Miller HDC 1500A Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour HDC 1500A:
- Manuel de l'utilisateur (40 pages) ,
- Manuel de l'utilisateur (32 pages)

Manuels Connexes pour Miller HDC 1500A















Sommaire des Matières pour Miller HDC 1500A
- Page 1 OM-216 386K/fre 2006−08 Procédés Soudage sous-flux Description Contrôleur de l’arc submergé pour soudage automatique HDC 1500A 50, 60 Hz MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
........4-4. Schéma de raccordement avec un poste de soudage Miller . -
Page 4: Contact Européen
REMARQUE Ces renseignements sont fournis pour les appareils homologués pour la CE (voir l’étiquette signalétique fixée à l’appareil). Fabricant: Contact Européen Miller Electric Mfg. Co. Mr. Danilo Fedolfi, 1635 W. Spencer St. Directeur général Appleton, WI 54914 USA ITW WELDING PRODUCTS ITALY S.r.l. -
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION som _3/05 Y Avertissement : se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés Symbole graphique d’avertissement ! Attention ! Cette pro- cédure comporte des risques possibles ! Les dangers éven- tuels sont représentés par les symboles graphiques joints. - Page 6 LES RAYONS D’ARC peuvent entraî- ACCUMULATIONS ner des brûlures aux yeux et à la peau. risquent de provoquer des blessures ou même la mort. Le rayonnement de l’arc du procédé de soudage génère des rayons visibles et invisibles intenses D Fermer l’alimentation du gaz protecteur en cas (ultraviolets et infrarouges) susceptibles de provo- de non-utilisation.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Utiliser un équipement de levage de capacité D Utiliser uniquement des pièces de rechange suffisante pour lever l’appareil. Miller/Hobart. D En utilisant des fourches de levage pour déplacer l’unité, s’assu- rer que les fourches sont suffisamment longues pour dépasser du côté... -
Page 8: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Boulevard, Rexdale, Ontario, Canada M9W 1R3 (téléphone : de Global Engineering Documents (téléphone : 1-877-413-5184, site In- 800-463-6727 ou à Toronto 416-747-4044, site Internet ternet : www.global.ihs.com). www.csa-international.org). -
Page 9: Section 2 − Définitions (Modèles Eec Uniquement)
2-2. Plaque signalétique pour les produits CE Quand un RAD-400 est utilisé (référence Miller 195265) à S/N : pleine vitesse et à pleine charge, HDC-1500 consomme à peu près 4 A. -
Page 10: Symboles Et Définitions
2-3. Symboles et définitions* Commande Ampères Sortie Hertz à distance Monophasé Courant de Volts Entrée soudage nominal Courant alternatif Augmentation/ réduction Pourcentage Coupe-circuit Vitesse de fil du paramètre Temps de Terre de protection Durée du post-flux Durée du pré-flux démarrage Niveau Démarrage Arrêt... -
Page 11: Description
3-2. Description Ce coffret de commande est conçue pour faire succéder automatiquement des soudages en maintenant une vitesse d’avance du fil constante. Cette unité peut être utilisée avec des postes de soudage à courant constant, à tension constante, en AC ou en DC. Des relais normalement ouverts fonctionnant en conjonction avec le cycle de soudage sont disponibles... -
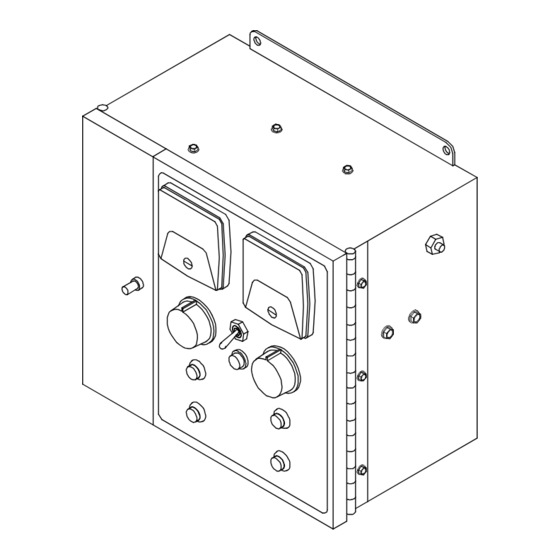
Page 12: Disposition Des Trous De Montage
7 in (178 mm)* * Y compris les boutons du coffret 803 021-C 4-3. Plaque signalétique pour les produits non-CE uniquement Quand un RAD-400 est utilisé (référence Miller 195265) à pleine vitesse et à pleine charge, HDC-1500 consomme à peu près 4 A. -
Page 13: Schéma De Raccordement Avec Un Poste De Soudage Miller
4-4. Schéma de raccordement avec un poste de soudage Miller Le client doit fournir les éléments suivants : source de soudage, câble de commande, Remarque moteur/dévidoir avec son câble et galets d’entraînement du fil, torche, fil de soudage, câbles de soudage, fils de détection de tension à... -
Page 14: Raccordements Du Côté Gauche De L'armoire
4-5. Raccordements du côté gauche de l’armoire Prise femelle Ergo de positionnement Trou d’accès − Utilisables par le client : raccordements aux borniers, à la vanne de flux, etc. Y Couper l’alimentation de la source de soudage et de la commande et déconnecter l’alimentation électrique avant d’ouvrir la porte d’accès. -
Page 15: Raccordement Des Borniers Tb1 Et Tb2
4-6. Raccordement des borniers TB1 et TB2 Y Couper l’alimentation de la source de soudage et de la commande et déconnecter l’alimentation électrique avant d’ouvrir la porte d’accès. Porte d’accès Retirer les vis de fermeture et ouvrir la porte d’accès. Bornier TB2 Bornier TB1 Vis de fermeture - Bornier... -
Page 16: Informations De Raccordement Du Bornier Tb1
4-7. Informations de raccordement du bornier TB1 Bornier/Numéro Emplacement de la prise Informations sur la fonction A de la prise 14 broches Un jeu de contacts relais normalement ouvert raccorde borne A à la borne B quand on appuie sur Démarrage et que le temps de pré-flux est écoulé (contacts prévus on appuie sur Démarrage et que le temps de pré-flux est écoulé... -
Page 17: Raccordement Normal D'un Bac À Flux Avec Valve Automatique 115 V Ac À Un Hdc 1500
4-9. Raccordement normal d’un bac à flux avec valve automatique 115 V AC à un HDC 1500 Y Couper l’alimentation de la source de soudage et de la commande et déconnecter l’alimentation électrique avant d’ouvrir la porte d’accès. Câble à quatre conducteurs Porte d’accès Du système de flux Retirer les vis de fermeture et ouvrir... -
Page 18: Informations Concernant Le Boîtier Distant 10 Rc2
4-10. Informations concernant le boîtier distant 10 RC2 PRISE DE COMMANDE Broche Informations concernant la prise À DISTANCE 10 À l’armature positive (+) du moteur (moteur DC 115 volts). À l’armature négative (−) du moteur (moteur DC 115 volts). Au champ du moteur. Au champ du moteur. -
Page 19: Conseils De Placement Des Fils De Détection De Tension À Distance Pour Un Arc Uni
4-12. Conseils de placement des fils de détection de tension à distance pour un arc uni- que (nécessaires) Fils de détection de tension à distance SOURCE DU COURANT MAUVAIS DE SOUDAGE Le fil de détection est influencé par le courant de soudage. À... -
Page 20: Conseils De Placement Des Fils De Détection De Tension À Distance Pour Plusieurs Arcs
4-13. Conseils de placement des fils de détection de tension à distance pour plusieurs arcs MAUVAIS SOURCE Le courant de la première torche DU COURANT affecte la détection de la seconde. DE SOUDAGE Le courant de la seconde torche affecte la détection de la première. Aucun des fils de détection ne mesure la bonne tension de soudage,... -
Page 21: Conseils De Placement Des Fils De Détection De Tension À Distance Pour Plusieurs Arcs (Suite)
Conseils de placement des fils de détection de tension à distance pour plusieurs arcs (suite) SOURCE MIEUX Se reporter au manuel du poste de DU COURANT soudage pour la connexion des fils de Les deux fils de détection sont DE SOUDAGE détection au bornier. -
Page 22: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Commandes du panneau avant des modèles non-CE (à utiliser avec la Section 5-2) Les limites de tension et d’intensité peut être réétalonnées, voir la Section 5-2. MARCHE ALIMENTATION MANUEL DÉMARRAGE VERS LE HAUT MANUEL STOP VERS LE BAS MADE... -
Page 23: Description Des Commandes (À Utiliser Avec La Section 5-1)
Interrupteur d’arrêt utilise cette commande avec une alimenta- reste alimenté et le cycle de soudage com- tion non-MILLER, il faut fournir 115 volts AC Appuyer sur le bouton d’arrêt pour terminer le mence. Le soudage continue jusqu’à ce au bornier. Mettre l’interrupteur sur Arrêt pour cycle de soudage. -
Page 24: Commandes Du Panneau Avant Des Modèles Ce (À Utiliser Avec Section 5-4)
5-3. Commandes du panneau avant des modèles CE (à utiliser avec Section 5-4) Les limites de tension et d’intensité peut être réétalonnées, voir Section 5-4. MADE IN MADE 208 209-D OM-216 386 Page 20... -
Page 25: Description Des Commandes (À Utiliser Avec La Section 5-3)
Interrupteur d’arrêt utilise cette commande avec une alimenta- reste alimenté et le cycle de soudage com- tion non-MILLER, il faut fournir 115 volts AC Appuyer sur le bouton d’arrêt pour terminer le mence. Le soudage continue jusqu’à ce au bornier. Mettre l’interrupteur sur Arrêt pour cycle de soudage. -
Page 26: Sensibilité De Commande D'intensité
5-5. Sensibilité de commande d’intensité En mode CV, la commande d’intensité sert à commander la vitesse d’alimentation du fil. La sensibilité de cette commande peut être modifiée (une petite rotation du bouton entraîne un grand changement de valeur, tandis qu’une rotation importante entraîne un changement de valeur comparable). Exemple −... -
Page 27: Commande De Sensibilité De La Tension
5-6. Commande de sensibilité de la tension En mode CC, la commande de tension sert à définir la vitesse d’alimentation du fil. La sensibilité de cette commande peut être modifiée (une petite rotation du bouton entraîne un grand changement de valeur, tandis qu’une rotation importante entraîne un changement de valeur comparable). Exemple −... -
Page 28: Commandes Internes De L'armoire
5-7. Commandes internes de l’armoire Vitesse manuelle Cette commande règle la vitesse à laquelle le fil sort manuellement de la torche de sou- dage (Inch Down) ou rentre dans la torche (Inch Up). Modèles CE Modèles non-CE Temps de pré-flux Cette commande règle la durée, de 0 à... -
Page 29: Section 6 − Maintenance Et Dépannage
SECTION 6 − MAINTENANCE ET DÉPANNAGE 6-1. Maintenance de routine Y Débrancher l’alimentation avant d’effectuer des travaux d’entretie 3 mois Réparer ou Nettoyer et remplacer Remplacer serrer les le câble de des étiquettes bornes de soudage illisibles. soudage. fissuré. Remplacer Vérifier le tuyau et Vérifier le faisceau Vérifier le cordon... -
Page 30: Dépannage
6-3. Dépannage Cause Remède Appareil complètement inopérant. Contrôler le protecteur supplementaire CB1 et réarmer, si nécessaire (voir la Section 6-2). Mettre l’interrupteur d’alimentation S1 en position Marche (voir Section 5-1). Le fil n’avance pas manuellement. Vérifier l’alimentation 115 volts AC et s’assurer qu’elle fonctionne. Contrôler le protecteur supplementaire CB1 et réarmer, si nécessaire (voir la Section 6-2). -
Page 31: Section 7 − Schema Electrique
SECTION 7 − SCHEMA ELECTRIQUE 231 105-A Figure 7-1. Schéma des connexions OM-216 386 Page 27... -
Page 32: Section 8 − Liste Des Pieces
SECTION 8 − LISTE DES PIECES .La visserie est seulement disponible que si elle figure sur la liste. 803 024-D Figure 8-1. Boîtier de commande OM-216 386 Page 28... - Page 33 ..Nameplate, Miller HDC 1500 ........
- Page 34 Notes...
- Page 35 Entrée en vigueur le 1 janvier 2006 (Equipement portant le numéro de série précédé de “LG” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
-
Page 36: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © IMPRIME AUX USA 2006 Miller Electric Mfg. Co. 2006−01...