Miller Millermatic Vintage M-25 Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour Millermatic Vintage M-25:
- Manuel de l'utilisateur (16 pages) ,
- Manuel de l'utilisateur (52 pages) ,
- Manuel de l'utilisateur (52 pages)
Table des Matières
Dépannage

Manuels Connexes pour Miller Millermatic Vintage M-25












Sommaire des Matières pour Miller Millermatic Vintage M-25
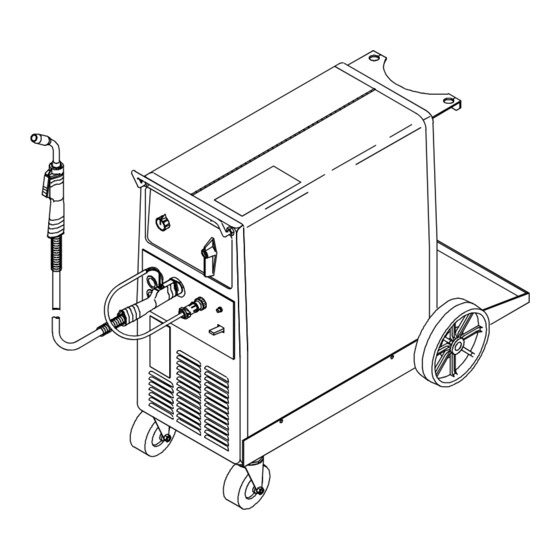
- Page 1 OM-1311/fre 153 490X Septembre 2001 Procédés Soudage Fil Fourré Description Source d’Alimentation pour le Soudage à l’Arc Dévidoir Millermatic Vintage et torche M-25 MANUEL DE L’UTILISATEUR Visitez notre site sur www.MillerWelds.com...
- Page 2 1929 demeure inchangé. Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos produits Miller. Veuillez prendre le temps de lire les précautions de sécurité. Elles vous aident à vous protéger contre des dangers éventuels au travail. Miller vous permet une installation rapide et l’exploitation facile.
-
Page 3: Table Des Matières
Table des matières SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION 1-1. Signification des symboles ........1-2. -
Page 5: Section 1 - Consignes De Securite - Lire Avant Utilisation
SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION som _nd_fre 4/98 1-1. Signification des symboles Signifie Mise en garde ! Soyez vigilant ! Cette procédure présente des risques de danger ! Ceux-ci sont identifiés par des symboles adjacents aux directives. Ce groupe de symboles signifie Mise en garde ! Soyez vigilant ! Il y a des Y Identifie un message de sécurité... - Page 6 LES RAYONS DE L’ARC peuvent pro- LES ACCUMULATIONS DE GAZ ris- voquer des brûlures dans les yeux et quent de provoquer des blessures ou sur la peau. même la mort. Le rayonnement de l’arc du procédé de soudage D Fermer l’alimentation du gaz protecteur en cas de génère des rayons visibles et invisibles intenses non utilisation.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
1-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance Risque D’INCENDIE OU DES ORGANES MOBILES peuvent D’EXPLOSION. provoquer des blessures. D Ne pas placer l’appareil sur, au-dessus ou à proxi- D Rester à l’écart des organes mobiles comme le mité... -
Page 8: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding and Cutting, norme ANSI Z49.1, de l’American Wel- Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, ding Society, 550 N.W. Lejeune Rd, Miami FL 33126 de la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. -
Page 9: Section 2 - Installation
SECTION 2 – INSTALLATION 2-1. Spécifications Courant absorbé à la charge Tension c.c. nominale, 50 ou 60 Hz, Puissance de Plage d’ampérage maximale circuit monophasé soudage nominale soudage nominale c.c. c.c. ouvert 200 V 230 V 460 V 575 V 200 A @ 28 Volts c.c., facteur de marche de 40 –... -
Page 10: Facteur De Marche De La Source De Puissance De Soudage Et Surchauffe
2-3. Facteur de marche de la source de puissance de soudage et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage donné sans surchauffe. Si le poste surchauffe, le(s) ther- mostat(s) s’ouvre(nt), la sortie est coupée et le ventilateur de refroidis- sement se met en marche. -
Page 11: Mise En Place De La Pince De Masse
2-5. Mise en place de la pince de masse Câble de masse Tétine Glisser l’isolant sur le câble de masse. Faire sortir le câble par le panneau avant qui s’ouvre de l’inté- rieur. Borne de sortie négative (–) Raccorder le câble à la borne et couvrir la connexion avec l’isolant. -
Page 12: Mise En Place De La Torche De Soudage
2-7. Mise en place de la torche de soudage Ensemble d’alimentation du fil Bouton de fixation de la torche Extrémité de la torche Desserrer le bouton de fixation. In- troduire l’extrémité de la torche par l’ouverture de manière à venir buter contre l’ensemble d’alimentation du fil. -
Page 13: Régler La Polarité De La Torche
2-9. Régler la polarité de la torche Etiquette de permutation de la polarité (Située à l’intérieur du panneau de la porte latérale) Toujours lire et observer la polarité recommandée par le fabricant. Représenté tel qu’expédié — Régler à la position «courant continu électrode positive»... -
Page 14: Guide De Service Électrique
2-11. Guide de service électrique Tension d’alimentation Ampérage d’entrée en fonction de la puissance nominale Puissance nominale maximale recommandée d’un fusible ou d’un coupe-circuit standard, en ampères. Coupe-circuit , Fusible temporisé Fusible normal Dimension min. du conducteur d’entrée en mm Longueur max. -
Page 15: Enfiler Le Fil De Soudage
2-13. Enfiler le fil de soudage Bobine de fil Fil de soudage Guide-fil d’entrée Bouton de réglage de la pression Galet d’entraînement Guide-fil de sortie Faisceau de la torche Disposer le faisceau de la torche en ligne droite. Outils nécessaires: 102 mm 150 mm Ouvrir le dispositif de pression. -
Page 16: Section 3 - Fonctionnement
SECTION 3 – FONCTIONNEMENT 3-1. Commandes du panneau avant Commandes des postes stan- dard Réglage de la vitesse de fil The scale around the control is per- cent, not wire feed speed. Réglage de tension. Use control and Voltage Range Se- lector (see Section 3-2) to set arc voltage. -
Page 17: Commandes De La Chicane Centrale
3-2. Commandes de la chicane centrale Commutateur d’avance du fil Mettre le commutateur en position basse pour une avance de 2,3 à 17 m/min. Le mettre à la position PRESS TO RESET haute pour une avance de 3,8 à 26 m/min. -
Page 18: Paramètres De Soudage
3-3. Paramètres de soudage *Line voltage can affect weld output, settings on this chart are starting values only. You may need to adjust voltage and wire feed speed to optimize your settings. Input Line Parameter Voltage* Chart Settings Higher Weld Will Be e.g. - Page 19 Ref. 200 062 OM-1311 Page 15...
-
Page 20: Section 4 - Maintenance & Depannage
SECTION 4 – MAINTENANCE & DEPANNAGE 4-1. Maintenance de routine Y Couper l’alimentation Augmenter la fréquence des travaux d’entretien pendant des conditions de avant de procéder à la service sévères. maintenance. 3 Mois Nettoyer et Réparer ou Réparer ou serrer les remplacer un remplacer les bornes de... -
Page 21: Fusible F1 Et F2
4-3. Fusible F1 et F2 Y Couper l’alimentation avant d’ouvrir la porte d’accès du panneau arrière. Fusible F1 (Voir la liste des pièces pour la puissance nominale) F1 protège le bobinage 115 V c.a. du transformateur T1. Si F1 s’ou- vre, tout débit de soudure cesse et le témoin PL1 s’éteint. -
Page 22: Soufflage Ou Remplacement De La Gaine De Torche
4-6. Soufflage ou remplacement de la gaine de torche. Outils nécessaires: Y Débrancher d’abord la torche. 3/8 pouce Tube-contact Enlever la buse, le tube-contact et l’adaptateur. 3/8” Enlever la gaine. Avant de monter la nouvelle gaine, poser le faisceau de la torche en ligne droite. -
Page 23: Remplacement De L'interrupteur Et/Ou Du Tube-Contact
4-7. Remplacement de l’interrupteur et/ou du tube-contact Y Débrancher d’abord la torche. Retirer l’écrou de blocage de la poignée. Faire glisser la poignée. Enlever le boîtier de l’interrupteur. Note: En cas de montage d’un nouvel interrupteur, pousser les connecteurs de fil sur le bornier du nouvel inter- rupteur (la polarité... -
Page 24: Dépannage
4-8. Dépannage Panne Mesures correctives Pas de sortie de soudage; le fil ne se Enfoncer la fiche du cordon d’alimentation dans la prise (voir section 2-12). dévide pas Réarmer le coupe-circuit CB1 (voir la Section 4-2). Remplacer les fusibiles F1 et / ou F2 (voir Section 4-3). Remplacer les fusibles de la ligne d’alimentation du bâtiment ou réarmer le coupe-circuit s’il est ouvert (voir Section 2-12). -
Page 25: Section 5 - Schema Electrique
SECTION 5 – SCHEMA ELECTRIQUE Mise en garde Ne jamais toucher les pièces électriques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entretien de l’appareil. 173 544-E Ne pas faire fonctionner sans les capots. L’installation, l’utilisation et la maintenance doivent être Danger effectuées par des personnes qualifiées. -
Page 26: Section 6 - Liste Des Pieces
SECTION 6 – LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. Figure 6-2 – 2 Figure 6-4 – 7 Figure 6-6 - 20 Figure 6-5 – 19 800 930-D Figure 6-1. Ensemble principal Item Dia. - Page 27 Item Dia. Part Mkgs. Description Quantity Figure 6-1. Ensemble principal ..... . 146 165 PANEL, side LH ..........
- Page 28 28 (Fig. 6–3) La visserie est seulement disponible que si elle figure sur la liste. 800 931-D Figure 6-2. Baffle, Center w/Components OM-1311 Page 24...
- Page 29 Item Dia. Part Mkgs. Description Quantity Figure 6-2. Baffle, Center w/Components (Fig 6-1 Item 2) ... . 058 427 RING, retaining spool ..........
- Page 30 See Table 6-1 Drive Roll & Wire Guide Kits. La visserie est seulement disponible que si elle figure sur la liste. 148 529-J Figure 6-3. Wire Drive And Gears Table 6-1. Drive Roll And Wire Guide Kits IMPORTANT: Base selection of drive rolls upon the following recommended usages: 1.
- Page 31 Item Dia. Part Mkgs. Description Quantity Figure 6-3. Wire Drive And Gears (Fig 6-2 Item 28) ..... . 602 009 SCREW, .250-20 x 1.25 soc hd gr 8 .
- Page 32 La visserie est seulement disponible que si elle figure sur la liste. 802 288 Figure 6-4. Panel, Rear w/Components Item Dia. Part Mkgs. Description Quantity Figure 6-4. Panel, Rear w/Components (Fig 6-1 Item 7) ..... . 116 996 VALVE, 115 VAC 2way .
- Page 33 To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested Replacement Parts. Model and serial number required when ordering parts from your local distributor. La visserie est seulement disponible que si elle figure sur la liste. 802 287 Figure 6-5.
- Page 34 Ref. 800 792-B Figure 6-6. Exploded View Of Gun OM-1311 Page 30...
- Page 35 Item Part Description Quantity Figure 6-6. Exploded View Of Gun (Fig 1 Item 20) ..200 258 NOZZLE, slip type .500 orf flush ......... . . ♦169 724 .
- Page 39 Entrée en vigueur le 1 janvier 2000 (Equipement portant le numéro de série précédé de “LA” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE – En vertu des dispositions et des La garantie limitée True Blue MILLER...
-
Page 40: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2001 Miller Electric Mfg. Co. 1/01...