
Manuels Connexes pour Miller ROI









Sommaire des Matières pour Miller ROI
- Page 1 OM-220 979Q/fre 2012−10 Procédés Description Dévidoir (Interface Opérateur à Distance) MANUEL UTILISATEUR www.MillerWelds.com/ams...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 DECLARATION OF CONFORMITY for European Community (CE marked) products. MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the product(s) identified in this declaration conform to the essential requirements and provisions of the stated Council Directive(s) and Standard(s).
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2011−10 Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un les sources de soudage onduleur UNE FOIS incendie ou une explosion. l’alimentation coupée. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
ACCUMULATIONS LES BOUTEILLES peuvent exploser risquent de provoquer des blessures si elles sont endommagées. ou même la mort. Les bouteilles de gaz comprimé contiennent du gaz D Fermer l’alimentation du gaz comprimé en cas sous haute pression. Si une bouteille est endommagée, elle peut exploser. -
Page 8: Proposition Californienne 65 Avertissements
Les PIÈCES MOBILES peuvent RAYONNEMENT HAUTE causer des blessures. FRÉQUENCE (H.F.) risque provoquer des interférences. D Ne pas s’approcher des organes mobiles. D Ne pas s’approcher des points de coincement D Le rayonnement haute fréquence (H.F.) peut tels que des rouleaux de commande. provoquer des interférences avec les équi- pements de radio−navigation et de com- LES FILS DE SOUDAGE peuvent... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone: is available as a free download from the American Welding Society at 800-463-6727, website: www.csa-international.org). http://www.aws.org or purchased from Global Engineering Documents Safe Practice For Occupational And Educational Eye And Face Protec- (phone: 1-877-413-5184, website: www.global.ihs.com). - Page 10 OM-220 979 Page 7...
-
Page 11: Section 2 − Définitions
SECTION 2 − DÉFINITIONS 2-1. Symboles et Définitions supplémentaires relatifs à la Sécurité Certains symboles ne se trouvent que sur les produits CE. Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Safe1 2012−05 Ne pas jeter le produit (si applicable) avec les déchets ménagers. Réutiliser ou recycler les déchets d’équipements électriques et électroniques (DEEE) et les jeter dans un conteneur prévu à... - Page 12 Ne pas effectuer de soudures sur des cylindres ou des conteneurs fermés. Safe16 2012−05 Ne pas enlever ou recouvrir l’étiquette de peinture. Safe20 2012−05 Les galets d’entraînement peuvent provoquer des blessures aux doigts. Safe32 2012−05 Le fil de soudure et les organes mobiles sont sous tension pendant les opérations de soudage - tenir les mains et les objets métalliques à...
-
Page 13: Symboles Et Définitions Divers
2-2. Symboles et définitions divers Certains symboles ne se trouvent que sur les produits CE. Courant continu Sortie Ampères Volts (DC) Niveau de Facteur de marche Alimentation du fil Pourcentage protection Avance manuelle Entrée Purger au gaz Rapide du fil Courant constant Coupe-circuit Tension constante... -
Page 14: Section 3 − Introduction
SECTION 3 − INTRODUCTION 3-1. Importantes informations relatives aux produits CE (Vendus au sein de l’UE) A. Informations sur les champs électromagnétique (EMF) Cet équipement n’est pas prévu à usage du grand public car les limites d’exposition aux CEM du public risquent d’être dépassées lors du soudage. -
Page 15: Section 4 − Installation
SECTION 4 − INSTALLATION 4-1. Disposition des trous de la plaque de montage 102 mm 4 trous d’un diam. de 5,6 mm 44 mm 76 mm 44 mm Ref. 200 553-A 4-2. Pose du dispositif isolant Couper l’alimentation élec- trique et débrancher. Commande de l’interface opérateur à... -
Page 16: Installation De L'interface Opérateur À Distance Et Du Dévidoir
4-3. Installation de l’interface opérateur à distance et du dévidoir Installation Swingarc typique illustrée. Néanmoins, d’autres installations sont possibles en fonction de l’application. Interface opérateur à distance Swingarc Potence Dévidoir AA40G Trigger Cable Ref. 803 697-E 4-4. Schéma de branchement Source du courant de soudage Dévidoir... -
Page 17: Branchements Du Panneau Arrière
4-5. Branchements du panneau arrière Prise réseau 9 broches Prise de la commande du moteur et de l’électrovanne du gaz de protection Emplacement de la plaque signalétique Ref. 803 503-A 4-6. Informations concernant la prise 9 broches Broche Commentaire REMOTE 9 Condensateur C1 à... -
Page 18: Affichage De La Source À La Mise Sous Tension
4-8. Affichage de la source à la mise sous tension Afficheur supérieur Afficheur inférieur Réglages du procédé Choix Réglage du dévidoir Plage de tension Alimentation Afficheur supérieur Afficheur inférieur Attente DTEC Axcess Axcs 300/450/675 219 711-A 4-9. Options de l’interrupteur à deux programmes Maint 2P (interrupteur bipolaire maintenu) DSS-9M DSS-9M réf. -
Page 19: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Termes de fonctionnement On trouvera ci-après une liste d’expressions et leurs définitions applicables à l’interface du dévidoir : Expressions générales : AccuCurve Procédé pulsé CV utilisant une forme d’onde pulsé avec des courbes modifiées à des endroits bien définis dans la forme d’onde. -
Page 20: Interrupteur D'alimentation
Expressions générales : TDS (Programme double TDS permet de choisir entre deux programmes de soudage à partir de la gâchette de torche. à la gâchette) En mode TDS, le fait d’appuyer momentanément sur la gâchette permet de passer d’un programme de soudage présélectionné... -
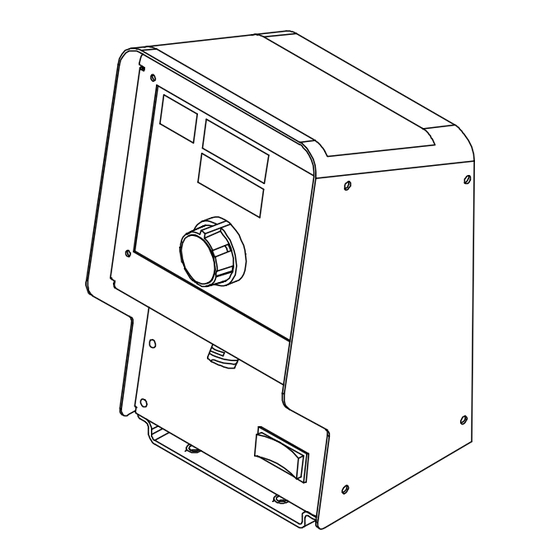
Page 21: Panneau Avant
5-3. Panneau avant Voir Section 5-5. Voir Section 5-4. Voir Section Configuration procédé Configuration dévidoir Choix Voir Section Voir Section Voir Section 5-8. 5-7. 5-9. 219 711-A OM-220 979 Page 18... -
Page 22: Touche Programme
5-4. Touche Programme Afficheur du programme Le numéro du programme en cours est affiché. Touche Programme Voyant de la touche Programme Le voyant s’allume pour indiquer que programmes peuvent être modifiés en utilisant le bouton de réglage. Appuyer momentanément bouton pour allumer le voyant. Pour changer le programme, tourner le bouton de réglage et choisir un des huit programmes disponibles. -
Page 23: Afficheur Inférieur
5-6. Afficheur inférieur Afficheur inférieur Voyant Arc Ctl (Arc Control) Si les voyants de l’afficheur inférieur et celui de WFS sont tous les deux allumés, il est possible Le voyant s’allume pour indiquer que de modifier WFS tout en soudant avec le L’afficheur inférieur indique WFS (vitesse fil), l’inductance (MIG) ou ARC [pulsé, Accu-pulsé... -
Page 24: Touche Configuration Du Dévidoir
5-7. Touche Configuration du dévidoir Temps de démarrage Évanouissement Temps Post-gaz Temps Pré-gaz Schéma de la séquence Réglage du dévidoir Voyant Configuration du dévidoir inférieur, quand STRT ou CRTR est affiché entre elles, en sélectionner certaines en en haut, on peut entrer la tension (MIG) ou désélectionne donc d’autres. -
Page 25: Touche Procédé
5-9. Touche Procédé Touche Procédé Voyant Procédé Voyants de sélection des programmes Process Set Up • Le fait d’appuyer une première fois sur la • Le fait d’appuyer une quatrième fois sur la • Si un programme sur mesure est chargé à touche Procédé... -
Page 26: Avance Manuelle Du Fil/Purge
5-10. Avance manuelle du fil/purge Bouton d’avance manuelle du fil/purge Commande de réglage Prise de la gâchette de la torche 803 693-A Le bouton d’avance manuelle du fil ou de 3 secondes, la sortie de soudage s’arrête et 3 secondes et il n’est plus possible de purge est utilisé... -
Page 27: Mode De Réinitialisation
5-11. Mode de réinitialisation Le mode de réinitialisation n’est pas disponible quand le blocage de programme est activé. Le mode de réinitialisation permet à l’opérateur recharger configuration du programme d’usine pour les huit programmes actifs du poste. Les données de configuration du Configuration Choix Arc control... -
Page 28: Section 6 − Réglage Des Paramètres Séquentiels
SECTION 6 − RÉGLAGE DES PARAMÈTRES SÉQUENTIELS 6-1. Paramètres de la séquence des programmes La touche configuration du dévidoir de la Section 5-7 donne davantage d’informations sur le mode séquence. Il n’est possible de régler le temps de soudage qu’avec un ordinateur de Séquence Paramètres poche... -
Page 29: Section 7 − Maintenance
SECTION 7 − MAINTENANCE 7-1. Maintenance de routine Augmenter la fréquence Arrêter le moteur avant d’effectuer l’entretien. des travaux d entretien dans des conditions de service sévères. n = Vérifier Z = Change ~ = Nettoyer l = Remplacer Reference * Travail à... -
Page 30: Diagnostics
7-2. Diagnostics Les messages d’erreur suivants apparaissent dans les afficheurs du haut et du bas pour indiquer des erreurs spécifiques. Les explications sont dans le texte ci-dessous : TACH MOTR STRT STOP FLOW Indique une erreur de Indique une erreur Indique une erreur Indique une erreur Indique une erreur... - Page 31 7-2. Diagnostics (suite) WELD MOTR OVER WAIT WAIT CRNT STOP Indique une erreur Indique une erreur Indique une erreur Indique une erreur de Indique une erreur Indique une erreur d’attente de cycle de communication avance du fil trop communication UIM. de surintensité.
-
Page 32: Section 8 − Schema Electrique
SECTION 8 − SCHEMA ELECTRIQUE Figure 8-1. Schéma des connexions OM-220 979 Page 29... - Page 33 214 842-E OM-220 979 Page 30...
-
Page 34: Section 9 − Liste Des Pièces
SECTION 9 − LISTE DES PIÈCES Pièces communes et non disponibles à moins de figurer dans la liste. 803 696-D Figure 9-1. Interface opérateur à distance d’article Repère de pièce Description Qté Figure 9-1. Interface opérateur à distance .. - Page 35 224 193 ..ISOLATEUR, plaque de montage ROI ..........
- Page 36 Notes...
- Page 37 Notes...
- Page 38 Notes...
- Page 39 Entrée en vigueur le 1 janvier 2012 (Equipement portant le numéro de série précédé de “MC” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des conditions 90 jours —...
-
Page 40: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2012 Miller Electric Mfg. Co. 2012−01...