Miller XMT 456 CC/CV CE Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour XMT 456 CC/CV CE:
- Manuel de l'utilisateur (40 pages) ,
- Manuel de l'utilisateur (36 pages) ,
- Manuel de l'utilisateur (36 pages)

Manuels Connexes pour Miller XMT 456 CC/CV CE










Sommaire des Matières pour Miller XMT 456 CC/CV CE
- Page 1 OM-235 848E/fre 2008−11 Procédés Soudage multiprocédé Description XMT 456 CC/CV (modèles 400 V) CE MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 DECLARATION OF CONFORMITY for European Community (CE marked) products. MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the product(s) identified in this declaration conform to the essential requirements and provisions of the stated Council Directive(s) and Standard(s).
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2007−04 Se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés DANGER! − Indique une situation dangereuse qui si on Indique des instructions spécifiques. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un in- les sources de soudage onduleur quand on a cendie ou une explosion. coupé l’alimentation. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peu décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Protéger les bouteilles de gaz comprimé d’une chaleur excessive, ACCUMULATIONS des chocs mécaniques, des dommages physiques, du laitier, des risquent de provoquer des blessures flammes ouvertes, des étincelles et des arcs. ou même la mort. D Placer les bouteilles debout en les fixant dans un support station- D Fermer l’alimentation du gaz protecteur en cas naire ou dans un porte-bouteilles pour les empêcher de tomber ou de non-utilisation. -
Page 8: Proposition Californienne 65 Avertissements
LES FILS DE SOUDAGE peuvent LE RAYONNEMENT HAUTE FRÉ- provoquer des blessures. QUENCE (H.F.) risque de provoquer des interférences. D Ne pas appuyer sur la gâchette avant d’en avoir reçu l’instruction. D Le rayonnement haute fréquence (H.F.) peut D Ne pas diriger le pistolet vers soi, d’autres per- provoquer des interférences avec les équipe- sonnes ou toute pièce mécanique en enga- ments de radio−navigation et de communica-... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, L4W 5NS (téléphone : 800-463-6727 ou à Toronto 416-747-4044, site de Global Engineering Documents (téléphone : 1-877-413-5184, site Internet : www.csa-international.org). Internet : www.global.ihs.com). Safe Practice For Occupational And Educational Eye And Face Protec- tion, ANSI Standard Z87.1, de American National Standards Institute, Recommended Safe Practices for the Preparation for Welding and Cut- 11 West 43rd Street, New York, NY 10036-8002 (téléphone :... -
Page 10: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Etiquette générale de précaution Avertissement ! Attention ! Exis- tence de dangers possibles signa- lés par les symboles. L’électrocution due au contact avec des électrodes ou des fils de soudage peut entraîner la mort. 1.1 Porter des gants isolants secs. - Page 11 Avertissement ! Attention ! Existence de dangers possibles signalés par les symboles. L’électrocution due au contact avec des fils électriques peut entraîner la mort. Débrancher la prise ou couper l’alimentation avant toute intervention exécutée sur l’appareil. Des tensions dangereuses demeurent sur les condensa- teurs d’entrée après la cou- pure de l’alimentation.
-
Page 12: Etiquette Deee (Pour Les Produits Vendus En Cee)
2-2. Etiquette DEEE (pour les produits vendus en CEE) Ne pas se débarrasser de ce pro- duit comme d’un déchet classique (si applicable). Réutiliser ou recycler les Déchets d’Equipements Electriques et Elec- troniques (DEEE) en les déposant auprès d’un organisme de collecte. Contactez l’organisme de collecte ou votre distributeur local pour plus d’informations. -
Page 13: Section 3 − Installation
SECTION 3 − INSTALLATION 3-1. Spécifications Ampérage d’entrée en fonction de la puissance Courant Puissance nominale de Gamme Plage de Tension à nominale de sortie, d’alimentation soudage Ampérage tension vide 50 Hz, triphasé 400 V 450 A @ 38 volts DC, facteur de marche Triphasé... -
Page 14: Courbe Volts-Ampères
3-3. Courbe volts-ampères Les courbes montrent la tension mini- mum et maximum et les possibilités Mode CV d’ampérage de sortie du poste. Les courbes d’autres réglages tombent entre les courbes indiquées. Mode CC va_curve1 4/95 − SA-181 561 / SA-181 562 3-4. -
Page 15: Choix D'un Emplacement
3-5. Choix d’un emplacement Renversement Manutention Ne pas déplacer ni utiliser l’appareil dans un endroit où il risque de basculer. Fourches de levage Emplacement Utiliser les fourches de levage pour transporter le groupe. Faire dépasser les fourches du côté opposé de l’appareil. -
Page 16: Bornes De Sortie De Soudage Et Choix De La Dimension Des Câbles
3-7. Bornes de sortie de soudage et choix de la dimension des câbles* LE SOUDAGE A L’ARC peut causer des interférences électromagnétiques. Pour réduire une interférence possible, maintenir les câbles de soudage aussi courts, aussi proches l’un de l’autre, et aussi bas (par terre, par exemple) que possible. Exécuter le soudage à une distance de 100 mètres de tout équi- pement électronique sensible. -
Page 17: Branchement Des Câbles D'alimentation En Courant De Soudage
3-8. Branchement des câbles d’alimentation en courant de soudage Ne rien placer entre la borne de câble de soudage et la barre de cuivre. Outils nécessaires: 19 mm (3/4 po) 803 778-A Installation correcte Installation incorrecte Borne de sortie de soudage de soudage. -
Page 18: Prise Duplex 115 Volts Ac
3-10. Prise duplex 115 volts AC Prise 115 V 7 A AC La puissance est partagée entre la prise duplex et la prise de comman- de à distance 14 broches (voir la Section 3-9). Coupe-circuit CB1 Coupe-circuit CB2 CB1 protège la partie 115 volts de la prise duplex et de la prise de commande à... -
Page 19: Branchement Sur Le Circuit D'alimentation
3-12. Branchement sur le circuit d’alimentation Carte filtre d’entrée TERRE/PE Toujours commencer par brancher le conducteur de terre Outils nécessaires: 5/16 pouce ssb2.4* 1/94 − ST-801 523-B / ST-801 946 Déposer le panneau latéral gauche. Dispositif de coupure de ligne Couper la source d’alimentation de soudage et vérifier la tension aux Conducteurs d’entrée et de terre... -
Page 20: Section 4 − Operation
SECTION 4 − OPERATION 4-1. Commandes du panneau avant 196 445 Interrupteur d’alimentation marche/arrêt tance. En mode MIG, la commande à distan- dage à l’électrode enrobée (EE). Avec un ré- ce couvre la gamme entière indépendam- glage au minimum, l’ampérage de court-cir- Le ventilateur est débrayable et se met ment du réglage en face avant. -
Page 21: Fonctions Des Compteurs
4-2. Fonctions des compteurs L’ampèremètre et le voltmètre affichent les valeurs réelles pendant le soudage. Ces valeurs restent affichées pendant trois secondes après soudage. Mode Affichage en marche à vide 80.0 Commande au panneau (TIG) Tension à vide Ampérage préréglé Lift−Arc 2 temps (TIG) -
Page 22: Réglages Du Sélecteur De Mode
4-3. Réglages du sélecteur de mode Le mode EE (électrode enrobée) fourni automatiquement un Hot Start (surintensité à l’amorçage) en cas de besoin. Ceci permit d’éviter le collage de l’électrode au démarrage. Mode Commande de sortie Sélection: Ampérage Amorçage TIG au gratté Soudage: Sélection: Ampérage... -
Page 23: Lift-Arc Tig
4-4. Lift-Arc TIG Avec le sélecteur de procédé dans la position TIG Lift-Arc, amorcer l’arc de la manière suivante: Electrode TIG Pièce Mettre l’électrode de tungstène en contact avec la pièce à l’endroit du démarrage de la soudure, mainte- nir pendant 1 à 2 secondes, lever 1 - 2 “Contact”... -
Page 24: Section 5 − Maintenance & Detection Des Pannes
SECTION 5 − MAINTENANCE & DETECTION DES PANNES 5-1. Maintenance de routine Débrancher l’alimentation Augmenter la fréquence des travaux avant d’effectuer des travaux d’entretien pendant des conditions de d’entretien. service sévères. 3 mois Réparer ou Remplacer des Remplacer un remplacer plaques corps de torche des câbles... -
Page 25: Dépose Du Capot Et Mesure De La Tension Des Condensateurs D'entrée
5-3. Dépose du capot et mesure de la tension des condensateurs d’entrée Couper l’alimentation de soudage et dé- Les condensateurs peuvent conserver brancher l’alimentation. tension DC importante après coupure de l’appareil. Vis de poignée externe Toujours contrôler la tension comme indiqué pour être sûr que les condensateurs d’alimentation sont Pour détacher le couvercle, retirer les déchargés avant de travailler sur l’appareil. -
Page 26: Affichage D'aide Du Voltmètre/Ampèremètre
5-4. Affichage d’aide du voltmètre/ampèremètre Toutes les instructions se réfè- rent à l’avant de l’appareil. Tous les circuits évoqués se trouvent dans l’appareil. Affichage d’aide 1 Indique une défaillance du circuit de puissance primaire. Quand cette in- HE.L P−1 dication est affichée, contacter un agent d’entretien dûment autorisé... -
Page 27: Dépannage
5-5. Dépannage Cause Remède Pas de sortie de soudage, poste Mettre l’interrupteur de déconnexion de ligne sur la position marche (voir Section 3-12). complètement inopérant. Contrôler et remplacer le(s) fusible(s) de ligne, si nécessaire, ou réarmer le coupe-circuit (voir Section 3-12). S’assurer que les connexions d’alimentation sont correctes (voir Section 3-12). -
Page 28: Section 6 − Schema Electrique
SECTION 6 − SCHEMA ELECTRIQUE Figure 6-1. Schéma électrique de la source OM-235 848 Page 24... - Page 29 Mise en garde Ne jamais toucher les pièces électriques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entretien de l’appareil. Ne pas faire fonctionner sans les capots. L’installation, l’utilisation et la maintenance doivent être Danger effectuées par des personnes qualifiées. d’électrocution 239 526-A OM-235 848 Page 25...
-
Page 30: Section 7 − Liste Des Pieces
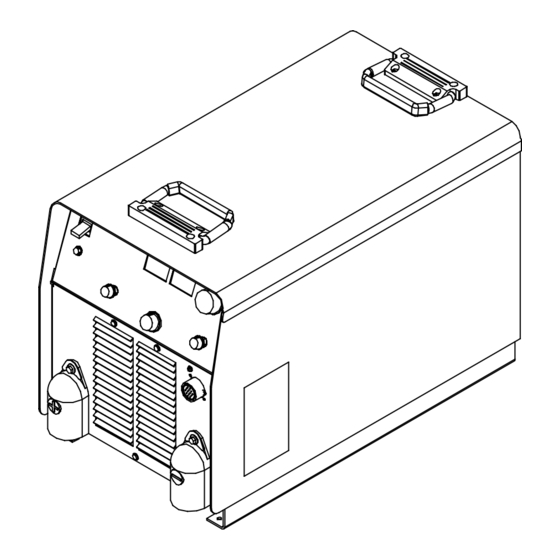
SECTION 7 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 802 261-E Figure 7-1. Ensemble complet OM-203 034 Page 26... - Page 31 Item Dia. Part Mkgs. Description Quantity Figure 7-1. Ensemble complet ....187 234 . . . COVER, top ...........
- Page 32 Item Dia. Part Mkgs. Description Quantity Figure 7-1. Ensemble complet (suite) ....180 732 . . . BOOT, neg output stud ......... .
- Page 33 Notes...
- Page 34 Notes...
- Page 35 Entrée en vigueur le 1 janvier 2008 (Equipement portant le numéro de série précédé de “LJ” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
-
Page 36: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © IMPRIME AUX USA 2008 Miller Electric Mfg. Co. 2008−01...