) (19) (18) Fût de fil d'apport En fonction de l'utilisation, 2 dévidoirs dérouleur WFi R REEL peuvent être utilisés en complément pour assurer une avance optimale du fil. Gaines de dévidoir Commande robot Câble de connexion de la commande robot au RI FB Pro/i TWIN Control-...
- Page 32 (13) Dévidoir WF 30i R /TWIN + support pour dévidoir WF Mounting + kit TWIN Basic (14) Faisceau de liaison TWIN MHP 2x500 A W/FSC (15) CrashBox /i XXL + angle d'arrêt + index-disk (disque angulaire) (16) Torche de soudage MTB 2x500i PA + OPT/ MTB 11,5°...
- Page 33 Source de courant 2 + pack de soudage Pulse + pack de soudage CMT + refroidisseur CU 2000i / Partie 2 + commande à distance RC Panel Pro + TU Podium (vissé) Faisceau de liaison HP 95i CON /G /10 m (10) Fût de fil d'apport 2 (11)
- Page 34 Autres possibi- Application à un fil lités de configur- ation WF 30i TWIN + faisceau de liaison de torche de soudage MHP TWIN + accouplement de col de cygne TXi + adaptateur TWIN MTB Single + torche de soudage MTB Single ------------------------------------------------------- = application à...
- Page 35 Composants du système...
- Page 37 Utilisation L'appareil est destiné exclusivement à l'avance du fil lors du soudage MIG/MAG conforme à la automatisé en combinaison avec des composants périphériques Fronius. Toute destination autre utilisation sera considérée comme non conforme. Le fabricant ne saurait être tenu pour responsable des dommages consécutifs.
- Page 38 être retirés ni re- couverts. Les symboles de sécurité mettent en garde contre les erreurs de com- mande pouvant être à l'origine de graves dommages corporels et matériels. Part No.: www.fronius.com Ser.No.: IEC 60 974-5/-10 Cl.A IP 23 60 V 1.2 A...
- Page 39 Ne pas jeter les appareils usagés avec les ordures ménagères, mais les éliminer conformément aux consignes de sécurité en vigueur. Tenir les mains, cheveux, vêtements et outils à l'écart des pièces en mouvement, telles que : Ne pas toucher les engrenages de l'entraînement de fil en rotation ou les pièces d'entraînement en rotation.
- Page 40 Description des Sur certaines versions, des avertissements apparaissent sur l'appareil. avertissements concernant l'ap- La disposition des symboles peut varier. pareil Avertissement ! Attention ! Les symboles indiquent des dangers potentiels. Les galets d'entraînement sont susceptibles de blesser les doigts. La tension de soudage est activée sur le fil d'apport et les pièces d'en- traînement pendant le fonctionnement.
- Page 41 Recourir à une ventilation forcée ou une aspiration locale pour évacuer les fumées de soudage. Évacuer les fumées de soudage avec un ventilateur. Les étincelles projetées lors du soudage peuvent provoquer une explosion ou un incendie. Tenir les matériaux inflammables à distance pendant le process de sou- dage.
- Page 42 Avant tous travaux sur la machine ou toute opération de soudage : se former sur l'appareil et lire les instructions ! Ne pas retirer ou recouvrir de peinture l'autocollant doté des avertisse- ments. Référence du fabricant sur l'autocollant...
- Page 43 Faisceau de liaison Faisceau de liai- G = faisceau de liaison refroidi par gaz, W = faisceau de liaison refroidi par eau Les faisceaux de liaison relient les sources de courant au dévidoir TWIN ou aux deux dévidoirs pour robot. Les systèmes de soudage TWIN utilisent un faisceau de liaison refroidi par eau et un faisceau de liaison refroidi par gaz.
- Page 44 Faisceau de liaison de torche de soudage Généralités Le faisceau de liaison de torche de soudage refroidi par eau relie le dévidoir TWIN à la torche de soudage TWIN les deux dévidoirs pour robot à la torche de soudage TWIN. Pour les applications TWIN Push/Pull et TWIN CMT, l'unité...
- Page 45 Lorsqu'il est en mouvement, le faisceau de liaison de torche de soudage ne doit pas se balancer ni rester accroché. ▶ Si possible,définir dès la phase de conception tous les mouvements possibles avec les composants périphériques Fronius dans une simulation.
- Page 46 Remarque sur la REMARQUE! réparation des Envoyer uniquement les CrashBox complètes pour réparation ! CrashBox Les CrashBox incomplètes (par exemple sans anneau magnétique) ne peuvent être vérifiées lors d'une réparation. Également En fonction du robot correspondant : nécessaire pour 1 bride de robot avec vis le montage Bride de robot conformément au tarif Respecter le couple de serrage :...
- Page 47 Support CrashBox /i REMARQUE! Collier de serrage à 1 oreille * Anneau de verrouillage, 2 par- Ne pas assembler le support Crash- Box /i (1) et l'anneau magnétique (6) ties * avant le montage sur le robot. Soufflet d'intercirculation Vis cylindriques M4 x 16 mm En raison de la grande force ma- Anneau magnétique gnétique, ces composants seront en-...
- Page 48 Contenu de la li- Le support de l'unité d'entraînement vraison du sup- est disponible avec un angle de 30° et port de l'unité de 45°. d'entraînement (TWIN Push/ Pull, CMT)
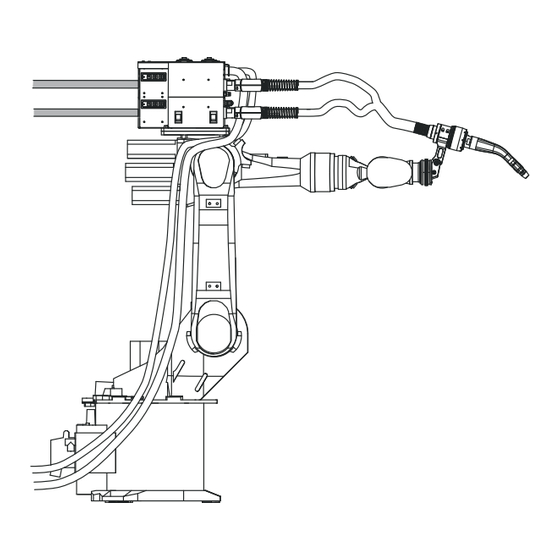
- Page 49 Torche de soudage robot Torche de sou- dage robot Exemple : MTB 900i Les torches de soudage robot refroidies par eau MTB 2x500i R et MTB 900i R tr- ansmettent la puissance de l'arc électrique à la pièce à usiner. Les torches de soudage TWIN sont conçues pour une utilisation avec la CrashBox /i XXL et sont disponibles dans 2 variantes : avec tubes contact placés l'un au-dessus de l'autre,...
- Page 50 11,5° OPT/i MTB TWIN 11,5° sym. rapport à l'autre = 11,5° Vous trouverez des détails sur les pièces de montage dans le catalogue de pièces de rechange en ligne Fronius en cli- quant sur le lien ci-contre. https://spareparts.fronius.com Recherche : MTB 2x500 REMARQUE! Les dimensions de la torche de soudage en fonction des différents angles d'in-...
- Page 51 Adaptateur TWIN MTB Single Adaptateur TWIN MTB Single (A) côté faisceau de liaison, (B) côté col de cygne, 1 = ligne de soudure 1, 2 = ligne de soudure 2 L'adaptateur TWIN MTB Single permet d'utiliser la ligne de soudure TWIN avec un col de cygne Single.
- Page 53 Aspects relatifs à la technique de soudage...
- Page 55 Aspects relatifs à la technique de soudage Gaz de protec- Matériau Gaz de protection tion pour pro- Aciers non alliés et faiblement Mélanges de ArCO , ArO et ArCO cess de soudage alliés TWIN Aciers CrNi, aciers hautement Mélanges de ArCO , teneur en gaz actifs alliés max.
- Page 56 Angle de place- Choisir l'angle de placement de la ment de la torche de soudage de telle sorte que le torche de sou- fil-électrode principal (= fil-électrode dage de la source de courant principale) soit en position neutre à légèrement aiguë. env.
- Page 57 Recommanda- Selon le matériau : tions d'applica- tion pour les Angle d'inclinaison angles d'inclinai- Application 0° 4° 8° 11,5° son des tubes contact Aluminium Acier ferritique Acier austénitique, CrNi Lead / Trail = PMC TWIN / PMC TWIN ou PCS TWIN / PMC TWIN Lead / Trail = PMC TWIN / CMT TWIN ou CMT TWIN / CMT TWIN Selon la géométrie de la soudure (pour l'acier) : Angle d'inclinaison...
- Page 58 Déroulement du début du sou- dage pour CMT TWIN L = fil-électrode principal, T = fil-électrode esclave Les deux fils-électrodes se déplacent vers la pièce à souder Les deux fils-électrodes se rencontrent sur la pièce à souder Le fil-électrode principal démarre le process de soudage, le fil-électrode es- clave se retire de la pièce à...
- Page 59 Caractéristiques TWIN Généralités Pour le process de soudage TWIN, seules les caractéristiques PMC TWIN sont disponibles avec les propriétés suivantes : Universal Caractéristiques pour les tâches de soudage conventionnelles Les caractéristiques sont optimisées pour un large éventail d'applications de sou- dage TWIN synchronisé.
- Page 60 Caractéristiques PR = process TWIN dispo- nibles Acier : Diamètre de fil Gaz de protection Propriété 4256 C1 CO 100 % 0,9 mm TWIN universal 4257 M21 Ar + 15-20 % CO 0,9 mm TWIN universal 4258 M20 Ar + 5-10 % CO 0,9 mm TWIN universal 3940...
- Page 61 Diamètre de fil Gaz de protection Propriété 3893 M20 Ar + 5-10 % CO 1,3 mm TWIN PCS 3846 M21 Ar + 15-20 % CO 1,4 mm TWIN PCS 3840 M21 Ar + 15-20 % CO 1,6 mm TWIN PCS 3841 M20 Ar + 5-10 % CO 1,6 mm...
- Page 62 CrNi 19 9 / 19 12 3 : Diamètre de fil Gaz de protection Propriété 4024 M12 Ar + 2-5 % CO 1,2 mm TWIN universal 4261 M12 Ar + 2-5 % CO 1,2 mm TWIN universal 4026 M12 Ar + 2-5 % CO 1,2 mm TWIN PCS CrNi 18 8 / 18 8 6 :...
- Page 63 AlMg4,5 Mn (Zr) : Diamètre de fil Gaz de protection Propriété 4147 1,2 mm I1 Ar 100 % TWIN universal 4287 1,2 mm I3 Ar + 30 % He TWIN universal 4041 1,6 mm I1 Ar 100 % TWIN universal 4053 1,6 mm I3 Ar + 30 % He...
- Page 64 Diamètre de fil Gaz de protection Propriété 4246 1,2 mm I1 100 % Ar TWIN PCS 4286 1,2 mm I3 Ar + 30 % He TWIN PCS 4294 1,6 mm I1 Ar 100 % TWIN PCS AlSi 5 : Diamètre de fil Gaz de protection Propriété...
- Page 65 Process de soudage TWIN Process de sou- Fil-électrode principal Fil-électrode esclave dage TWIN - (= source de courant principale) (=source de courant esclave) Aperçu Sens de soudage PMC TWIN PMC TWIN PCS TWIN PCS TWIN PMC TWIN CMT TWIN PCS TWIN CMT TWIN CMT TWIN CMT TWIN Un fil (Pulsé...
- Page 66 Phase de fusion de la goutte CMT Démarrage phase de fusion de l'arc électrique CMT Détachement de la goutte CMT Intensité de soudage de la source de courant principale Intensité de soudage de la source de courant esclave Sens de soudage PMC TWIN / PM C TWIN I (A)
- Page 67 IMPORTANT ! Seules les caractéristiques PMC TWIN se synchronisent. Pour une synchronisation, il faut utiliser une caractéristique TWIN Universal, une caractéristique TWIN Multi arc ou une caractéristique TWIN Cladding sur le fil- électrode Lead et sur le fil-électrode Trail. Une combinaison de caractéristiques PMC Single et de caractéristiques PMC TWIN (Lead / Trail ou Trail / Lead) n'entraîne pas de synchronisation.
- Page 68 PMC TWIN/ CMT TWIN Représentation schématique du transfert de matériau Avantages : Pénétration profonde du fil-électrode Lead Taux de dépôt élevé au niveau du fil-électrode Lead Très bon remplissage des soudures grâce au fil-électrode Trail Stabilité du procédé élevée Le process de soudage TWIN PMC TWIN / CMT TWIN peut être utilisé pour les deux sens de soudage.
- Page 69 Le process de soudage TWIN CMT TWIN / CMT TWIN peut être utilisé pour les deux sens de soudage. Un fil (avec une Évolution dans le temps des intensités de soudage et représentation schéma- torche de sou- tique du transfert de matériau de la source de courant principale dage TWIN) : PMC / Pulsé...
- Page 70 Évolution dans le temps des intensités de soudage et représentation schéma- tique du transfert de matériau de la source de courant esclave I (A) I (A) t (s) t (s) PMC / Pulsé LSC / Standard I (A) t (s) Soudage à...
- Page 71 Le soudage à un fil est utilisé avec un système de soudage TWIN : pour le soudage de rayons très étroits ; pour le soudage en positions difficiles et positions de contrainte ; pour le remplissage de cratères finaux ; si la torche de soudage a été...
- Page 72 Paramètres de procédé TWIN Paramètres de En mode TWIN, sous Paramètres de process / Régulation du process TWIN, les procédé TWIN paramètres du process TWIN suivants sont disponibles sur les sources de cour- ant : Pour PMC TWIN / PMC TWIN Électrode PMC Lead Électrode PMC Trail Dévidoir...
- Page 73 Le démarrage de l'arc électrique Trail est ainsi nettement plus silencieux, les mauvais amorçages sont évités ou leur nombre est réduit. Un amorçage différé optimal est défini en mode automatique (auto). En cas d'indication manuelle, il est possible de régler un amorçage différé de 0 à 2 secondes.
- Page 74 Affichage sur l'écran de la source de courant Déphasage Plage de réglage : auto, 0 à 95 % Lead/Trail Réglage usine : auto Est active uniquement si une caractéristique PMC Twin est définie pour les deux fils-électrodes. Le moment du détachement de la goutte peut être déterminé librement pour l'arc électrique Trail grâce au déphasage Lead/Trail.
- Page 75 SynchroPuls TWIN Soudage Synchr- SynchroPuls désigne l'ensemble des process (Standard / Puls / LSC / PMC) dis- oPuls ponibles. Grâce au changement cyclique de la puissance de soudage entre deux points de travail, SynchroPuls permet d'obtenir une soudure d'aspect écaillé et de viser un apport d'énergie discontinu.
- Page 76 Valeurs indicatives des paramètres de soudage TWIN Push Valeurs indica- REMARQUE! tives pour sou- dures d'angle, Les données suivantes sont des valeurs indicatives qui ont été définies dans des position de sou- conditions de laboratoire. dage PA Gaz de protection et matériau d'apport utilisés : Gaz de protection M20 Ar + 5-15 % CO Matériau d'apport...
- Page 77 24,0 27,8 10,0 19,9 15,0 27,5 23,0 26,8 13,2 18,2 12,5 27,5 26,2 27,6 15,0 19,5 12,0 30,0 24,6 27,6 19,6 17,7 10,1 27,9 20,0 24,9 20,9 15,3 10,0 27,4 22,5 27,0 26,5 16,4 26,9...
- Page 78 Valeurs indica- REMARQUE! tives pour sou- Les données suivantes sont des valeurs indicatives qui ont été définies dans des dures d'angle, position de sou- conditions de laboratoire. dage PB Gaz de protection et matériau d'apport utilisés : Gaz de protection M20 Ar + 5-15 % CO Matériau d'apport ER70S-6...
- Page 79 21,5 26,5 10,4 17,1 12,0 28,1 22,0 27,0 12,1 17,4 12,0 28,2...
- Page 80 Valeurs indicatives des paramètres de soudage TWIN Push/Pull Valeurs indica- REMARQUE! tives pour sou- dures d'angle, Les données suivantes sont des valeurs indicatives qui ont été définies dans des position de sou- conditions de laboratoire. dage PB Gaz de protection et matériau d'apport utilisés : Gaz de protection M21 Ar + 15-20 % CO2 Matériau d'apport...
- Page 81 Valeurs indica- REMARQUE! tives pour cor- Les données suivantes sont des valeurs indicatives qui ont été définies dans des dons de recouvr- ement, position conditions de laboratoire. de soudage PB Gaz de protection et matériau d'apport utilisés : Gaz de protection M21 Ar + 15-20 % CO2 Matériau d'apport ER70S-6...
- Page 82 Valeurs indicatives des paramètres de soudage TWIN CMT Valeurs indica- REMARQUE! tives pour sou- dures d'angle, Les données suivantes sont des valeurs indicatives qui ont été définies dans des position de sou- conditions de laboratoire. dage PB Gaz de protection et matériau d'apport utilisés : Gaz de protection M21 Ar + 15-20 % CO2 Matériau d'apport...
- Page 83 11,5 25,4 3,03 10,2 17,5 Valeurs indica- REMARQUE! tives pour cor- dons de recouvr- Les données suivantes sont des valeurs indicatives qui ont été définies dans des conditions de laboratoire. ement, position de soudage PB Gaz de protection et matériau d'apport utilisés : Gaz de protection M21 Ar + 15-20 % CO2 Matériau d'apport...
- Page 84 11,5 25,4 1,54 9,68 18,0 12,0 25,8 1,77 10,7 18,0 11,5 25,4 10,1 17,7 18,0 31,0 4,15 14,9 11,0 18,5...
- Page 85 Éléments de commande, raccords et composants mécaniques...
- Page 87 WF 30i R /TWIN Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié.
- Page 88 Connecteur pour réfrigérant pour le raccordement du connecteur pour réfrigérant du faisceau de liai- (10) Connecteur pour l'arrivée de réfrigérant (bleu) pour le raccordement du tuyau de réfrigérant du faisceau de liaison de torche de soudage (11) Connecteur pour le retour de réfrigérant (rouge) pour le raccordement du tuyau de réfrigérant du faisceau de liaison de torche de soudage (12)
- Page 89 (10) Touche Retour de fil 2 pour le retrait du fil-électrode sans gaz ni courant (11) Touche Contrôle gaz 2 pour régler le débit de gaz nécessaire sur le robinet détendeur (12) Touche Insertion du fil 2 pour insérer le fil-électrode dans le faisceau de liaison de torche de sou- dage sans gaz ni courant (13) Entraînement à...
- Page 90 REMARQUE! Si une connexion de mise à la masse avec le tube contact existe avant que la touche Retour de fil ne soit actionnée, le fil-électrode est retiré via l'actionne- ment de cette dernière jusqu'à ce qu'il ne fasse plus l'objet de courts-circuits (max.
- Page 91 Face arrière du dévidoir (3) (4) Nº Fonction Entrée de fil 1 Entrée de fil 2 Cache Cache Cache Cache...
- Page 92 MHP 2x450i RD/W/FSC av. WF 60i TWIN Drive /W Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié.
- Page 93 MHP 2x450i RD/ Touche Retour de fil * W/FSC av. pour le retrait du fil-électrode WF 60i TWIN Dri sans gaz ni courant ve /W - Panneau de commande Touche Contrôle gaz * pour régler le débit de gaz nécessaire sur le robinet déten- deur Touche Insertion du fil * pour insérer le fil-électrode...
- Page 94 Le mode d'apprentissage est utilisé pour la création du programme du ro- bot. Lorsque le mode Apprentissage est activé, la courbure du fil-électrode est évitée lors de la mise en place du robot. En mode Apprentissage TWIN (avec les deux fils-électrodes), le fil-électr- ode Lead a une fréquence de palpage plus élevée que le fil-électrode Trail.
- Page 95 Faisceau de liaison Faisceau de liai- Câble SpeedNet son – Connec- Tuyaux à réfrigérant teurs Tuyau de gaz de protection Câble électrique W = faisceau de liaison refroidi par eau G = faisceau de liaison refroidi par gaz...
- Page 96 Adaptateur TWIN MTB Single Adaptateur TWIN MTB Single - Connec- teurs (1) (2) (10) (A) Côté faisceau de liaison (B) Côté col de cygne Courant / réfrigérant ligne de soudure 1 Gaz de protection Fil-électrode ligne de soudure 2 Courant / réfrigérant ligne de soudure 2 Fil-électrode ligne de soudure 1 Air comprimé...
- Page 97 Monter les composants périphériques - TWIN Push...
- Page 99 Sécurité – Installation et mise en service Sécurité AVERTISSEMENT! Les erreurs de manipulation et les erreurs en cours d'opération peuvent en- traîner des dommages corporels et matériels graves. ▶ Tous les travaux décrits dans le présent document doivent être effectués uniquement par du personnel qualifié.
- Page 100 Cheminement AVERTISSEMENT! isolé du fil-élec- trode jusqu'au Risque de dommages corporels et matériels graves et de résultats de soudage dévidoir insatisfaisants en cas de court-circuit à la terre ou à la masse d'un fil-électrode non isolé. ▶ Pour les applications automatisées, le cheminement du fil-électrode doit impérativement être isolé...
- Page 101 Avant installation et mise en service Instructions AVERTISSEMENT! d'installation Le renversement ou le basculement de l'appareil peut entraîner des dangers mortels. ▶ Installer les composants périphériques, les socles fixes et les chariots de ma- nière bien stable sur un sol ferme et plan. Le dévidoir a été...
- Page 102 Relier le dévidoir au TWIN Controller (raccorder le câble SpeedNet des fais- ceaux de liaison au TWIN Controller) Relier le TWIN Controller à la commande robot Monter la CrashBox, le faisceau de liaison de torche de soudage et la torche de soudage TWIN Monter la bride et la CrashBox sur le robot Placer les gaines guide-fil dans le faisceau de liaison de torche de soudage...
- Page 103 Régler les caractéristiques TWIN sur les deux sources de courant (Modes opératoires de soudage/Matériau d'apport/Modifier réglages matériau ... Étape 4 – Sélection des caractéristiques disponibles par mode opératoire de soudage) Régler le Stickout Si nécessaire, procéder à un ajustement du système (par ex. lorsqu'un dévi- doir de débobinage WF REEL se trouve dans le système) Définir un signal Lead/Trail sur la commande robot Régler les paramètres TWIN...
- Page 104 Monter le dévidoir TWIN et les accessoires sur le robot Monter le dévi- doir sur le robot M8 x 25 mm 25 Nm 18.44 ft·lb Le montage du support pour dévidoir dépend du robot. Respecter les Instructions d'installation du support pour dévidoir ! M8 x 30 mm 10 Nm 25 Nm...
- Page 105 REMARQUE! Le montage des colliers de serrage dépend du robot : Les colliers de serrage peuvent ▶ être préalablement montés sur le support de faisceau de liaison, ▶ être vissés sur le support de fais- ceau de liaison, ▶ être insérés dans le support de faisceau de liaison jusqu'à...
- Page 106 Poser, monter et raccorder les faisceaux de liai- Raccorder les REMARQUE! faisceaux de liai- son au dévidoir Une mauvaise pose des faisceaux de liaison peut avoir une influence importante sur le résultat de soudage, un process de soudage stable n'est pas garanti ! ▶...
- Page 107 Raccorder les IMPORTANT ! Lors du raccordement des faisceaux de liaison, tenir compte des faisceaux de liai- marquages 1 et 2 sur les faisceaux de liaison et sur les sources de courant : son à la source 1 = faisceau de liaison refroidi par eau de courant, au 2 = faisceau de liaison refroidi par gaz refroidisseur et...
- Page 108 Monter la CrashBox, le faisceau de liaison de torche de soudage et la torche de soudage TWIN Monter la Crash- Respecter les couples de serrage lors Box /i sur le ro- du montage de la bride de robot : Couple de serrage max. pour les vis de classe de qualité...
- Page 109 Monter la Crash- Respecter les couples de serrage lors Box /i Dummy du montage de la bride de robot : sur le robot Couple de serrage max. pour les vis de classe de qualité 8.8 3,3 Nm / 2.43 lb-ft 5,0 Nm / 3.69 lb-ft 6,0 Nm / 4.43 lb-ft 27,3 Nm / 20.14 lb-ft...
- Page 110 6 Nm / 4.43 lb-ft 3,3 Nm / 2.43 lb-ft Monter l'âme de REMARQUE! guidage du fil dans le faisceau Afin de pouvoir monter correctement l'âme de guidage du fil, le faisceau de liai- de liaison de son doit être posé de façon rectiligne. torche de sou- dage s'assurer que l'âme de guidage du fil se situe complètement à...
- Page 111 IMPORTANT ! Les vis de fixation des âmes de guidage du fil ne doivent pas être desserrées ! Visser le raccord de serrage jusqu'à la butée sur l'âme de guidage du fil. L'âme de guidage du fil doit être visible à travers le perçage dans le dispo- sitif de fermeture.
- Page 112 Monter le fais- ceau de liaison de torche de soudage 42 Nm REMARQUE! Pour éviter que le faisceau de liaison de torche de soudage ne se coince : ▶ Serrer les vis en croix ▶ Respecter l'ordre indiqué lors du serrage ▶...
- Page 113 IMPORTANT ! Lors du raccordement du faisceau de liaison de torche de sou- dage, tenir compte des marquages 1 et 2 sur le faisceau de liaison et sur le dévi- doir. Raccorder les tuyaux à réfrigérant de la torche de soudage aux connecteurs d'entrée et de retour de réfrigérant en respectant les marquages colorés.
- Page 114 Monter le col de REMARQUE! cygne sur le fais- Les surfaces d'accouplement entre le col de cygne et le faisceau de liaison de ceau de liaison de torche de torche de soudage TWIN doivent toujours être sèches et exemptes de pous- soudage TWIN sières, de graisses et d'huile.
- Page 115 Contrôler le REMARQUE! fonctionnement de l'accouple- Le fonctionnement parfait de l'accouplement n'est garanti qu'avec une orienta- ment du col de tion verticale vers le bas. cygne Actionner 5 x l'accouplement du col de cygne par un signal robot et vérifier que l'accouplement s'ouvre et se ferme.
- Page 116 Accouplement du col de cygne fermé Accouplement du col de cygne ouvert REMARQUE! Les billes de verrouillage de l'accouplement du col de cygne sont prévues pour un fonctionnement à sec. ▶ Ne pas lubrifier les billes de verrouillage. REMARQUE! Toujours insérer le col de cygne droit et jusqu'à la butée dans l'accouplement du col de cygne.
- Page 117 Si le col de cygne se verrouille correctement à la main dans l'accouplement du col de cygne, l'accouplement est opérationnel.
- Page 119 Monter les composants périphériques - TWIN Push/Pull,...
- Page 121 Sécurité – Installation et mise en service Sécurité AVERTISSEMENT! Les erreurs de manipulation et les erreurs en cours d'opération peuvent en- traîner des dommages corporels et matériels graves. ▶ Tous les travaux décrits dans le présent document doivent être effectués uniquement par du personnel qualifié.
- Page 122 Cheminement AVERTISSEMENT! isolé du fil-élec- trode jusqu'au Risque de dommages corporels et matériels graves et de résultats de soudage dévidoir insatisfaisants en cas de court-circuit à la terre ou à la masse d'un fil-électrode non isolé. ▶ Pour les applications automatisées, le cheminement du fil-électrode doit impérativement être isolé...
- Page 123 Avant installation et mise en service Instructions AVERTISSEMENT! d'installation Le renversement ou le basculement de l'appareil peut entraîner des dangers mortels. ▶ Installer les composants périphériques, les socles fixes et les chariots de ma- nière bien stable sur un sol ferme et plan. Les composants périphériques doivent avoir été...
- Page 124 Installation - L'aperçu suivant regroupe les travaux d'installation nécessaires pour un système Aperçu de soudage TWIN Push/Pull conformément à l'aperçu du système de la page 32. TWIN Push/Pull, L'installation de systèmes TWIN similaires s'effectue de la même manière. Situation de départ : Le robot et la commande robot sont correctement positionnés et fixés dans la cellule de soudage.
- Page 125 Monter le raccord en Y du faisceau de liaison de torche de soudage au sup- port du raccord en Y accrocher le raccord en Y à l'équilibreur Fixer le faisceau de liaison de torche de soudage au support latéral ou aux tampons de fil Raccorder le faisceau de liaison de torche de soudage au dévidoir TWIN Placer les gaines guide-fil dans la torche de soudage TWIN...
- Page 126 Régler la pression d'appui Régler les caractéristiques TWIN sur les deux sources de courant (Modes opératoires de soudage/Matériau d'apport/Modifier réglages matériau ... Étape 4 – Sélection des caractéristiques disponibles par mode opératoire de soudage) Régler le Stickout Si nécessaire, procéder à un ajustement du système (par ex. lorsqu'un dévi- doir de débobinage WF REEL se trouve dans le système) Définir un signal Lead/Trail sur la commande robot Régler les paramètres TWIN...
- Page 127 Monter la suspension de l'équilibreur au raccord en Y Monter la sus- La suspension de l'équilibreur raccord en Y est utilisée lorsque le raccord en Y pension de n'est pas monté sur le robot. l'équilibreur au raccord en Y 10 Nm 7.38 ft·lb...
- Page 128 Monter le raccord en Y sur le robot Monter le rac- Le montage du raccord en Y dépend cord en Y sur le du robot. robot Respecter les Instructions d'installa- tion ! Exemple : raccord en Y sur un robot...
- Page 129 Monter le support latéral sur le robot Monter le sup- Le montage du support latéral dépend port latéral sur du robot. le robot Respecter les Instructions d'installa- tion ! Exemple : support latéral sur un robot...
- Page 130 Monter le tampon de fil sur le robot TWIN CMT - Le montage du support latéral dépend Monter le tam- du robot. pon de fil sur le Respecter les Instructions d'installa- robot tion ! Exemple de support latéral sur un robot M5 x 16 mm 6 Nm 4.43 ft·lb...
- Page 131 M6 x 12 mm 10 Nm 7.38 ft·lb Étape 3 +4 : Appliquer les autocollants sur les tampons de fil et définir les lignes de soudure 1 et 2 sur les tampons de fil ; Exemple selon l'illustration : tampon de fil droit = ligne de soudure 1, tampon de fil gauche = ligne de soudure 2 REMARQUE! Vous trouverez des informations détaillées au sujet du tampon de fil dans les...
- Page 132 Monter la CrashBox, le faisceau de liaison de torche de soudage et la torche de soudage TWIN Monter la Crash- Respecter les couples de serrage lors Box /d TWIN sur du montage de la bride de robot : le robot Couple de serrage max.
- Page 133 Monter la Crash- Respecter les couples de serrage lors Box Drive /i du montage de la bride de robot : Dummy sur le ro- Couple de serrage max. pour les vis de classe de qualité 8.8 3,3 Nm / 2.43 lb-ft 5,0 Nm / 3.69 lb-ft 6,0 Nm / 4.43 lb-ft 27,3 Nm / 20.14 lb-ft...
- Page 134 3,3 Nm 2.43 lb·ft * Goujon d'adaptation Monter le fais- À la livraison, le faisceau de liaison de torche de soudage est monté sur l'unité ceau de liaison d'entraînement TWIN. de torche de Pour des raisons de simplification, l'unité d'entraînement TWIN est représentée soudage avec sans faisceau de liaison de torche de soudage dans les illustrations suivantes.
- Page 135 M5 x 12 mm ft·lb Ne pas serrer tout de suite complètement le raccord à vis ! M8 x 25 mm 18 Nm 13.28 ft·lb * = Goujon d'adaptation (2x) M5 x 12 mm 10 Nm 7.38 ft·lb 6 Nm 4.43 ft·lb Raccorder le câble de la CrashBox à...
- Page 136 Monter le raccord en Y du faisceau de liaison de torche de soudage au raccord en Y du support pour robot M8 x 16 mm 25 Nm 18.44 ft·lb REMARQUE! La position de montage A, B ou C dépend de la longueur du faisceau de liaison de torche de soudage et du robot.
- Page 137 Poser le faisceau de liaison de torche de soudage sur les tampons de fil et le fixer fixer le faisceau de liaison de torche de soudage au support latéral REMARQUE! Si des faisceaux de liaison de torche de soudage sont posés sur le robot, s'assur- er qu'aucun mouvement dans un axe du robot n'entraîne de tension ou de trac- tion dans les faisceaux de liaison.
- Page 138 à l'aide de 2 vis à tête à six pans creux M4 x 10 mm. Couple de serrage = 1 Nm / 0,74 lb·ft Les anneaux de la protection anti-coude sont disponibles individuellement en op- tion chez Fronius.
- Page 139 Monter le col de REMARQUE! cygne sur l'unité Les surfaces d'accouplement entre le col de cygne et l'unité d'entraînement d'entraînement TWIN TWIN doivent toujours être sèches et exemptes de poussières, de graisses et d'huile. Effectuer un contrôle visuel pour s'as- surer que les ressorts sont présents, qu'ils ne sont pas déformés ou endom- magés de quelque manière que ce soit.
- Page 140 Monter les gaines de dévidoir et les gaines guide- Placer la gaine Pour les systèmes TWIN Push/Pull sans tampon de fil guide-fil dans le faisceau de liai- Débrancher les gaine de dévidoir du dévidoir pour robot (appuyer sur le bou- son de torche de ton blanc) soudage...
- Page 141 Préparer l'unité d'entraînement TWIN pour le fonctionnement Généralités L'appareil n'est pas équipé des galets d'entraînement lors de la première livrai- son. Pour que l'avance du fil-électrode soit optimale, les galets d'entraînement doivent être adaptés au diamètre du fil ainsi qu'à l'alliage du fil. REMARQUE! Risque en cas de galets d'entraînement insuffisants.
- Page 142 Placer/rempla- Tirer les boutons de verrouillage cer les galets Débrancher les gaines de dévidoir d'entraînement de l'unité d'en- traînement TWIN Ouvrir le levier de serrage Faire pivoter le porte-galets vers l'extérieur Retirer la broche Placer le galet de pression denté Placer la broche...
- Page 143 1 0 1 Maintenir avec la clé spéciale Dévisser le galet d'entraînement Retirer le galet d'entraînement Insérer un galet d'entraînement neuf Visser le galet d'entraînement neuf Montage en répétant les étapes en sens inverse IMPORTANT ! Contrôler la pression d'appui avant la remise en service ! Raccorder les Le raccordement des gaines de dévidoir s'effectue de la même manière que le gaines de dévi-...
- Page 145 Monter et préparer d'autres com- posants périphériques, mise en ser- vice...
- Page 147 Monter la torche de soudage robot Insérer la gaine guide-fil en acier dans le col de cygne REMARQUE! La surface d'accouplement du col de cygne doit toujours être sèche et exempte d'huile, de graisses et de poussières.
- Page 148 Insérer la gaine REMARQUE! guide-fil en plas- tique dans le col La surface d'accouplement du col de cygne doit toujours être sèche et exempte de cygne d'huile, de graisses et de poussières. Pour le montage d'une gaine guide-fil en plastique, les tubes contact doivent être montés sur le col de cygne.
- Page 149 3 mm Pousser la gaine guide-fil jusqu'à la butée 2 Nm 3 mm Répéter les étapes 2 à 6 pour le deuxième fil-électrode REMARQUE! Toutes les autres gaines guide-fil disponibles peuvent être montées du côté de l'accouplement comme une gaine guide-fil en plastique.
- Page 150 REMARQUE! soudage TWIN Vous trouverez des informations détaillées dans les instructions d'ins- tallation 42,0410,2487 ... OPT/ i TWIN 0/4/8/11,5° https://manuals.fronius.com/html/4204102487 Pièces d'usure Sleeve REMARQUE! Vous trouverez des informations détaillées dans les instructions d'ins- tallation 42,0410,2932 ... OPT/ i TWIN 0/4/8/11,5° Sleeve...
- Page 151 La ligne de soudure est définie par insertion de la gaine guide-fil dans l'entrée l'adaptateur TWIN MTB du fil correspondante sur l'adaptateur TWIN MTB Single. Single Fronius recommande d'exécuter les applications Single sur la ligne de soudure 1. 18 ± 2 Nm 45,0200,1261 42,0411,1315 3 mm 1 = ligne de soudure 1, 2 = ligne de soudure 2 Pousser la gaine guide-fil jusqu'à...
- Page 152 2 Nm 3 mm...
- Page 153 Préparer le dévidoir TWIN pour le fonctionne- ment Mettre en place/ ATTENTION! remplacer les galets d'en- Risque en cas d'éjection des supports des galets d'entraînement. traînement Cela peut entraîner des blessures et des dommages corporels. ▶ Lors du déverrouillage du redresseur de fil, ne pas placer les doigts à gauche et à...
- Page 154 Raccorder les gaines de dévi- doir Raccorder les gaines de dévidoir aux fûts de fil d'apport. Redresseur de fil REMARQUE! Lors de l'utilisation de l'option de redresseur de fil OPT/i WF, respectez les in- formations contenues dans les instructions de service 42,0410,1944 !
- Page 155 Poser, monter et raccorder les faisceaux de liai- Raccorder les REMARQUE! faisceaux de liai- son aux dévidoirs Une mauvaise pose des faisceaux de liaison peut avoir une influence importante pour robot sur le résultat de soudage, un process de soudage stable n'est pas garanti ! ▶...
- Page 156 Raccorder les IMPORTANT ! Lors du raccordement des faisceaux de liaison, tenir compte des faisceaux de liai- marquages 1 et 2 sur les faisceaux de liaison et sur les sources de courant : son à la source 1 = faisceau de liaison refroidi par eau de courant, au 2 = faisceau de liaison refroidi par gaz refroidisseur et...
- Page 157 Raccorder le TWIN Controller Relier le TWIN Raccordement de la source de courant Controller aux au TWIN Controller via câble Speed- sources de cour- ant et raccorder le faisceau de liaison TPSi 1 = source de courant 1 TPSi 2 = source de courant 2 HP CON 1 = faisceau de liaison 1 HP CON 2 = faisceau de liaison 2 Relier le TWIN...
- Page 158 Raccorder le gaz de protection et les câbles de mise à la masse Raccorder le gaz Raccorder les tuyaux de gaz de protection des faisceaux de liaison à l'alimen- de protection tation en gaz de protection. Raccorder les ATTENTION! câbles de mise à la masse Danger dû...
- Page 159 Mise en service Insérer le fil- ATTENTION! électrode Risque de dommages corporels et matériels dû à l'intensité de soudage et à l'amorçage involontaire d'un arc électrique. ▶ Avant de commencer tout travail, séparer la connexion de mise à la masse entre le système de soudage et la pièce à...
- Page 160 Régler le Stickout en fonction de l'application Régler la pres- REMARQUE! sion d'appui Régler la pression d'appui de manière à ce que le fil-électrode ne soit pas déformé, tout en garantissant une avance parfaite du fil. Pour le réglage de la pression d'appui, se référer à...
- Page 161 Tous les composants doivent être montés et raccordés conformément au chapitre « Installation ». Le système de soudage TWIN ne peut être monté et utilisé qu'avec des com- posants Fronius d'origine. Ne pas monter ni installer de composants tiers ! ▶...
- Page 163 Diagnostic d’erreur, élimination de l'erreur, maintenance et élimination...
- Page 165 Diagnostic d’erreur, élimination de l'erreur Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié.
- Page 166 La source de courant ne fonctionne pas Interrupteur secteur commuté, voyants éteints Cause : ligne d'alimentation interrompue, fiche secteur non branchée. Solution : vérifier la ligne d'alimentation, brancher la fiche secteur. Cause : prise ou fiche secteur défectueuse. Solution : remplacer les pièces défectueuses.
- Page 167 Vitesse d'avance du fil irrégulière Cause : Le trou du tube de contact est trop étroit Remède : Utiliser un tube de contact approprié Cause : L'âme de guidage du fil dans la torche de soudage est défectueuse Remède : Vérifier que l'âme de guidage du fil n'est ni pliée, ni encrassée, etc.
- Page 168 Mauvaises caractéristiques de soudage Cause : Paramètres de soudage incorrects Solution : Vérifier les réglages Cause : Connexion de mise à la masse incorrecte Solution : Établir un bon contact avec la pièce à souder Cause : Pas ou pas assez de gaz de protection Solution : Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz, le rac- cord de gaz de protection de la torche de soudage, etc.
- Page 169 Soufflage de la torche de soudage impossible Cause : Le faisceau de liaison de torche de soudage n'est pas présent ou n'est pas correctement raccordé Solution : Contrôler le raccordement du faisceau de liaison de torche de sou- dage au dévidoir TWIN ; si le faisceau de liaison de torche de soudage est correctement rac- cordé, contacter le service après-vente 16768...
- Page 170 Maintenance, entretien et élimination Généralités Lorsqu'il fonctionne dans des conditions normales, cet appareil exige un mini- mum de maintenance et d'entretien. Il est toutefois indispensable de respecter certaines consignes, afin de garder l'installation de soudage en bon état de marche pendant longtemps. Sécurité...
- Page 171 À chaque mise Vérifier tous les faisceaux de liaison et la connexion de mise à la masse afin en service de détecter d'éventuels dommages. Remplacer les composants endom- magés. Vérifier les galets d'entraînement et les gaines guide-fil afin de détecter d'éventuels dommages.
- Page 172 Tous les 6 mois ATTENTION! Danger dû à l'air comprimé soufflé à courte distance. Les composants électroniques peuvent être endommagés. ▶ Respecter une certaine distance en soufflant l'air comprimé sur les compo- sants électroniques. Ouvrir les capots, démonter les panneaux latéraux de l'appareil et nettoyer l'intérieur à...
- Page 173 Caractéristiques techniques...
- Page 175 500 A Pression maximale de gaz de protec- 7 bar / 101.53 psi tion Réfrigérant Produit d'origine Fronius Pression maximale du réfrigérant 5 bar / 72.53 psi Vitesse d'avance du fil 1 à 30 m/min / 39.37 à 1181.10 ipm Entraînement de fil...
- Page 176 Torche de soudage robot MTB 900i R Intensité de soudage à 10 min/40 °C M21 (EN ISO 14175) 100 % ED* / 900 A (2 x 450 A) C1 (EN ISO 14175) 100 % ED* / 900 A (2 x 450 A) Diamètre de fil 1,2 à...
- Page 177 α = 11,5° β = 30° / PB & PA β = 45° / PB & PA s [mm] x [mm] L [mm] H [mm] L [mm] H [mm] [mm] [mm] 60,56 10,44 7,43 327,14 82,00 336,92 136,75 61,55 10,44 7,23 328,00 82,50...
- Page 178 Torche de sou- MTB 250i W/R dage robot refr- oidie par eau Intensité de soudage à 10 min/40 °C M21 (EN ISO 14175) 100 % ED* / 250 A C1 (EN ISO 14175) 100 % ED* / 250 A Diamètre de fil 0,8 à...
- Page 179 Faisceau de liaison de torche de soudage MHP 2x500i R/W Intensité de soudage à 10 min/40 °C /FSC M21 (EN ISO 14175) 100 % ED* / 1 000 A (2 x 500 A) C1 (EN ISO 14175) 100 % ED* / 1 000 A (2 x 500 A) Diamètre de fil 1,2 à...
- Page 180 Puissance de refroidissement mini- 1100 W / 1300 W / 1500 W / 1700 W male conformément à la norme CEI 60974-2, en fonction de la lon- gueur du faisceau de liaison Débit minimal de réfrigérant Q 1 l/min 0,26 gal (US) / min Pression minimale du réfrigérant p 3 bar 43.50 psi...
- Page 181 Faisceaux de liaison HP 70i Intensité de soudage à 10 min/40 °C 40 % ED* / 400 A (104 °F) 60 % ED* / 365 A 100 % ED* / 320 A ED = facteur de marche HP 70i, HP PC Intensité...
- Page 182 CrashBox /i XXL CrashBox /i XXL – Caractéris- tiques tech- niques, couples de déclenche- ment et diagr- amme poids-dis- tance Référence 44,0350,3380 Précision de positionnement (1) ± 0,05 mm Couples de déclenchement en direc- voir tableau sur la page suivante tion x/y Déport maximal en direction x/y ~ 45°...
- Page 184 Couples de déclenchement et diagramme poids-distance Les valeurs indiquées s'appliquent uniquement en position sta- tique !
- Page 185 CrashBox /d TWIN CrashBox /d TWIN – Car- actéristiques techniques, couples de déclenchement et diagramme poids-distance Référence 44,0350,270 Précision de positionnement (1) ± 0,05 mm Couples de déclenchement en direc- voir tableau sur la page suivante tion x/y Déport maximal en direction x/y min.
- Page 187 Couples de déclenchement et diagramme poids-distance weight [kg] Les valeurs indiquées s'appliquent uniquement en posi- tion statique !