Table des Matières
Dépannage

Manuels Connexes pour Miller Millermatic 135 115 VAC














Sommaire des Matières pour Miller Millermatic 135 115 VAC
- Page 1 OM-1324/fre 204 408A Juillet 2001 Procédés Soudage fil fourré Description Source d’Alimentation pour le Soudage à l’Arc Dévidoir Millermatic 135/175 et torche M-10 MANUEL DE L’UTILISATEUR Visitez notre site sur www.MillerWelds.com...
- Page 2 1929 demeure inchangé. Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos produits Miller. Veuillez prendre le temps de lire les précautions de sécurité. Elles vous aident à vous protéger contre des dangers éventuels au travail. Miller vous permet une installation rapide et l’exploitation facile.
-
Page 3: Table Des Matières
Table des matières SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION 1-1. Signification des symboles ........1-2. - Page 4 Table des matières SECTION 7 – DIRECTIVES POUR LE SOUDAGE MIG (GMAW) ..7-1. Raccordements habituels pour le procédé MIG ....7-2.
-
Page 5: Section 1 - Consignes De Securite - Lire Avant Utilisation
SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION som _nd_fre 4/98 1-1. Signification des symboles Signifie Mise en garde ! Soyez vigilant ! Cette procédure présente des risques de danger ! Ceux-ci sont identifiés par des symboles adjacents aux directives. Ce groupe de symboles signifie Mise en garde ! Soyez vigilant ! Il y a des Y Identifie un message de sécurité... - Page 6 LES RAYONS DE L’ARC peuvent pro- LES ACCUMULATIONS DE GAZ ris- voquer des brûlures dans les yeux et quent de provoquer des blessures ou sur la peau. même la mort. Le rayonnement de l’arc du procédé de soudage D Fermer l’alimentation du gaz protecteur en cas de génère des rayons visibles et invisibles intenses non utilisation.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
1-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance Risque D’INCENDIE OU DES ORGANES MOBILES peuvent D’EXPLOSION. provoquer des blessures. D Ne pas placer l’appareil sur, au-dessus ou à proxi- D Rester à l’écart des organes mobiles comme le mité... -
Page 8: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding and Cutting, norme ANSI Z49.1, de l’American Wel- Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, ding Society, 550 N.W. Lejeune Rd, Miami FL 33126 de la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. -
Page 9: Section 1 - Specifications
SECTION 2 – SPECIFICATIONS 2-1. Spécifications A. Modèle 115 VAC Ampérage d’entrée Tension C.C. en fonction de la Poids Puissance maximum de Dimensions hors avec Gamme de tension puissance nominale nominale marche à tout de sortie 115 V, 60 Hz, torche vide monophasé... -
Page 10: Facteur De Marche Et Surchauffement
2-2. Facteur de marche et surchauffement Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage nominal sans A. Modèle surchauffe. 115 VAC En cas surchauffe de Puissance nominale l’appareil, le(s) thermostat(s) se déclenche(nt), sortie s’arrête et le ventilateur se met en marche. -
Page 11: Courbes Tension / Ampérage
2-3. Courbes tension / ampérage Les courbes volt-ampère indiquent A. Modèle 115 VAC la tension et l’ampérage minimum et maximum de sorties possibles de l’appareil. Les courbes pour d’autres réglages se placent entre les courbes indiquées. Réglage de la tension à 0 Réglage de la tension à... -
Page 12: Section 2 - Installation
SECTION 3 – INSTALLATION 3-1. Mise en place de la torche de soudage Ensemble d’alimentation du fil Bouton de fixation de la torche Extrémité de la torche Desserrer le bouton de fixation. Introduire la buse de torche dans l’ouverture jusqu’à ce qu’elle soit en butée contre l’entraînement. -
Page 13: Modifier La Polarité
3-4. Tableau Procédé/Polarité Branchements des câbles Procédé Polarité Câble vers la torche Câble vers la pièce MIG/MAG – Câble solide avec DCEP – Polarité inversée Brancher à la borne positive (+) Brancher à la borne négative (–) de gaz protecteur de sortie sortie FCAW –... -
Page 14: Installation De L'alimentation De Gaz
3-6. Installation de l’alimentation de gaz Enchaîner la bouteille de gaz au mécanisme de roulement, Outils nécessaires : au mur, ou à tout autre support stationnaire pour empêcher la 5/8, 1-1/8” bouteille de tomber et de casser le robinet. Capuchon Robinet de la bouteille Enlever le capuchon, se placer sur le côté... -
Page 15: Choix De L'emplacement Et Branchement De L'alimentation Électrique Pour Le Modèle 115 Vac
3-7. Choix de l’emplacement et branchement de l’alimentation électrique pour le Modèle 115 VAC Plaque signalétique Prise de terre Il est impératif d’utiliser un circuit de dérivation indépendant 115 V, 20 A protégé par des fusibles temporisés ou 460 mm un coupe-circuit. -
Page 16: Choix De L'emplacement Et Branchement De L'alimentation Électrique Pour Le Modèle 230 Vac
3-8. Choix de l’emplacement et branchement de l’alimentation électrique pour le Modèle 230 VAC Plaque signalétique Fournir du courant d’alimentation approprié. Fiche Prise femelle Espace de 457 mm Brancher la fiche à la prise pour le débit d’air Dispositif de coupure de ligne Voir Section 3-9. -
Page 17: Guide D'entretien Électrique Pour Le Modèle 230 Vac
3-9. Guide d’entretien électrique pour le Modèle 230 VAC Tension d’alimentation Ampérage d’entrée en fonction de la puissance nominale Puissance nominale max. recommandée en ampères d’un fusible ou coupe circuit standard Dimension min. du conducteur d’entrée en mm Longueur max. en mètres recommandée pour le conducteur d’entrée Dimension min. -
Page 18: Enfiler Le Fil De Soudage
3-11. Enfiler le fil de soudage Bobine de fil Fil de soudage Guide-fil d’entrée Bouton de réglage de la pression Galet d’entraînement Faisceau de la torche Disposer le faisceau de la torche en ligne droite. Outils nécessaires : Maintenir le fil serré pour l’empêcher de se dérouler. -
Page 19: Section 3 - Fonctionnement
SECTION 4 – FONCTIONNEMENT 4-1. Commandes WIRESPEE D VOL TAG E M A D E I N TRIG GER O VERTEMP PO WER M ILL ER EL EC TR IC MF G. CO. A PP LE TO N , W I Réglage de la vitesse de fil Réglage de la tension Interrupteur d’alimentation... -
Page 20: Tableau Des Paramètres De Soudure Pour Le Modèle 115 V C.a
4-2. Tableau des paramètres de soudure pour le modèle 115 V c.a. Selecting Wire, Gas and Control Settings 1. Setings are approximate. Adjust as required. Note 2. “––” Means not recommended. Suggeste d Sugge ste d W ire Size What Marerial W ire Type s, Shielding Gases You are Welding... - Page 21 S e le ct V o lta g e a n d W ire S p e e d B a se d o n T h i ckn e ss o f M e ta l B e i n g W e l d e d N u m b er o n left o f s lash N u m b er o n rig h t o f s las h is V o ltag e K n o b S ettin g .
-
Page 22: Tableau Des Paramètres De Soudure Pour Le Modèle 230 V C.a
4-3. Tableau des paramètres de soudure pour le modèle 230 V c.a. Selecting Wire, Gas and Control Settings N o t e : 1 . S et t ing s a r e a p p r o x im a t e . A d j u s t a s r e q u ir e d . 2 . - Page 23 S e le c t V o lta g e a n d W i re S p e e d B a s e d o n T h i c kn e s s o f M e ta l B e i n g W e l d e d N u m b er o n left o f s las h N u m b er o n r ig h t o f s las h is V o ltag e K n o b S ettin g .
-
Page 24: Section 4 - Maintenance & Depannage
SECTION 5 – MAINTENANCE & DEPANNAGE 5-1. Maintenance de routine Y Débrancher l’alimentation avant d’effectuer des travaux d’entretien. 3 Mois Remplacer Réparer ou Nettoyer et des étiquettes remplacer le serrer les illisibles. câble de bornes de soudage soudage. fissuré. 6 Mois Souffler ou aspirer l’intérieur. -
Page 25: Remplacement Du Galet D'entraînement Ou Le Guide-Fil D'entrée
5-4. Remplacement du galet d’entraînement ou le guide-fil d’entrée Guide-fil d’entrée Déposer le guide en appuyant sur la zone cannelée ou en coupant une extrémité près du boîtier pour le sortir du trou. Pousser un nouveau guide dans le trou par l’arrière jusqu’à ce qu’il s’emboîte en place. -
Page 26: Soufflage Ou Remplacement De La Gaine De La Torche
5-6. Soufflage ou remplacement de la gaine de la torche Outils nécessaires : Y Débrancher la torche de l’appareil. 8 mm / 10 mm Col de cygne Enlever la buse, le tube-contact, l’adaptateur , le diffuseur de gaz et le guide-fil de sortie. 8 mm 10 mm Enlever la gaine. -
Page 27: Remplacement De L'interrupteur Et/Ou Du Col De Cygne
5-7. Remplacement de l’interrupteur et/ou du col de cygne Y Arrêter la source de courant de soudage/ dévidoir et débrancher la torche. Retirer l’écrou de blocage de la poignée. Faire glisser la poignée. Retirer le boîtier de l’interrupteur. Installer un nouvel interrupteur et brancher les connecteurs polarité... -
Page 28: Dépannage
5-8. Dépannage Cause Remède Pas de courant de soudage; le fil n’avance Fixer la fiche du câble d’alimentation dans la prise (voir Section 3-7). pas; le ventilateur ne fonctionne pas. Remplacer le fusible sur la ligne d’alimentation ou réarmer le coupe-circuit s’il est ouvert. Mettre l’interrupteur de mise sous tension sur la position marche (voir Section 4-1). -
Page 29: Section 6 - Schema Electrique
SECTION 6 – SCHEMA ELECTRIQUE 203 765 Figure 6-1. Schéma électrique du modèle 115 volts c.a. OM-1324 Page 25... - Page 30 203 794 Figure 6-2. Schéma électrique du modèle 230 volts c.a. OM-1324 Page 26...
-
Page 31: Section 7 - Directives Pour Le Soudage Mig (Gmaw)
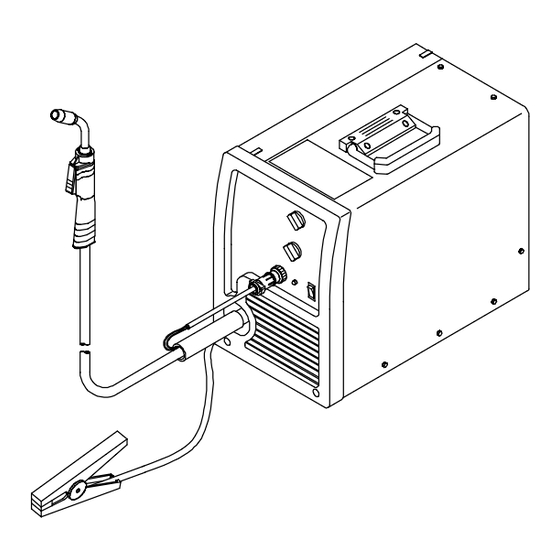
SECTION 7 – DIRECTIVES POUR LE SOUDAGE MIG (GMAW) 7-1. Raccordements habituels pour le procédé MIG Y Le courant de soudure peut endommager les parties électroniques des véhicules. Débrancher les deux câbles avant de les souder à un vé- hicule. Placer la pince de masse aussi près de la sou- dure que possible. -
Page 32: Réglages Courants Des Commandes Pour Procédé Mig
7-2. Réglages courants des commandes pour procédé MIG REMARQUE Ces réglages sont donnés uniquement à titre indicatif. Le type de matériau et de fil, la forme du raccord, l’assemblage, la position, le gaz protecteur, etc. ont une incidence sur les réglages. Procéder à un essai des soudures pour s’assurer qu’elles répondent aux spécifications. -
Page 33: Maintien Et Positionnement De La Torche De Soudage
7-3. Maintien et positionnement de la torche de soudage NOTE Le fil de soudage est mis sous tension quand la gâchette de la torche est enfoncée. Avant d’abaisser le casque et de presser la gâchette, s’assurer que le fil ne sort pas de plus de 1/2 pouce (13 mm) hors de la buse et que le bout du fil est correctement positionné... -
Page 34: Conditions Affectant La Forme Du Cordon De Soudure
7-4. Conditions affectant la forme du cordon de soudure REMARQUE La forme du cordon de soudure dépend de l’angle de la torche, du sens de déplacement, de la longueur du fil sorti, de la vitesse de déplacement, de l’épaisseur du métal de base, de la vitesse d’amenée du fil (courant de soudage) et de la tension. -
Page 35: Mouvement De La Torche Pendant Le Soudage
7-5. Mouvement de la torche pendant le soudage REMARQUE Une passe de soudure à la racine est suffisante pour la plupart des joints de soudure étroits. Une passe large balancée convient davantage pour les joints de soudure larges ou pour le pontage des soudures. Soudure à... -
Page 36: Dépannage Du Soudage - Projections Excessives
7-8. Dépannage du soudage – Projections excessives S-0636 Causes possibles Mesures correctives Vitesse d’amenée du fil trop élevée. Réduire la vitesse d’amenée du fil. Tension trop élevée. Réduire la tension d’alimentation. Électrode sortie trop longue. Réduire la longueur de l’électrode sortie. Pièce encrassée. -
Page 37: Dépannage Du Soudage - Pénétration Excessive
7-10. Dépannage du soudage – Pénétration Excessive Pénétration excessive Bonne pénétration S-0639 Causes possibles Mesures correctives Apport excessif de chaleur Choisir un régime de tension plus faible et réduire la vitesse d’amenée du fil. Augmenter la vitesse de déplacement. 7-11. Dépannage du soudage – Manque de pénétration Absence de pénétration Bonne pénétration S-0638 Causes possibles... -
Page 38: Dépannage Du Soudage - Fusion Traversante
7-13. Dépannage du soudage – Fusion traversante S-0640 Causes possibles Mesures correctives Apport excessif de chaleur. Choisir un régime de tension plus faible et réduire la vitesse d’amenée du fil. Augmenter et/ou maintenir une vitesse de déplacement constante. 7-14. Dépannage du soudage – Ondulation du cordon S-0641 Causes possibles Mesures correctives... -
Page 39: Gaz Protecteurs Courants Pour Le Soudage Mig
7-16. Gaz protecteurs courants pour le soudage MIG Ce tableau général reprend les gaz courants et leur application. De nombreuses combinaisons (mélanges) de gaz protecteurs ont été mis au point au fil du temps. Les gaz protecteurs les plus couramment utilisés sont repris dans le tableau ci-dessous. - Page 40 Problème Cause probable Remède Arc de soudure instable. Le fil glisse entre les galets d’entraînement. Régler le réglage de pression des galets d’entraînement du fil. Remplacer les galets usés en cas de besoin. Mauvaise dimension de la gaine du pistolet ou de la Faire correspondre le type et les dimensions de la gaine pointe de contact.
- Page 41 Notes OM-1324 Page 37...
-
Page 42: Section 8 - Liste Des Pieces
SECTION 8 – LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 907 020 Figure 8-1. Ensemble principal OM-1324 Page 38... - Page 43 Item Dia. Part Mkgs. Description Quantity Figure 8-1. Ensemble principal ..... 202 581 . . . BASE, lower ..........
- Page 44 203 565 Figure 8-2. Wire Feed Drive Assembly Item Dia. Part Mkgs. Description Quantity Figure 8-2. Wire Feed Drive Assembly ..... 202 500 .
- Page 45 802 388-A Figure 8-3. Torche M-10 Item Part Description Quantity Figure 8-3. Torche M-10 ..169 715 NOZZLE, slip type .500 orf flush ......... . . ♦087 299 .
- Page 46 Table 8-1. Optional Drive Rolls For All Feed Head Assemblies PART NO. WIRE DIAMETER INCHES (mm) 202 925 .024 (.6) and .030/.035 (.8 and .9) 202 926 .030/.035 (.8 and .9) and .045 (1.2 VK Groove) Table 8-2. Options PART NO. DESCRIPTION REMARKS 770 187...
- Page 47 Entrée en vigueur le 1 janvier 2001 (Equipement portant le numéro de série précédé de “LB” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE – En vertu des dispositions et des La garantie limitée True Blue MILLER...
-
Page 48: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2001 Miller Electric Mfg. Co. 1/01...