Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières

Manuels Connexes pour Fronius iWave 300i DC
















Sommaire des Matières pour Fronius iWave 300i DC
- Page 1 / Perfect Charging / Perfect Welding / Solar Energy Instructions de service iWave 300i / 400i / 500i DC iWave 300i / 400i / 500i AC/DC 42,0426,0360,FR 002-16122021 Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
- Page 3 Sommaire Consignes de sécurité Explication des consignes de sécurité Généralités Utilisation conforme à la destination Couplage au réseau Conditions environnementales Obligations de l'exploitant Obligations du personnel Disjoncteur à courant résiduel Protection de l'utilisateur et des personnes Données relatives aux valeurs des émissions sonores Risque lié...
- Page 4 Couplage au réseau Alimentation par générateur Raccordement du câble secteur Généralités Sécurité Câble secteur prescrit Raccordement du câble secteur pour sources de courant nc Raccordement du câble secteur pour sources de courant MV Verrouillage et déverrouillage de la source de courant à l'aide d'un code NFC Généralités Verrouillage et déverrouillage de la source de courant à...
- Page 5 Réglage vitesse d'avance du fil Réglages du gaz TIG Réaliser l'ajustage R/L MIG/MAG Welding Packages, caractéristiques de soudage, modes opératoires de soudage et process Généralités Packs de soudage Caractéristiques de soudage Brève description du soudage MIG/MAG Synergic pulsé Description brève du soudage MIG/MAG Synergic standard Description brève du process PMC Brève description du process LSC Brève description du soudage SynchroPuls...
- Page 6 Paramètres de process pour le pointage Ajuster R/L Électrode enrobée, CEL, gougeage Composants du système Sécurité Composants périphériques Équipement minimum pour le soudage Soudage manuel à l'électrode enrobée Mise en service Préparation Soudage à électrode enrobée Sécurité Soudage manuel à l'électrode enrobée Paramètres de soudage pour le soudage manuel à...
- Page 7 Surveillance fin de fil Surveillance du gaz Surveillance de la force du moteur Préréglages Préréglages Généralités Aperçu Préréglages – affichage Préréglages Affichage Régler la langue Régler les unités / normes Régler la date et l'heure Appeler les données système Afficher les caractéristiques Affichage des paramètres Setup Affichage des paramètres iJob Préréglages –...
- Page 8 Développer les groupes / Réduire les groupes Enregistrer au format XML Mise à jour Mise à jour Recherche mise à jour (Effectuer la mise à jour) Fronius WeldConnect Packs de fonctions Packs de fonctions Welding Packages (Paquets de soudage) Options Télécharger un pack de fonction...
- Page 9 Consommation moyenne de fil-électrode pour le soudage MIG/MAG Caractéristiques techniques Explication du terme facteur de marche Tension spéciale iWave 300i DC iWave 300i DC /nc iWave 300i DC /MV/nc iWave 400i DC iWave 400i DC /nc iWave 400i DC /MV/nc...
-
Page 10: Explication Des Consignes De Sécurité
Consignes de sécurité Explication des DANGER! consignes de sécurité Signale un risque de danger immédiat. ▶ S'il n'est pas évité, il peut entraîner la mort ou des blessures graves. AVERTISSEMENT! Signale une situation potentiellement dangereuse. ▶ Si elle n'est pas évitée, elle peut entraîner la mort ou des blessures graves. ATTENTION! Signale une situation susceptible de provoquer des dommages. -
Page 11: Utilisation Conforme À La Destination
Utilisation Cet appareil est exclusivement destiné aux applications dans le cadre d'un emploi conforme à la conforme aux règles en vigueur. destination L'appareil est exclusivement conçu pour le mode opératoire de soudage indiqué sur la plaque signalétique. Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être tenu pour responsable des dommages consécutifs. -
Page 12: Obligations De L'exploitant
Obligations de L'exploitant s'engage à laisser travailler sur l'appareil uniquement des personnes qui l'exploitant connaissent les dispositions de base relatives à la sécurité du travail et à la préven- tion des accidents et sont formées à la manipulation de l'appareil ont attesté... -
Page 13: Données Relatives Aux Valeurs Des Émissions Sonores
Tenir à distance les autres personnes, en particulier les enfants, pendant le fonctionne- ment de l'appareil et lors du process de soudage. Si des personnes se trouvent malgré tout à proximité : les informer de tous les risques qu'elles encourent (risque de blessure dû aux pro- jections d'étincelles, risque d'éblouissement dû... - Page 14 Éloigner les vapeurs inflammables (par exemple vapeurs de solvants) de la zone de rayonnement de l'arc électrique. Fermer la soupape de la bouteille de gaz de protection ou de l'alimentation principale en gaz si aucun soudage n'est en cours. Risques liés à la Les projections d'étincelles peuvent provoquer des incendies et des explosions.
- Page 15 tiels des deux électrodes peut, dans certaines circonstances, entraîner un danger de mort. Faire contrôler régulièrement le câble secteur de l'appareil par un électricien spécialisé afin de vérifier le bon fonctionnement du conducteur de terre. Les appareils de classe de protection I nécessitent un réseau avec conducteur de terre et un système de prise avec contact de terre pour un fonctionnement correct.
- Page 16 Classification Les appareils de la classe d'émissions A : CEM des appar- ne sont prévus que pour une utilisation dans les zones industrielles eils peuvent entraîner dans d'autres zones des perturbations de rayonnement liées à leur puissance. Les appareils de la classe d'émissions B : répondent aux exigences d'émissions pour les zones habitées et les zones industr- ielles.
-
Page 17: Sources De Risques Particulières
Sources de Tenir les mains, cheveux, vêtements et outils à l'écart des pièces en mouvement, telles risques particu- que : lières les ventilateurs ; les engrenages ; les galets ; les arbres ; les bobines de fil et fils d'apport. Ne pas intervenir manuellement dans les engrenages en rotation de l'entraînement du fil ou dans des pièces d'entraînement en rotation. - Page 18 Si l'appareil est muni d'une sangle ou d'une poignée de transport, celle-ci sert unique- ment au transport à la main. Pour un transport au moyen d'une grue, d'un chariot éléva- teur ou d'autres engins de levage mécaniques, la sangle de transport n'est pas adaptée. Tous les moyens d'accrochage (sangles, boucles, chaînes, etc.) utilisés avec l'appareil ou ses composants doivent être vérifiés régulièrement (par ex.
-
Page 19: Mesures De Sécurité Sur Le Lieu D'installation Et Lors Du Transport
Danger ! Fuites Risque d'étouffement dû à la possibilité de fuites non contrôlées de gaz de protection possibles de gaz Le gaz de protection est incolore et inodore. Une fuite peut entraîner la raréfaction de de protection l'oxygène dans l'air ambiant. Veiller à... - Page 20 Ne jamais mettre les dispositifs de sécurité hors circuit ou hors service. Avant de mettre l'appareil en marche, s'assurer que personne ne peut être mis en dan- ger. Contrôler au moins une fois par semaine l'appareil afin de détecter les dommages vi- sibles à...
-
Page 21: Élimination
électromagnétique (par ex. normes produits corres- pondantes de la série de normes EN 60 974). Fronius International GmbH déclare que l'appareil est conforme à la directive 2014/53/UE. Le texte intégral de la déclaration UE de conformité est disponible à l'adr- esse suivante : http://www.fronius.com... - Page 22 Toute autre utilisation est considérée comme non conforme. Le fabricant ne saurait être tenu responsable des dommages consécutifs. Font également partie de l'emploi conforme : la lecture attentive et le respect de toutes les indications des Instructions de ser- vice ; la lecture attentive et le respect de tous les avertissements de sécurité...
-
Page 23: Informations Générales
Informations générales... -
Page 25: Généralités
Généralités Concept d'appar- Les sources de courant multiprocess iWave 300i / 400i / 500i DC et iWave 300i / 400i / 500i AC/DC sont des sources de courant à onduleur entièrement numérisées et contrôlées par microproces- seur. La conception modulaire ainsi que la pos- sibilité... -
Page 26: Conformités
Conformités Cet appareil correspond aux valeurs limites imposées par la partie 15 des dispositions FCC pour un appareil numérique de classe CEM d'émissions A. Ces valeurs limites ont pour but d'assurer une protection appropriée contre les perturbations nocives lorsque l'appareil est utilisé dans le domaine commercial. Cet appareil produit et utilise de l'éner- gie à... - Page 27 L'avis juridique du paragraphe précédent se réfère aux communications radio exploitées conformément aux dispositions de la loi sur les télécommunications. Les moteurs radio- émetteurs de faible puissance doivent résister aux perturbations issues des communica- tions légales ou des appareils à rayonnement électrique pour les applications industr- ielles, scientifiques et médicales.
- Page 28 Symboles de sécurité sur la plaque signalétique : Le soudage est un travail dangereux. Les conditions de base suivantes doivent être rem- plies : avoir une qualification suffisante pour le soudage ; disposer d'un équipement de protection adapté ; maintenir à distance les personnes non autorisées. N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité...
- Page 29 Options OPT/i TIG Régulateur de débit de gaz OPT/i TIG 4 Switch SpeedNet En option, lorsque plus d'un connecteur SpeedNet supplémentaire est nécessaire. OPT/i TIG Capteur de débit de gaz OPT/i TIG Capteur externe OPT/i TIG PowerConnector 2e connecteur (-) sur la face arrière des sources de courant OPT/i Commutation de gaz OPT/i TIG 2nd SpeedNet Deuxième connecteur SpeedNet...
- Page 30 OPT/i CMT Cycle Step Option pour process de soudage CMT cyclique réglable OPT/i OPC-UA Protocole standardisé d'interfaces de données OPT/i MQTT Protocole standardisé d'interfaces de données OPT/i SpeedNet Repeater Amplificateur de signaux lorsque les faisceaux de liaison ou les liaisons entre la source de courant et le dévidoir mesurent plus de 50 m Torche de gougeage KRIS 13 Porte-électrode avec raccord à...
-
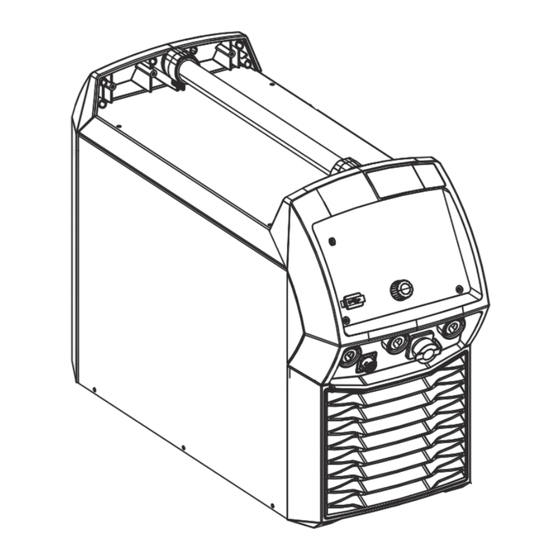
Page 31: Éléments De Commande, Raccords Et Composants Mécaniques
Éléments de commande, raccords et composants mécaniques... -
Page 33: Panneau De Commande
Panneau de commande Généralités REMARQUE! En raison des mises à jour de micrologiciel, il est possible que certaines fonctions non décrites dans les présentes Instructions de service soient disponibles sur votre appareil ou inversement. En outre, certaines illustrations peuvent différer légèrement des éléments de commande disponibles sur votre appareil. - Page 34 Nº Fonction Port USB Pour le raccordement de clés USB (par ex. dongle de service, clé de licence, etc.). IMPORTANT ! Le connecteur USB ne présente pas de séparation galvanique avec le circuit de soudage. Les appareils établissant une connexion électrique avec un autre appareil ne doivent par conséquent pas être raccordés au connec- teur USB ! Molette de réglage pouvant être tournée ou pressée...
- Page 35 Une rotation à droite marque l'élément suivant de la liste. Une rotation à gauche marque l'élément précédent de la liste. Dans une liste verticale, une rotation à droite marque l'élément inférieur et une rota- tion à gauche, l'élément supérieur. Modifier des valeurs : Une rotation à...
- Page 36 Écran Écran Nº Fonction Ligne d'état contient des informations sur : Process de soudage actuellement paramétré Mode de service actuellement paramétré Polarité actuellement paramétrée Procédure d'amorçage actuellement paramétrée Mode calotte Mode pulsé Surcharge de l'électrode Voyant d'état du Bluetooth Utilisateur ayant une session ouverte (avec la gestion active des utilisateurs) le symbole représentant une clé...
- Page 37 Courbe d'intensité de soudage Balance Diamètre de l'électrode Mode calotte Polarité uniquement avec les sources de courant iWave AC/DC uniquement avec les sources de courant iWave AC/DC et lorsque la polarité est paramétrée sur AC. Zone principale La zone principale contient les paramètres de soudage, les EasyJobs, les gra- phiques, les listes ou les éléments de navigation.
- Page 38 Passer en plein écran L'écran s'affiche en mode plein écran : Quitter le mode plein écran :...
-
Page 39: Raccords, Sélecteurs Et Composants Mécaniques
Raccords, sélecteurs et composants mécaniques Connecteurs et composants mécaniques (10) (11) (12) (13) (14) (15) Face avant / face arrière Nº Fonction Connecteur TMC Pour brancher la fiche de commande de la torche de soudage TIG Pour brancher des pédales de commande à distance Pour brancher des commandes à... - Page 40 Connecteur (+) Pour le raccordement du câble de mise à la masse Symboles : iWave DC iWave AC/DC Connecteur SpeedNet Pour le raccordement de Commandes à distance et capteurs externes Dévidoirs (pour des applications automatisées) Symbole : Connecteur pour faisceau de liaison MIG/MAG Interrupteur secteur Pour la mise en service et hors service de la source de courant Fausse prise / Interface robot RI FB Inside /i (en option)
- Page 41 (16) Onduleur AC (uniquement pour les sources de courant iWave AC/DC) (16) iWave 300i - 500i AC/DC...
-
Page 43: Avant Installation Et Mise En Service
Avant installation et mise en service... - Page 45 Avant installation et mise en service Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié.
- Page 46 Couplage au Les appareils sont conçus pour la tension du secteur indiquée sur la plaque si- réseau gnalétique. Les appareils avec une tension nominale de 3 x 575 V peuvent uniquement fonc- tionner sur des réseaux triphasés avec point neutre mis à la terre. Si votre modèle d'appareil ne comprend ni câble secteur, ni fiche secteur, il doit être monté...
-
Page 47: Raccordement Du Câble Secteur
Raccordement du câble secteur Généralités Si aucun câble secteur n'est raccordé, un câble secteur correspondant à la tension du connecteur devra être monté avant la mise en service. Sur la source de courant, un anti-traction universel pour diamètres de câble de 12 à 30 mm (0.47 à... - Page 48 Source de courant Câble secteur Tension du secteur : iWave 400i /nc AC/DC 3 x 400 V H07RN-F 4G4 3 x 460 V H07RN-F 4G4 iWave 400i /MV/nc AC/DC 3 x 200 - 230 V H07RN-F 4G10 3 x 400 - 575 V H07RN-F 4G4 iWave 500i /nc DC 3 x 400 V...
- Page 49 Source de courant Câble secteur Tension du secteur : iWave 500i /MV/nc DC 3 x 200 - 230 V 4 x AWG 4 3 x 400 - 575 V 4 x AWG 8 iWave 500i /nc AC/DC 3 x 400 V 4 x AWG 8 3 x 460 V 4 x AWG 8...
- Page 50 GND - L1 - L2 - L3 ; 4x TX20, 1,5 Nm / 1.11 lb-ft Raccordement du 150 mm câble secteur 5.9 inch pour sources de min. 8 mm courant MV min. 0.3 inch min. 8 mm min. 0.3 inch 170 mm 6.7 inch...
- Page 51 Couper le dispositif anti-traction à la longueur correspondant au diamètre extérieur du câble secteur IMPORTANT ! Lors de l'insertion du câble secteur, veiller à ce que la gaine du câble dépasse d'environ 5 à 10 mm de l'anti-traction dans l'appareil. Desserrer les 4 vis TX20, sans les retirer.
- Page 52 Pousser le câble secteur vers le côté ou- vert afin que la vis de serrage de l'anti-tr- action devienne accessible.
-
Page 54: Verrouillage Et Déverrouillage De La Source De Courant À L'aide D'un Code Nfc
Verrouillage et déverrouillage de la source de cour- ant à l'aide d'un code NFC Généralités Code NFC = carte NFC ou porte-clé NFC La source de courant peut être verrouillée au moyen d'un code NFC, pour éviter par ex. un accès non souhaité ou la modification des paramètres de soudage. Le verrouillage et le déverrouillage se font sans contact sur le panneau de commande de la source de courant. - Page 55 La source de courant est maintenant verrouillée. Seuls les paramètres de soudage peuvent être consultés et paramétrés au moyen de la molette de réglage. Si une fonction verrouillée est appelée, un message de consigne correspondant s'af- fiche. Déverrouiller la source de courant Placer le code NFC devant la zone de lecture du code NFC.
-
Page 59: Composants Du Système
Composants du système Composants périphériques pour les applica- tions manuelles (2b) (2a) Refroidisseur (2a) Source de courant iWave DC (2b) Source de courant iWave AC/DC Câble de mise à la masse Chariot et support pour bouteille de gaz Fixation à pivot Dévidoir à... -
Page 60: Équipement Minimum Pour Le Soudage
Équipement minimum pour le soudage Soudage TIG AC Source de courant iWave AC/DC Câble de mise à la masse Torche de soudage TIG Alimentation en gaz de protection avec robinet détendeur Matériau d'apport en fonction de l'application Soudage TIG DC Source de courant Câble de mise à... -
Page 61: Mise En Service
Mise en service Sécurité AVERTISSEMENT! Risque d'électrocution. Cela peut entraîner des dommages corporels et matériels graves. ▶ Avant d'entamer les travaux, déconnecter tous les appareils et composants concernés et les débrancher du réseau électrique. ▶ S'assurer que tous les appareils et composants concernés ne peuvent pas être re- mis en marche. - Page 62 Monter les com- REMARQUE! posants périphériques Des informations détaillées relatives au montage et au branchement des compo- (aperçu) sants périphériques figurent dans les Instructions de service des composants périphériques correspondants. Sources de courant iWave DC...
- Page 63 Source de courant iWave AC/DC...
- Page 64 Raccorder la bou- AVERTISSEMENT! teille de gaz Risque de dommages corporels et matériels graves en cas de chute de la bouteille de gaz. ▶ Installer les bouteilles de gaz de manière stable sur un sol ferme et plan ! ▶ Sécuriser les bouteilles de gaz contre les chutes : fixer la courroie de sécurité...
- Page 65 Vérifier le joint du robinet détendeur. Visser le robinet détendeur sur la bou- teille de gaz et serrer. En cas d'utilisation d'une torche de soudage TIG avec raccord de gaz de pr- otection intégré : Raccorder le robinet détendeur et le raccord de gaz de protection sur la face arrière de la source de courant au moyen du tuyau de gaz.
- Page 66 IMPORTANT ! Vérifier régulièrement le débit de réfrigérant pendant le soudage. Créer une Placer l'interrupteur secteur sur - O -. connexion de mise à la masse avec la pièce à souder.
-
Page 67: Modes De Service Tig
Modes de service TIG Sécurité AVERTISSEMENT! Danger en cas d'erreur de manipulation. Risque de dommages corporels et matériels graves. ▶ N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc- tions de service. ▶ N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc- tions de service des composants périphérique, et notamment les consignes de sécurité... - Page 68 Phase de courant principal (intensité de soudage) : uniformisation de la température du matériau de base chauffé par la première arrivée de chaleur Courant de descente : abaissement intermédiaire de l'intensité de soudage pour éviter la surchauffe lo- cale du matériau de base Post-débit de gaz Mode 2 temps Souder : tirer et maintenir la gâchette de la torche.
- Page 69 Lors de l'abaissement intermédiaire, l'intensité de soudage est abaissée au courant de descente réglé I-2 pendant la phase de courant principal. Pour activer l'abaissement intermédiaire, pousser et maintenir la gâchette de la torche. Pour reprendre le courant principal, lâcher la gâchette de la torche. Mode spécial L'abaissement intermédiaire au courant de descente réglé...
- Page 70 Mode spécial Dans la variante 2, l'abaissement intermédiaire s'effectue également par le biais des va- 4 temps : leurs de courant de descente rampe 1/2 paramétrées : variante 2 Appuyer sur la gâchette de torche et la maintenir : l'intensité de soudage baisse sur le courant de descente rampe 1 paramétré...
- Page 71 Mode spécial En variante 3, l'abaissement intermédiaire de l'intensité de soudage se fait en appuyant 4 temps : sur la gâchette de torche et en la maintenant enfoncée. Le courant principal I est à nou- variante 3 veau disponible en relâchant la gâchette de torche. En repoussant la gâchette de torche, la fin du soudage se produit immédiatement, sans évanouissement ni courant de cratère final.
- Page 72 Mode spécial Démarrage du soudage et soudage : repousser brièvement la gâchette de torche et 4 temps : relâcher - l'intensité de soudage remonte du courant d'amorçage I au courant prin- variante 4 cipal I au-delà du UpSlope réglé. Abaissement intermédiaire en appuyant sur la gâchette de torche et en maintenant la pression Le courant principal I est à...
- Page 73 Mode spécial La variante 5 permet d'augmenter et de diminuer l’intensité de soudage sans torche Up / 4 temps : Down. variante 5 Plus la gâchette de torche est poussée longtemps pendant le soudage, plus l'inten- sité de soudage augmente (jusqu'à son maximum). Une fois la gâchette de torche relâchée, l'intensité...
- Page 74 Mode spécial Début du soudage avec courant d'amorçage I et UpSlope : tirer et maintenir la 4 temps : gâchette de torche variante 6 Abaissement intermédiaire sur I et passage de I à nouveau au courant principal : appuyer brièvement (< 0,5 s) et relâcher la gâchette de torche Fin du process de soudage : longue pression (>...
- Page 75 Soudage par Soudage : repousser brièvement la gâchette de torche. points La durée de soudage correspond à la valeur indiquée au paramètre Setup Durée de soudage par points. Interruption temporaire du process de soudage : repousser à nouveau la gâchette de torche.
-
Page 76: Soudage Tig
Soudage TIG Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié. ▶... - Page 77 Sélectionner « Process de soudage » Sélectionner « Process » L'aperçu des modes opératoires de soudage disponibles s'affiche : Sélectionner « TIG » Sélectionner « Mode de service » L'aperçu des modes de service s'affiche : Sélectionner le mode de service souhaité Sélectionner «...
- Page 78 Tourner la molette de réglage (ou toucher le symbole du paramètre dans la barre de l'indicateur) : Sélectionner un paramètre Appuyer sur la molette de réglage La valeur du paramètre se colore en bleu et peut maintenant être modifiée Tourner la molette de réglage : modifier la valeur du paramètre Pour des réglages spécifiques à...
- Page 79 Courant principal : Mode 2 temps et soudage par points | Mode 4 temps Plage de réglage : iWave 300i DC, iWave 300i AC/DC : 3 - 300 A iWave 400i DC, iWave 400i AC/DC : 3 - 400 A iWave 500i DC, iWave 500i AC/DC : 3 à...
- Page 80 < 100 % Réduction brève, adaptée de l'intensité de soudage (par exemple en cas de changement du fil d'apport pendant le process de soudage) > 100 % Augmentation brève, adaptée de l'intensité de soudage (par exemple pour souder sur les points de soudage avec une puissance supérieure) Slope1 Slope2 I >...
- Page 81 Balance AC (AC) nur uniquement pour iWave AC/DC Balance = 15 % Balance = 35 % Balance = 50 % Plage de réglage : 15 à 50 % Réglage usine : 35 % 15 : performance de fusion maximum, effet de nettoyage minimum 50 : effet de nettoyage maximum, performance de fusion minimum Influence du mode Balance sur la courbe de courant : I (A)
- Page 82 Mode calotte (AC) uniquement pour iWave AC/DC Plage de réglage : off/on Réglage usine : off La fonction de formation de calottes automatique est désactivée La calotte optimale est formée pendant le démarrage du soudage pour le diamètre d'électrode en tungstène donné. Ensuite, la fonction de formation de calottes automatique est réinitialisée et désactivée.
- Page 83 Polarité (AC) uniquement pour iWave AC/DC Plage de réglage : DC-/AC Réglage usine : DC- Polarité REMARQUE! Sous Préréglages / Affichage / Setup affichage des paramètres, d'autres paramètr- es peuvent être ajoutés aux paramètres de soudage. ▶ Plus de détails à partir de la page 206.
-
Page 84: Amorcer L'arc Électrique
Risque de blessure dû aux effets de la peur liée à la décharge électrique. (amorçage HF) Même si les appareils Fronius répondent à toutes les normes pertinentes, l'amorçage haute fréquence peut, dans certaines circonstances, provoquer une décharge électrique inoffensive mais perceptible. -
Page 85: Amorçage Par Contact
Augmenter l'inclinaison de la torche de soudage et actionner la gâchette de torche suivant le mode de service sélectionné. L'amorçage de l'arc électrique se fait sans contact avec la pièce à usiner. Incliner la torche de soudage en posi- tion normale Réaliser la soudure. - Page 86 Risque de blessure dû aux effets de la peur liée à la décharge électrique. contact haute Même si les appareils Fronius répondent à toutes les normes pertinentes, l'amorçage fréquence haute fréquence peut, dans certaines circonstances, provoquer une décharge électrique (Touch-HF) inoffensive mais perceptible.
-
Page 87: Surcharge De L'électrode
Surcharge de Une surcharge de l'électrode en tungstène peut entraîner un détachement de matière au l'électrode niveau de l'électrode, ceci apportant des impuretés dans le bain de fusion. En cas de surcharge de l'électrode en tungstène, l'affichage « Électrode surchargée » s'affiche dans la ligne d'état du panneau de commande. -
Page 88: Fonctions Spéciales Tig
Fonctions spéciales TIG Fonction Temps La source de courant dispose de la fonction Temps de dépassement d'amorçage. de dépassement d'amorçage Le pré-débit de gaz démarre dès que l'on appuie sur la gâchette de torche. Ensuite, le processus d'amorçage est enclenché. Si aucun arc électrique n'apparaît dans l'intervalle de temps réglé... - Page 89 Fréquence d'impulsion *) (6) Facteur de marche, (7) Évanouissement, (8) Courant final *) (1/F-P = intervalle de temps entre deux impulsions) Fonction de poin- La fonction de pointage est disponible pour le process de soudage TIG DC. tage Dès qu'une durée est réglée pour le paramètre Pointage (4) sous Paramètres de pro- cess / Réglages TIG DC, les modes 2 temps et 4 temps sont réglés sur la fonction de pointage.
- Page 90 Une fois la durée de pointage écoulée, le soudage se poursuit avec une intensité de soudage constante, les paramètres d'impulsions éventuellement réglés sont disponibles.
- Page 91 CycleTIG Pour le process de soudage TIG DC, le mode opératoire de soudage par intervalle Cy- cleTIG est disponible. Le résultat du soudage est donc influencé et contrôlé par différentes combinaisons de paramètres. Les principaux avantages de CycleTIG sont un contrôle facile du bain de fusion, un ap- port d'énergie ciblé...
-
Page 92: Paramètres De Process Tig
Paramètres de process TIG Paramètres de pr- ocess TIG Paramètres de process TIG : Pulsé TIG, AC, Général, Mode d'allumage et de fonctionnement, CycleTIG, Réglage dévidoir, Gaz, Ajustage R/L Paramètres de process pour les composants et la surveillance, voir page 188. Paramètres de pr- Pointage ocess pour Pulsé... - Page 93 Fréquence d'impulsion off / 0,20 à 2 000 Hz (10 000 Hz avec l'option OPT/i Puls Pro) Réglage usine : off IMPORTANT ! Si la fréquence d'impulsion est réglée sur « off », les paramètres Courant de base et Rapport cyclique ne peuvent pas être sélectionnés. La fréquence d'impulsion réglée est également reprise pour le courant de descente.
- Page 94 Rectangulaire : tracé purement rectangulaire ; arc électrique un peu plus bruyant ; modifications rapides du courant Utilisation lors du soudage orbital par exemple Rectangulaire adoucie : tracé rectangulaire à raideur de flanc réduite, pour la réduction du bruit par rapport au tracé...
- Page 95 -70 % Arc électrique concentré, apport d'énergie profond, grande vitesse de soudage. Influence de l'écart d'intensité AC sur la courbe de courant : I (A) t (s) +70% -70% * Réglage usine : 0 (correspond à un décalage de 10 % dans le négatif) Allure de la courbe de demi-onde positive Rectangulaire / Rectangulaire adoucie / Triangle / Sinus Réglage usine : Sinus...
- Page 96 Paramètres généraux du pro- Paramètres début du soudage / fin de soudage cess TIG Temps de courant de démarrage Le temps de courant de démarrage indique la durée de la phase de courant d’amorçage. Le réglage du paramètre Temps de courant de démarrage influence également les var- iantes 1 à...
- Page 97 ATTENTION! Risque de blessure dû aux effets de la peur liée à la décharge électrique. Même si les appareils Fronius répondent à toutes les normes pertinentes, l'amorçage haute fréquence peut, dans certaines circonstances, provoquer une décharge électrique inoffensive mais perceptible.
- Page 98 Amorçage HF différé Durée après laquelle l'amorçage haute fréquence démarre suite au contact entre l'électr- ode en tungstène et la pièce à souder. 0,1 à 5,0 s Réglage usine : 1,0 s Amorçage avec polarité inversée (Reversed Polarity Ignition) (uniquement pour les sources de courant iWave AC/DC) Pour un amorçage optimal lors du soudage TIG DC, la polarité...
- Page 99 Gâchette de torche Démarrage du soudage grâce à la gâchette de torche. on / off Réglage usine : on Le démarrage du soudage est réalisé grâce à la gâchette de torche. Le démarrage du soudage est réalisé par contact de l'électrode en tungstène avec la pièce à...
- Page 100 Déroulement : Soudage À la fin du soudage, lever brièvement la torche de soudage L'arc électrique s'allonge nettement. Baisser la torche de soudage L'arc électrique est nettement réduit La fonction Comfort Stop est déclenchée Maintenir la hauteur de la torche de soudage L'intensité...
- Page 101 1 et la vitesse d'avance 2. Courant principal intensité de soudage I iWave 300i DC, iWave 300i AC/DC : 3 - 300 A iWave 400i DC, iWave 400i AC/DC : 3 - 400 A iWave 500i DC, iWave 500i AC/DC : 3 à 500 A Réglage usine : -...
- Page 102 off / 0,20 à 5 000 Hz, 5 000 - 10 000 Hz Réglage usine : off Démarrage différé du fil Décalage de l'avance du fil d'apport à partir du début de la phase de courant principal off / 0,1 à 9,9 s Réglage usine : 5,0 s Arrêt différé...
- Page 103 Le gaz de protection (gaz 1) est utilisé dans la phase de courant d'amorçage et pen- dant l'UpSlope. Lorsque la phase de courant principal est atteinte, le gaz de travail (gaz 2) est uti- lisé. Pour terminer le process de soudage, le gaz de protection (gaz 1) est utilisé pendant la phase d'évanouissement et la phase de courant final.
- Page 104 Inductance du circuit de soudage L [µH] La pose du faisceau de liaison a des effets importants sur les caractéristiques de sou- dage. Une inductance du circuit de soudage élevée peut apparaître en particulier pen- dant le soudage en mode pulsé ou le sou- dage AC, en fonction de la longueur et de la pose du faisceau de liaison.
- Page 105 MIG/MAG...
-
Page 107: Welding Packages, Caractéristiques De Soudage, Modes Opératoires De Soudage Et Process
Welding Packages, caractéristiques de soudage, modes opératoires de soudage et process Généralités Afin de travailler efficacement les matériaux les plus divers, les sources de courant pro- posent des Packs de soudage, caractéristiques de soudage, modes opératoires de sou- dage et process différents. Packs de sou- Les Packs de soudage suivants sont disponibles : dage... - Page 108 Phase de process de polarité négative avec apport d'énergie réduit et taux de dépôt aug- menté ADV *** Également nécessaire : commutateur électronique pour coupure de courant Diminution maximale du courant par ouverture du circuit électrique dans chaque phase de process souhaitée Uniquement en association avec TPS 400i LSC ADV arc blow Caractéristiques avec propriétés améliorées pour éviter la coupure de l'arc électrique...
- Page 109 Caractéristiques avec apport d'énergie très réduit pour une meilleure capacité à combler les jeux hotspot Caractéristiques avec séquences de démarrage chaud, spécialement pour les soudures en bouchon et les assemblages par pointage MIG/MAG mix ** Également nécessaire : Welding Packages Pulse et PMC Caractéristiques avec un changement de process entre arc pulsé...
- Page 110 Caractéristiques avec un comportement tel qu'une avance intermittente pour des vagues de soudure marquées, spécial aluminium root CMT, LSC, Standard Caractéristiques pour les passes de fond avec arc électrique puissant seam track PMC, Puls Caractéristiques avec signal de recherche de soudure amplifié, spécialement pour l'utili- sation de plusieurs torches de soudage sur une même pièce.
- Page 111 Brève description MIG/MAG Synergic pulsé du soudage MIG/MAG Syner- Le soudage MIG/MAG Synergic pulsé est un process à arc pulsé avec transfert de ma- gic pulsé tière contrôlé. Durant la phase de courant de base, l'apport d'énergie est réduit de sorte que l'arc élec- trique brûle encore de manière stable et que la surface de la pièce à...
- Page 112 Description brève CMT = Cold Metal Transfer du process CMT Le process CMT nécessite une unité d'entraînement CMT spéciale. Le mouvement de fil réversible pour le process CMT fournit un détachement de la goutte avec de meilleures propriétés d'arc court. Avantages du process CMT : apport de chaleur réduit ;...
-
Page 113: Composants Du Système
Composants du système Aperçu (2a) Refroidisseurs Sources de courant iWave DC (2a) Sources de courant iWave AC/DC Accessoires robot Faisceaux de liaison (max. 50 m)* Dévidoirs Câble de mise à la masse Torche de soudage Support pour dévidoir Chariot et supports pour bouteille de gaz Faisceaux de liaison >... -
Page 114: Équipement Minimum Pour Le Soudage
Équipement minimum pour le soudage Généralités Pour pouvoir travailler avec la source de courant, il vous faut un équipement minimum qui varie en fonction du procédé de soudage utilisé. Les procédés de soudage et l’équipement minimum nécessaire pour chaque mode de soudage sont décrits dans la section Raccordement. - Page 115 Soudage CMT Source de courant manuel Welding Packages Standard, Pulse et CMT activés au niveau de la source de cour- Câble de mise à la masse Torche de soudage PullMig CMT avec unité d'entraînement CMT et tampon de fil IMPORTANT ! Pour les applications CMT refroidies par eau, un refroidisseur est re- quis en plus ! OPT/i PushPull Vitesse d'avance du fil...
-
Page 116: Modes De Service Mig/Mag
Modes de service MIG/MAG Généralités AVERTISSEMENT! Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. ▶ N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc- tions de service. ▶ N'utiliser les fonctions décrites qu'après avoir lu et compris l'intégralité des instruc- tions de service des composants périphérique, et notamment les consignes de sécurité... - Page 117 Fin de la correction de la longueur de l'arc électrique Pente 2 : diminution continue de l'intensité de soudage jusqu'à atteindre le courant final Post-débit de gaz Des explications plus détaillées des paramètres se trouvent au chapitre Paramètres de procédé Mode 2 temps Le mode de service «...
- Page 118 Mode spécial 4 temps Le mode de service « Mode spécial 4 temps » se prête particulièrement bien au soudage de pièces en aluminium. La courbe spéciale de l'intensité de soudage tient compte de la conductibilité thermique élevée de l'aluminium. Mode spécial 2 temps Le mode de service «...
- Page 119 Pointage Le mode de service « Pointage » est conçu pour assembler par soudage des tôles qui se chevauchent.
-
Page 120: Soudage Mig/Mag Et Cmt
Soudage MIG/MAG et CMT Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié. - Page 121 Régler le mode Régler le mode opératoire de soudage opératoire de soudage et le mode de service Page suivante : Électrode, CEL, job Sélectionner « Process de soudage » Sélectionner « Process » L'aperçu des process de soudage s'affiche. Selon le type de source de courant ou le pack de soudage installé, différents process de soudage sont disponibles.
- Page 122 Mode 2 temps Mode 4 temps Mode spécial 2 temps Mode spécial 4 temps Soudage par points Sélectionner le mode de service souhaité Sélectionner le matériau d'apport et le gaz de pro- tection Sélectionner « Process de soudage » Sélectionner « Matériau d'apport » Sélectionner «...
- Page 123 Appuyer sur la molette de réglage et appliquer la caractéristique sélectionnée (fond blanc) Sélectionner « Suivant » L'étape de confirmation de l'assistant de matériau d'apport s'affiche : Sélectionner « Enregistrer » / Appuyer sur la molette de réglage Le matériau d'apport configuré et les caractéristiques correspondantes par mode opéra- toire de soudage sont enregistrés.
- Page 124 d'avance du fil, d'épaisseur de tôle, d'intensité de soudage ou de tension de soudage, les autres paramètres sont immédiatement ajustés en conséquence. Pour accéder à l'aperçu des paramètres de soudage, appuyer sur la molette de réglage Pour des réglages spécifiques à l'utilisateur ou à l'application sur l'installation de soudage, régler le cas échéant les Paramètres de process Régler la quantité...
- Page 125 Les valeurs réelles actuelles de l'intensité de soudage, de la tension de soudage et de la vitesse d'avance du fil sont enregistrées à chaque fin de soudage ; l'indication HOLD s'affiche. REMARQUE! Il se peut que les paramètres qui ont été réglés sur un panneau de commande de l'un des composants périphériques (par exemple le dévidoir ou la commande à...
-
Page 126: Paramètres De Soudage Mig/Mag Et Cmt
Paramètres de soudage MIG/MAG et CMT Paramètres de Pour le soudage MIG/MAG Synergic pulsé, le soudage CMT et le soudage PMC, les soudage pour le paramètres suivants peuvent être réglés et affichés sous le bouton « Soudage » : soudage MIG/MAG Syner- Courant gic pulsé, le sou-... - Page 127 Paramètres de Pour le soudage MIG/MAG Synergic standard et le soudage LSC, les paramètres de soudage pour le soudage suivants peuvent être réglés et affichés sous le point de menu « Soudage » : soudage Courant MIG/MAG Syner- gic standard et le Plage de réglage : selon le mode opératoire de soudage et le programme de soudage soudage LSC sélectionnés...
-
Page 128: Soudage Mig/Mag Manuel Standard
Paramètres de Pour le soudage MIG/MAG manuel standard, les paramètres de soudage suivants soudage pour le peuvent être réglés et affichés au point de menu Soudage : soudage MIG/MAG manuel Tension standard Plage de réglage : selon le mode opératoire de soudage et le programme de soudage sélectionnés Une valeur indicative calculée à... -
Page 129: Soudage Par Points
Soudage par points Soudage par points Sélectionner « Process de soudage » Sélectionner « Process » Sélectionner le process de soudage souhaité Sélectionner « Mode de service » Sélectionner « Soudage par points » Sélectionner « Paramètres de process »... - Page 130 * S'affiche uniquement lorsque l'option OPT/i CMT Cycle Step est disponible sur la source de courant. En mode de fonctionnement TWIN, le bouton Régulation process TWIN s'affiche après le bouton Mix de process. Dans ce cas, le bouton Soudage par points est sur la page suivante. Sélectionner «...
- Page 131 ATTENTION! Risque de dommages corporels et matériels par décharge électrique et si le fil- électrode sort. En appuyant sur la gâchette de torche : ▶ se tenir éloigné de la torche de soudage et ne pas approcher le visage ▶ utiliser des lunettes de protection adaptées ▶...
-
Page 132: Paramètres De Process Mig/Mag
Paramètres de process MIG/MAG Paramètres de pr- ocess MIG/MAG Paramètres de process MIG/MAG : début du soudage / fin du soudage, Setup Gaz, Régulation du process, SynchroPuls, Mix de process, CMT Cycle Step, Soudage par points, ajustage R/L Paramètres de process pour les composants et la surveillance, voir page 188. Paramètres de pr- Pour le début et la fin du soudage, les paramètres de procédé... - Page 133 Rampe 1 pour définir la durée pendant laquelle le courant de démarrage diminue ou augmente jusqu'à atteindre l'intensité de soudage 0,0 à 9,9 s Réglage usine : 1,0 s Rampe 2 pour définir la durée pendant laquelle l'intensité de soudage diminue ou augmente jus- qu'à...
- Page 134 / 0,90 à 20,00 Réglage usine : auto (pour des gaz standard de la banque de données de soudage Fronius, le facteur de corr- ection est automatiquement réglé) En mode de service Job, les valeurs des paramètres indiqués ci-dessus peuvent être...
-
Page 135: Stabilisateur De Pénétration
Paramètres de pr- Pour la régulation du processus, les paramètres de procédé suivants peuvent être réglés océdé pour la et affichés : régulation du pr- Stabilisateur de pénétration ocessus Stabilisateur de longueur d'arc Combinaison du stabilisateur de pénétration et du stabilisateur de longueur d'arc Stabilisateur de Le stabilisateur de pénétration permet le réglage de la modification max. - Page 136 I [A] [m/min] t [s] < s Stabilisateur de pénétration = n m/min (activé) La programmation d'une valeur pour le stabilisateur de pénétration entraîne en cas de modification du Stickout (s ==> s ) une longueur d'arc constante sans modification im- portante du courant.
- Page 137 0,0 à 5,0 (incidence du stabilisateur) Réglage usine : 0,0 Le stabilisateur de longueur d'arc est désactivé. 0,1 à 5,0 Le stabilisateur de longueur d'arc est activé. La longueur de l'arc est réduite jusqu'à l'apparition de courts-circuits. Exemples d'utilisation Stabilisateur de longueur d'arc = 0/0,5/2,0 Stabilisateur de longueur d'arc = 0 Stabilisateur de longueur d'arc = 0,5 Stabilisateur de longueur d'arc = 2...
- Page 138 Stabilisateur de longueur d'arc non ac- tivé Le changement de type de soudure ou de position de soudage peut avoir une in- fluence négative sur le résultat de sou- dage. Stabilisateur de longueur d'arc activé Puisque le nombre et la durée des courts- circuits peuvent être régulés, les pro- priétés de l'arc électrique restent les mêmes en cas de changement de type de...
- Page 139 Combinaison du Exemple : modification du Stickout stabilisateur de pénétration et du Stabilisateur de longueur d'arc sans stabilisateur de pénétration stabilisateur de longueur d'arc Les avantages d'un arc électrique court sont conservés même en cas de modifica- tion du Stickout, puisque les propriétés de court-circuit restent inchangées.
- Page 140 Paramètres de pr- Pour le soudage SynchroPuls, les paramètres de process suivants peuvent être réglés : ocess pour Syn- chroPuls (1) Synchropuls pour activer/désactiver SynchroPuls off / on Réglage usine : on (2) Vitesse d'avance du fil pour régler la vitesse moyenne d'avance du fil et, donc, la puissance de soudage en mode SynchroPuls Par ex.
- Page 141 - ... arc électrique court 0 ... hauteur d'arc non corrigée + ... arc électrique plus long [m/min] 1 / F 25 % 75 % t [s] Exemple SynchroPuls, rapport cyclique (élevé) = 25 %...
- Page 142 Paramètres de pr- Pour les mix de process, les paramètres de process suivants peuvent être réglés sous ocess pour Mix Mix de process : de process Dévidoir v vitesse d'avance du fil 1,0 à 25,0 m/min / 40 à 985 ipm La valeur de vitesse d'avance du fil est appliquée ou peut être définie et modifiée dans les paramètres de Mix de process.
- Page 143 -10,0 à +10,0 Réglage usine : 0 Une augmentation de la correction inférieure de puissance entraîne une vitesse d'avance du fil plus élevée et ainsi un gain d'énergie plus élevé dans la phase de pro- cess LSC ou CMT froide. * Représentation des paramètres sur les graphiques suivants...
- Page 144 PMC mix I [A] [m/min] t [ms] Mix de process entre process de soudage PMC et LSC. Une phase de process PMC chaude est cycliquement suivie d'une phase de process LSC froide. PMC mix drive I [A] [m/min] t [ms] Mix de process entre PMC et un mouvement du fil inversé...
- Page 145 Paramètres de pr- CMT Cycle Step ocess pour CMT pour activer/désactiver la fonction CMT Cycle Step Cycle Step on/off Vitesse d'avance du fil La vitesse d'avance du fil définit le taux de dépôt pendant la phase de process de sou- dage et ainsi, la taille de point de soudure.
- Page 146 Conditions pour l'ajustage R/L : L'installation de soudage doit être entièrement montée : un circuit de soudage fermé avec torche de soudage et faisceau de liaison de torche de soudage, dévidoirs, câble de mise à la masse, faisceaux de liaison. Réaliser l'ajustage R/L Paramètres de process / Général MIG/MAG / Sélection de l'ajustage R/L Les valeurs actuelles de l'inductance du circuit de soudage et de la résistance du circuit...
-
Page 147: Électrode Enrobée, Cel, Gougeage
Électrode enrobée, CEL, gougeage... - Page 149 Composants du système Sécurité AVERTISSEMENT! Risque d'électrocution. Cela peut entraîner des dommages corporels et matériels graves. ▶ Avant d'entamer les travaux, déconnecter tous les appareils et composants concernés et les débrancher du réseau électrique. ▶ S'assurer que tous les appareils et composants concernés ne peuvent pas être re- mis en marche.
- Page 150 Équipement minimum pour le soudage Soudage manuel Source de courant à l'électrode enr- Câble de mise à la masse obée Porte-électrode avec câble de soudage Électrodes enrobées...
-
Page 151: Préparation
Mise en service Préparation IMPORTANT ! Pour le soudage manuel à l'électrode enrobée, un câble de mise à la masse avec PowerConnector est nécessaire. Pour d'autres câbles de mise à la masse, l'option 2e connecteur Plus OPT/i TPS doit être intégrée à la source de courant. Basculer l'interrupteur d'alimentation en position - O -. -
Page 152: Soudage À Électrode Enrobée
Soudage à électrode enrobée Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié. - Page 153 Sélectionner « Process de soudage » L'aperçu des process de soudage s'affiche. Selon le type de source de courant ou le pack de soudage installé, différents process de soudage sont disponibles. Sélectionner la méthode de soudage : électrode ou CEL La tension de soudage est activée sur la prise de soudage avec un temps de retard de 3 s.
- Page 154 Tourner la molette de réglage et sélectionner le paramètre de soudage souhaité Appuyer sur la molette de réglage pour modifier le paramètre Tourner la molette de réglage et modifier le paramètre. Pour des réglages spécifiques à l'utilisateur ou à l'application sur l'installation de soudage, régler le cas échéant les Paramètres de process Commencer à...
- Page 155 Réglage usine : 150 % dage CEL Courant principal Plage de réglage : iWave 300i DC, iWave 300i AC/DC : 3 - 300 A iWave 400i DC, iWave 400i AC/DC : 3 - 400 A iWave 500i DC, iWave 500i AC/DC : 3 à...
- Page 156 Polarité Plage de réglage : DC- / DC+ / AC Réglage usine : DC-...
- Page 157 Fonctions HotStart, Soft-Start, Anti-Stick Courant de Avantages démarrage Amélioration des caractéristiques d'amorçage, même pour les électrodes dont les > 100 % (Hot- caractéristiques laissent à désirer Start) Meilleure fusion du matériau de base durant la phase de démarrage, donc moins de points froids Prévention des inclusions de scories dans une large mesure Temps de courant de démarrage...
-
Page 158: Fonction Anti-Stick
Fonction Anti- Quand l'arc électrique devient plus court, la tension de soudage peut s'abaisser au point Stick que l'électrode enrobée peut rester collée. En outre, l'électrode enrobée peut cuire à bloc. Une fois activée, la fonction Anti-Stick empêche l'électrode enrobée de cuire à bloc. La source de courant met l'intensité... -
Page 159: Paramètres De Process Électrode Enrobée / Cel
Paramètres de process électrode enrobée / CEL Paramètres de pr- ocess électrode enrobée / CEL Paramètres de process électrode enrobée / CEL : Électrode, CEL Paramètres de process pour les composants et la surveillance, voir page 188. Paramètres de pr- Temps de courant de démarrage ocess pour l'élec- HotStart... - Page 160 Droite de travail pour électrode con - 20 A / V U (V) enrobée Droite de travail pour électrode enrobée en cas de hauteur d'arc augmentée Droite de travail pour électrode enrobée en cas de hauteur d'arc réduite Caractéristique avec le paramètre «...
- Page 161 Droite de travail pour électrode U (V) enrobée Droite de travail pour électrode enrobée en cas de hauteur d'arc augmentée Droite de travail pour électrode enrobée en cas de hauteur d'arc réduite Caractéristique avec le paramètre « Constante I » sélectionné (inten- sité...
- Page 162 Une fois activée, la fonction Anti-Stick empêche l'électrode enrobée de cuire à bloc. La source de courant met l'intensité de soudage hors service dès que l'électrode enrobée commence à coller. Le soudage peut continuer sans problème dès que l'électrode enr- obée a été...
- Page 163 Tension de rupture Limitation de la tension de soudage 20 à 90 V Réglage usine : 20 V En principe, la hauteur d'arc électrique dépend de la tension de soudage. Pour mettre fin au soudage, il est habituellement nécessaire de relever nettement l'électrode enrobée. Ce paramètre limite la tension de soudage à...
- Page 164 Gougeage (iWave 500 DC et iWave 500 AC/DC) Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié.
- Page 165 Gougeage ATTENTION! Risque de dommages corporels et matériels par décharge électrique. Dès que l'interrupteur secteur est placé sur - I -, l'électrode dans la torche de gougeage est conductrice de courant. ▶ Veiller à ce que l'électrode n'entre en contact ni avec des personnes, ni avec des pièces conductrices ou des éléments mis à...
- Page 166 Les paramètres de gougeage correspondent aux paramètres de soudage manuel à l'électrode enrobée, voir page 155.
-
Page 167: Mode De Service Job
Mode de service Job... -
Page 169: Mode Easyjob
Mode EasyJob Généralités Lorsque le mode EasyJob est activé, 5 boutons supplémentaires apparaissent sur l'écr- an, ce qui permet une sauvegarde rapide de max. 5 points de travail. Les paramètres actuels pertinents pour le soudage sont alors sauvegardés. Activer le mode EasyJob Sélectionner «... -
Page 170: Supprimer Des Points De Travail Easyjob
Pour sauvegarder les paramètres de soudage actuels, effleurer un des bou- tons EasyJob pendant env. 3 se- condes. ~ 3 sec. Le bouton change dans un premier temps de taille et de couleur. Après environ 3 se- condes, le bouton change à nouveau de couleur. - Page 171 Mode de service Job Généralités Il est possible de mémoriser et de reproduire jusqu'à 1 000 jobs sur la source de courant. Il n'est plus nécessaire de documenter manuellement les paramètres de soudage. Le mode de service Job améliore ainsi la qualité des applications automatisées et ma- nuelles.
- Page 172 Saisir un nom de job Sélectionner « OK » et confirmer le nom de job / Appuyer sur la molette de réglage Le nom est appliqué, la confirmation de l'enregistrement du job s'affiche. Pour quitter la fenêtre, sélectionner « Terminer » / Appuyer sur la molette de réglage Job soudage - REMARQUE! appeler des jobs...
-
Page 173: Optimiser Les Jobs
Optimiser les jobs Sélectionner « Paramètres de process » Sélectionner « Job » Sélectionner « Optimiser les jobs » L'aperçu du dernier job optimisé s'affiche. Tourner la molette de réglage et sélectionner soit le job soit les paramètres du job à modifier La sélection entre le job et les paramètres du job peut aussi se faire en effleurant le bouton «... - Page 174 Renommer job Sélectionner « Enregistrement job » (fonctionne aussi en mode Job) La liste des jobs s'affiche. Tourner la molette de réglage et sélectionner le job à renommer Sélectionner « Nommer Job » Le clavier s'affiche. Modifier le nom du job à l'aide du clavier Sélectionner «...
- Page 175 Supprimer un job Sélectionner « Enregistrement job » (fonctionne aussi en mode Job) La liste des jobs s'affiche. Tourner la molette de réglage et sélectionner le job à supprimer Sélectionner « Supprimer job » La question de sécurité pour confirmer la suppression du job s'affiche. Sélectionner «...
- Page 176 Charger un job La fonction de chargement de job permet de charger les données d'un job enregistré ou de charger des EasyJobs dans la zone Soudage. Les données correspondantes du job sont affichées dans les paramètres de soudage et peuvent être soudées, modifiées ou enregistrées comme nouveau job ou EasyJob.
-
Page 177: Paramètres Du Procédé Job
Paramètres du procédé Job Paramètres de pr- ocess Job TIG/MMA GMAW Paramètres de process pour les composants et la surveillance, voir page 188. Paramètres de pr- Pour optimiser les jobs, les Paramètres de process suivants peuvent être réglés : ocess pour Opti- miser les jobs Paramètres de soudage Courant d'amorçage... - Page 178 Réglages des process de soudage Polarité voir page [DC- / AC] Mode Torche de soudage TIG voir page [2 temps, 4 temps, Soudage par points] Réglages Pulsé TIG Pointage voir page Fréquence d'impulsion voir page [Hz] Courant de base voir page [% du courant principal] Rapport cyclique voir page...
- Page 179 Vitesse d'insertion du fil voir page [m/min] Paramètres d'amorçage et de mode de service Amorçage HF voir page [on / off / touch HF / externe] Amorçage HF différé voir page Amorçage avec polarité inversée (Rever- voir page sed Polarity Ignition) [off / on] Surveillance d'arc électrique Dépassement du temps d'amorçage...
- Page 180 Courant de descente rampe 2 voir page Durée de soudage par points voir page Pré-débit de gaz voir page Post-débit de gaz voir page Seuils de correction job TIG limite supérieure du débit principal 0 à 50 % Réglage usine : 0 % limite inférieure du débit principal -50 à...
- Page 181 Valeur de consigne de la vitesse d'avance voir page du fil [m/min] Limite de vitesse d'avance du fil inférieure -10,0 à 0,0 m/min [m/min] Réglage usine : -1,0 m/min Limite de vitesse d'avance du fil 0,0 à 10,0 m/min supérieure Réglage usine : 1,0 m/min [m/min] Durée maximale de l'écart d'avance du fil...
- Page 182 Sélectionner « Paramètres de process » Sélectionner « Job » Sélectionner « Correction des limites »...
- Page 183 L'aperçu des corrections de limites du dernier job appelé s'affiche. Tourner la molette de réglage et sélectionner soit le job soit les seuils du job à modi- fier La sélection entre le job et les seuils du job peut aussi se faire en effleurant le bou- ton «...
- Page 184 Préréglage pour Le préréglage pour « Enregistrement job » permet de définir des valeurs par défaut qui « Enregistrement sont appliquées pour chaque nouveau job. job » Sélectionner « Paramètres de process » Sélectionner « Job » Sélectionner « Préréglage pour « Enregistrement job » » Confirmer les informations affichées Les préréglages pour l'enregistrement d'un nouveau job s'affichent.
-
Page 185: Paramètres De Procédé
Paramètres de procédé... - Page 187 Aperçu Aperçu Paramètres de process / Général TIG/MMA/CEL ... voir page Paramètres de process / Général MIG/MAG ... voir page Paramètres de process / Composants et surveillance ... voir page Paramètres de process / Job ... voir page...
-
Page 188: Paramètre Du Procédé Composants Et Surveillance
Paramètre du procédé Composants et surveillance Paramètres de pr- ocess Compo- sants et surveil- lance Paramètres de process Composants et surveillance : Composants, Vider/remplir le faisceau de liaison de torche de soudage, Ajustement du système, Surveillance de la coupure de l'arc électrique, Fil collé au tube contact, Fil collé à la pièce à souder, Cou- plage du circuit de soudage, Surveillance de l'extrémité... - Page 189 Lors du remplissage du faisceau de liaison de torche de soudage, la pompe à réfrigérant fonctionne pendant 10 secondes dès que le débit est supérieur à 0,7 l/min. À la fin du soudage, le refroidisseur fonctionne encore pendant 15 secondes. Dès que la température de retour du réfrigérant est inférieure à...
- Page 190 Paramètres du robot Sensibilité Touchsensing pour régler la sensibilité de détection par contact pour diverses surfaces de composants et en cas de perturbations extérieures (Touchsensing = détection de la position de la soudure au moyen d'une tension appli- quée aux capteurs en cas de soudage automatisé) La fonction de détection par contact est activée avec la buse de gaz ou le fil-électrode.
- Page 192 Vider/remplir le Conditions préalables au remplissage/vidage du faisceau de liaison de torche de sou- faisceau de liai- dage : son de torche de L'option OPT/i Torch Deflate doit être présente sur le refroidisseur soudage Mode de service du refroidisseur = eco ou auto La source de courant ne doit pas se trouver en mode soudage Le faisceau de liaison de la torche de soudage ne doit pas être rempli Le col de cygne doit être monté...
-
Page 193: Ajustement Du Système
Remplir le faisceau de liaison de torche de soudage Appuyer sur la touche Contrôle gaz et suivre les instructions affichées Appuyer sur la touche LED de la torche de soudage et la maintenir en- foncé Maintenir la touche Down (-) appuyée pendant 2 secondes. -
Page 194: Surveillance Des 1 Coupures De L'arc Électrique
Pour appeler les étapes suivantes de l'assistant d'ajustement du système, sélection- ner « Suivant »/appuyer sur la molette de réglage Une fois l'ajustement du système terminé, une confirmation correspondante s'affiche. Pour quitter l'assistant d'ajustement du système, sélectionner « Terminer » / appuyer sur la molette de réglage Surveillance des Sélectionner Paramètres de process / Composants et surveillance / Surveillance de... - Page 195 Tourner la molette de réglage et modifier la valeur du paramètre (fond bleu) Fil collé au tube contact = ignorieren : La détection du fil collé au tube contact est désactivée. Fil collé au tube contact = Fehler (activé) : Le process de soudage est interrompu en cas de fil collé...
- Page 196 Réaction en fin de fil pour OPT/i WF R WE ring sensor 4,100,878,CK Réaction en fin de fil pour OPT/i WF R WE drum 4,100,879,CK Réaction en fin de fil pour OPT/i WF R wire end 4,100,869,CK Appuyer sur la molette de réglage (fond bleu) Tourner la molette de réglage et modifier la valeur du paramètre (fond bleu) Réaction = erreur : Erreur en fin de fil, le process de soudage est immédiatement interrompu.
- Page 197 Sous le réglage « auto », tous les gaz standard de la banque de données de soudage Fronius sont pris en compte. ▶ Il est recommandé d'effectuer un réglage manuel du facteur de gaz uniquement pour les gaz spécifiques ou après consultation.
- Page 198 Appuyer sur la molette de réglage (fond bleu) Tourner la molette de réglage et modifier la valeur du paramètre (fond bleu) Sélectionner « OK » pour terminer les réglages...
-
Page 199: Préréglages
Préréglages... - Page 201 Préréglages Généralités REMARQUE! En raison des mises à jour de micrologiciel, il est possible que certaines fonctions non décrites dans les présentes instructions de service soient disponibles sur votre appareil ou inversement. En outre, certaines illustrations peuvent différer légèrement des éléments de commande disponibles sur votre appareil.
-
Page 202: Préréglages - Affichage
Préréglages – affichage Préréglages Affi- chage Régler la langue Sélectionner Préréglages / Affichage / Langues Tourner la molette de réglage et sélectionner la langue souhaitée Sélectionner « OK » / Appuyer sur la molette de réglage Régler les Sélectionner Préréglages / Affichage / Unités / Normes unités / normes Sélectionner l'unité... - Page 203 Tourner la molette de réglage et sélectionner « Heure et date automatiques » Saisir l'adresse du serveur de temps local Celle-ci est fournie par l'administrateur informatique ou par Internet (par ex. : pool.ntb.org). Saisir le fuseau horaire Celui-ci doit correspondre au site de la source de courant. Sélectionner le test de serveur de temps, pour démarrer la synchronisation de la date et de l'heure La date et l'heure de la source de courant sont synchronisées avec la date et l'heure du...
- Page 204 Énergie d'arc électrique en kJ En raison du taux d'échantillonnage élevé de la mesure lors de pro- cess de soudage non continu, IE fournit la somme correcte d'énergie d'arc électrique. L'énergie d'arc électrique est la puissance d'arc électrique cumulée sur le temps de soudage total.
- Page 205 Débit actuel en l/min sur le refroidisseur (avec l'option OPT/i CU capteur de température et de débit) Message d'erreur si débit < 0,7 l/min Débit de gaz de protection actuel (si l'option OPT/i Régulateur de débit de gaz est disponible) Consommation de gaz de protection totale (si l'option OPT/i Régulateur de débit de gaz est disponible) Température de réfrigérant actuelle en °C sur le refroidisseur...
- Page 206 Affichage des Cette fonction permet d'afficher des paramètres ou réglages supplémentaires pour les paramètres Setup paramètres de soudage TIG. Paramètres de soudage : Balance AC, Diamètre de l'électrode Paramètres de process de soudage : Mode Calotte, Polarité, Mode Torche de soudage TIG Réglages des impulsions TIG : Pointage, Fréquence d'impulsion, Courant de base, Rapport cyclique, Allure de la courbe des impulsions, Allure de la courbe du courant de base...
- Page 207 Affichage des Cette fonction permet d'afficher des paramètres ou réglages supplémentaires pour les paramètres iJob jobs. Paramètres de soudage : Courant d'amorçage, UpSlope, Courant descendant, Évanouissement, Courant fi- nal, Balance AC, Diamètre de l'électrode Paramètres de process de soudage : Mode calotte, Polarité...
-
Page 208: Préréglages - Système
Préréglages – système Préréglages système Consultation des Sélectionner Préréglages / Système / Informations informations sur l'appareil Les informations sur les appareils sont affichées : Numéro de série, version de l'image, version du logiciel, adresse IP Sélectionner « OK » pour quitter les Informations sur les appareils Restaurer les par- Sélectionner Préréglages / Système / Restaurer les paramètres d'usine amètres usine... - Page 209 Les valeurs de paramètres de process et de préréglage machine sont réinitialisées pour correspondre aux paramètres d'usine. L'aperçu Système des préréglages s'affiche. Restaurer le mot Sélectionner Préréglages / Système / Mot de passe site Web de passe du site Internet La question de sécurité...
- Page 210 Au démarrage du soudage, le job portant le numéro le plus bas est automatique- ment sélectionné au sein du groupe de jobs. Une brève pression sur la gâchette de torche (< 0,5 seconde) permet de passer au job portant le numéro suivant au sein d'un groupe de jobs. Pour mettre fin au soudage, actionner la gâchette de torche pendant plus de 0,5 se- conde.
- Page 211 Le changement peut s'effectuer lors d'une marche à vide ou d'un soudage. Setup de la torche de soudage TIG Activer / désactiver le mode calotte via la gâchette de torche Gâchette de torche I2 - mode calotte = on : Il est possible d'activer le mode calotte en appuyant longuement sur la gâchette de torche Gâchette de torche I2 - mode calotte = off :...
-
Page 212: Configuration Bluetooth
Sélectionner Activer WLAN Lorsque le WLAN est activé, une coche apparaît sur le bouton, les boutons « Ajouter réseau » et « Supprimer réseau » sont actifs. Ajouter un réseau Sélectionner Ajouter un réseau Les réseaux WLAN disponibles s'affichent. Tourner la molette de réglage et sélectionner le réseau WLAN souhaité Appuyer sur la molette de réglage ou sélectionner Ajouter Saisir les données : Activer DHCP... - Page 213 Si pendant le process de soudage, la connexion de commandes à distance par câble ou par Bluetooth à la source de courant est interrompue, le process de soudage prend fin. Effectuer la configuration Bluetooth Sélectionner Préréglages / Système / Configuration réseau Sélectionner Réglages Bluetooth La configuration Bluetooth s'affiche.
- Page 214 Configuration Sélectionner Préréglages / Système / Configuration de la source de courant source de cour- La configuration de la source de courant s'affiche. Tourner la molette de réglage et sélectionner un point de configuration Appuyer sur la molette de réglage Le clavier s'affiche.
- Page 215 Sélectionner Setup TWIN Régler le paramètre sur 2, sélectionner Suivant Activer la source de courant 1 Appliquer l'autocollant 1 sur la source de courant 1 de sorte qu'il soit bien visible Pour la source de courant 1, sélectionnez Préférences / Système / Page suivante Sélectionner Setup TWIN Contrôler si le paramètre est réglé...
-
Page 216: Préréglages - Documentation
Préréglages – documentation Préréglages do- cumentation Régler le taux Sélectionner Préréglages / Documentation / Paramètres de base d'échantillonnage Appuyer sur la molette de réglage Tourner la molette de réglage et modifier la valeur de l'intervalle de documentation : L'intervalle de documentation est désactivé, seules des valeurs moyennes sont enr- egistrées. - Page 217 Numéro du soudage Date (jjmmaa) Heure (hhmmss) Durée du soudage en s Intensité de soudage en A (valeur moyenne) Tension de soudage en V (valeur moyenne) Vitesse d'avance du fil en m/min Énergie d'arc électrique en kJ (pour plus de détails, voir page 203) Nº...
-
Page 218: Préréglages - Administration
Préréglages - Administration Préréglages - Ad- ministration... -
Page 219: Gestion Des Utilisateurs
Gestion des utilisateurs Généralités Une telle gestion des utilisateurs est utile lorsque plusieurs utilisateurs travaillent avec une seule et même source de courant. La gestion des utilisateurs se fait au moyen de différents rôles et de codes NFC. Divers rôles sont affectés aux utilisateurs en fonction de leur niveau de formation ou de leurs qualifications respectives. - Page 220 ne peut pas être supprimé ou renommé, peut être modifié, afin de donner accès à différentes fonctions si besoin. Aucun code NFC ne peut être affecté au rôle « locked ». Si aucun code NFC n'a été attribué à l'utilisateur prédéfini « admin », chaque code NFC fonctionne pour verrouiller et déverrouiller la source de courant (aucune gestion des utili- sateurs, voir également section «...
-
Page 221: Créer L'administrateur Et Les Rôles
NFC. et d'utilisateurs Fronius recommande de mettre en place un ou deux codes administrateur. Dans le pire des cas, une source de courant ne peut plus être utilisée sans les droits d'administrateur. Procédure REMARQUE! En fonction des réglages, la perte d'un code NFC Administrateur peut aller jusqu'à... - Page 222 Créer un code REMARQUE! Administrateur Si un code NFC a été attribué à l'utilisateur prédéfini « Admin » sous Préréglages / Administration / Gestion des utilisateurs / Administrateur, la gestion des utilisa- teurs est activée. Sélectionner Préréglages / Administration / Gestion des utilisateurs La gestion des utilisateurs s'affiche, Administrateur est sélectionné.
- Page 223 Symboles : ... masqué ... lecture seule ... lecture et écriture Déterminer les fonctions que l'utilisateur peut exécuter dans ce rôle Sélectionner les fonctions en tournant la molette de réglage Appuyer sur la molette de réglage Sélectionner les réglages de la liste Appuyer sur la molette de réglage Sélectionner OK Copier les rôles...
-
Page 224: Créer Les Utilisateurs
Créer les utilisateurs Créer les utilisa- REMARQUE! teurs Pour des raisons de protection des données, utiliser uniquement des numéros d'identité personnels et aucun nom complet lors de la création d'utilisateurs. Sélectionner Préréglages / Administration / Gestion des utilisateurs La gestion des utilisateurs s'affiche. Sélectionner «... - Page 225 Sélectionner Nouveau Saisir le nom du nouvel utilisateur à l'aide du clavier Sélectionner OK Déterminer d'autres données d'utilisateur Attribuer un nouveau code NFC Sélectionner OK...
-
Page 226: Modifier Les Utilisateurs/Les Rôles, Désactiver La Gestion Des Utilisateurs
Modifier les utilisateurs/les rôles, désactiver la ges- tion des utilisateurs Modifier des Sélectionner Préréglages / Administration / Gestion des utilisateurs rôles La gestion des utilisateurs s'affiche. Tourner la molette de réglage et sélectionner le rôle souhaité Sélectionner « Modifier utilisateur/rôle » Le rôle s'ouvre, les fonctions peuvent être modifiées : Sélectionner la fonction en tournant la molette de réglage Appuyer sur la molette de réglage... -
Page 227: Supprimer Un Utilisateur
Tourner la molette de réglage et sélectionner l'utilisateur à modifier Sélectionner Modifier utilisateur/rôle (ou appuyer sur la molette de réglage) Sélectionner le paramètre en tournant la molette de réglage Appuyer sur la molette de réglage Modifier les noms et mots de passe du site Web à l'aide du clavier Sélectionner d'autres réglages sur la liste Remplacer la carte NFC : Tourner la molette de réglage et sélectionner Carte NFC... - Page 228 L'information concernant la perte de la carte d'administrateur s'affiche. Noter l'adresse IP de la source de courant Ouvrir le SmartManager de la source de courant (entrer l'adresse IP de la source de courant dans un navigateur) Contacter le service après-vente Fronius...
-
Page 229: Centrum - Central User Management
CENTRUM - Central User Management Activer le serveur CENTRUM est un logiciel pour la gestion centralisée des utilisateurs. Vous trouverez des CENTRUM informations détaillées dans les Instructions de service CENTRUM (42,0426,0338,xx). Le serveur CENTRUM peut également être activé directement sur la source de courant, en suivant la procédure suivante : Préréglages / Administration / Sélectionner le serveur CENTRUM Le serveur Central User Management s'affiche. -
Page 231: Smartmanager - Le Site Internet De La Source De Courant
SmartManager – Le site Internet de la source de courant... - Page 233 SmartManager – Le site Internet de la source de courant Généralités Les sources de courant disposent de leur propre site Internet grâce à SmartManager. Dès que la source de courant est connectée à un ordinateur ou intégrée à un réseau à l'aide d'un câble de réseau, le SmartManager de la source de courant peut être consulté...
- Page 234 Envoyer ce fichier de vérification par e-mail au support Technique Fronius : welding.techsupport@fronius.com Fronius répond par e-mail avec un fichier de déverrouillage unique du nom suivant : response_SN[numéro de série]_AAAA_MM_JJ_hhmmss.txt Enregistrer le fichier de déverrouillage sur l'ordinateur Cliquer sur «...
- Page 235 Paramètres En cliquant sur ce symbole, l'affichage des caractéristiques, des données matériau et certains paramètres de soudage pour le SmartManager de la source de courant peuvent être élargis. Les réglages dépendent de l'utilisateur inscrit correspondant. Choix de la langue Cliquer sur le code de la langue pour afficher les langues disponibles pour le SmartMa- nager.
- Page 236 Voyant d'état Le statut actuel de la source de courant s'affiche entre le logo Fronius et la source de courant indiquée. Attention/Avertissement Erreur au niveau de la source de courant * La source de courant est en train de souder La source de courant est prête à...
-
Page 237: Données Du Système Actuelles
Données du système actuelles Données du Les données actuelles de l'installation de soudage s'affichent en fonction du mode système ac- opératoire de soudage paramétré. tuelles Par exemple, pour TIG-AC : Nom de la machine Cellule Hall Emplacement de l'appareil Information supplémentaire Process de soudage RÉEL Courant principal... -
Page 238: Documentation, Journal
Documentation, journal Documentation L'entrée Documentation affiche les 100 derniers enregistrements de journal. Ces entrées de journal peuvent être des soudages, des erreurs, des avertissements, des notifications et des événements. Le bouton « Filtre temporel » permet de filtrer les données affichées selon une période donnée. - Page 239 Il est possible d'afficher d'autres valeurs en cliquant sur le bouton « Ajouter colonne » : I max/I min : intensité de soudage maximale/minimale en A Puissance max/Puissance min : puissance maximale/minimale de l'arc électrique en Début (temps de la source de courant) ; date et heure U max/U min : tension de soudage maximale/minimale en V Vd max/Vd min : vitesse d'avance du fil maximale/minimale en m/min Si l'option OPT/i Documentation est présente sur la source de courant, il est également...
-
Page 240: Données Du Job
Données du job Données du job Si l'option OPT/i Jobs est présente sur la source de courant, l'entrée « Données Job » permet : de consulter les jobs existants de l'installation de soudage, * d'optimiser les jobs existants de l'installation de soudage, de transférer vers l'installation de soudage des jobs enregistrés en externe, d'exporter des jobs existants sur l'installation de soudage au format PDF * ou CSV. - Page 241 Créer un job Cliquer sur « Créer un job » Saisir les données du job Pour appliquer le nouveau job, cliquer sur « OK » Importer un job Cette fonction permet de transférer vers l'installation de soudage des jobs enregistrés de façon externe si l'option OPT/i Jobs est présente sur la source de courant.
- Page 242 Un PDF ou un fichier CSV des jobs sélectionnés est créé et enregistré selon les réglages du navigateur utilisé.
-
Page 243: Réglages Des Sources De Courant
Réglages des sources de courant Paramètre du pr- Dans « Paramètre du procédé », les paramètres généraux du procédé et les paramètre océdé du procédé pour Composants et Surveillance d'une source de courant peuvent être vi- sualisés et modifiés. Modifier le paramètre du procédé Cliquer sur groupe de paramètres/paramètres Modifier la valeur du paramètre directement dans le champ d'affichage Enregistrer les modifications... -
Page 244: Sauvegarde Et Restauration
Sauvegarde et restauration Généralités L'entrée « Sauvegarde et restauration » permet d'enregistrer toutes les données du système de soudage en tant que sauvegarde (par ex. réglages actuels des paramètres, jobs, courbes de charge de l'utilisateur, préréglages, etc.), de réenregistrer les sauvegardes existantes dans le système de soudage, de régler les données pour une sauvegarde automatique. -
Page 245: Sauvegarde Automatique
Sauvegarde auto- Activer les paramètres d'intervalle matique Saisir les paramètres d'intervalle auxquels la sauvegarde automatique doit avoir lieu : Intervalle : quotidien/hebdomadaire/mensuel À : heure (hh:mm) Saisir les données pour l'objectif de sauvegarde : Protocole : SFTP (Secure File Transfer Protocol) / SMB (Server Message Block) Serveur : Saisir l'adresse IP du serveur de destination Port :... -
Page 246: Utilisateur
Gestion des utilisateurs Généralités L'entrée « Gestion des utilisateurs » permet de visualiser, de modifier et de créer des utilisateurs ; de visualiser, de modifier et de créer des rôles utilisateur ; d'exporter ou d'importer des utilisateurs et rôles utilisateur sur la source de courant. Lors de l'importation sur la source de courant, les données existantes de gestion des utilisateurs sont écrasées ;... -
Page 247: Exportation Et Importation
Les rôles « Administrateur » et « Locked » ne peuvent pas être modifiés. Créer un rôle utilisateur : Cliquer sur le bouton « Créer un nouveau rôle utilisateur » Saisir le nom du rôle, reprendre les valeurs Valider avec OK Exportation et im- Exporter des utilisateurs et des rôles utilisateur d'une source de courant portation... - Page 248 Aperçu Vue d'ensemble L'entrée « Vue d'ensemble » permet d'afficher les composants et les options de l'installa- tion de soudage avec toutes les informations disponibles les concernant, par ex. version du micrologiciel, numéro de l'article, numéro de série, date de production, etc. Développer les Cliquer sur le bouton «...
-
Page 249: Mise À Jour
Mise à jour Mise à jour L'entrée « Mise à jour » permet d'actualiser le micrologiciel de la source de courant. La version actuelle du micrologiciel disponible sur la source de courant s'affiche. Actualiser le micrologiciel de la source de courant : Le fichier de mise à... - Page 250 Pour redémarrer la source de courant, cliquer sur « Oui » La source de courant redémarre, l'écran s'éteint brièvement. Le logo Fronius s'affiche à l'écran de la source de courant pendant le redémarrage. Une fois la mise à jour effectuée avec succès, une confirmation et la version actuelle du micrologiciel s'affichent.
-
Page 251: Packs De Fonctions
Packs de fonctions Packs de fonc- L'entrée Packs de fonctions permet d'afficher les fonctionnalités, les caractéristiques tions spécifiques, les options, etc. existantes sur la source de courant. De nouvelles fonctionnalités peuvent également être activées. Welding Pa- L'option Welding Packages permet d'afficher les Welding Packages disponibles sur la ckages (Paquets source de courant avec les références correspondantes, par ex. -
Page 252: Capture D'écran
Capture d'écran Capture d'écran L'entrée « Capture d'écran » permet de créer à tout moment une représentation numérique de l'affichage de la source de courant, indépendamment de la navigation ou des valeurs réglées. Cliquer sur « Créer une capture d'écran » pour créer une capture d'écran de l'affi- chage. -
Page 253: Élimination Des Erreurs Et Maintenance
Élimination des erreurs et mainte- nance... -
Page 255: Diagnostic D'erreur Source De Courant
Diagnostic d’erreur, élimination de l'erreur Généralités Les sources de courant sont dotées d'un système de sécurité intelligent n'utilisant pas du tout de fusibles ou presque. La source de courant peut être exploitée normalement après l'élimination d'une panne éventuelle. Les éventuels pannes, avertissements ou messages d'état s'affichent à l'écran sous forme de boîtes de dialogue en texte clair. - Page 256 Pas d'intensité de soudage Interrupteur secteur allumé, surcharge thermique indiquée Cause : Surcharge, facteur de marche dépassé Solution : Prendre en compte le facteur de marche Cause : Le dispositif thermique automatique de sécurité s'est mis hors service Solution : Attendre la phase de refroidissement ;...
- Page 257 Pas de gaz de protection Toutes les autres fonctions sont disponibles Cause : Bouteille de gaz vide Remède : Remplacer la bouteille de gaz Cause : Détendeur défectueux Remède : Remplacer le détendeur Cause : Le tuyau de gaz n’est pas monté ou est endommagé Remède : Monter ou remplacer le tuyau de gaz Cause :...
- Page 258 Nombreuses projections de soudure Cause : Gaz de protection contaminé, amenée de fil, torche de soudage ou pièce à souder encrassées ou soumises à des charges magnétiques Solution : Effectuer un ajustage R/L ; ajuster la longueur de l'arc ; vérifier le gaz de protection, l'amenée de fil, la position de la torche de sou- dage ou la pièce à...
-
Page 259: Maintenance, Entretien Et Élimination
IMPORTANT ! Pour l'actualisation du micrologiciel, un PC ou un ordinateur portable rac- giciel à jour cordé à la source de courant via Ethernet est nécessaire. Se procurer le micrologiciel à jour (par ex. à partir du DownloadCenter Fronius) Format de fichier : official_TPSi_X.X.X-XXXX.ffw... -
Page 260: Élimination Des Déchets
Établir une connexion Ethernet entre le PC/l'ordinateur portable et la source de cour- Consulter le SmartManager de la source de courant (voir page 233) Transférer le micrologiciel sur la source de courant (voir page 249) Élimination des L'élimination doit être réalisée conformément aux prescriptions nationales et régionales déchets en vigueur. -
Page 261: Annexe
Annexe... -
Page 263: Valeurs Moyennes De Consommation Pendant Le Soudage
Valeurs moyennes de consommation pendant le soudage Consommation Taille de la buse moyenne de gaz de gaz de protection Consommation pour le soudage 6 l/min 8 l/min 10 l/min 12 l/min 12 l/min 15 l/min moyenne Consommation Diamètre du fil- 1,0 mm 1,2 mm 1,6 mm... -
Page 264: Caractéristiques Techniques
Caractéristiques techniques Explication du Le facteur de marche (f.m.) est la période au cours d'un cycle de 10 minutes, pendant terme facteur de laquelle l'appareil peut fonctionner à la puissance indiquée sans surchauffer. marche REMARQUE! Les valeurs pour le f.m. indiquées sur la plaque signalétique font référence à une température ambiante de 40 °C. - Page 265 300i DC Tension du secteur (U 3 x 400 V Courant primaire effectif max. (I 12,7 A 1eff Courant primaire max (I 16,9 A 1max Protection par fusibles du réseau 16 A à action retardée Tolérance de la tension du secteur +/- 15 % Fréquence de réseau...
- Page 266 Efficacité de la source d'alimentation élec- 87 % trique à 300 A / 32,0 V Pression max. du gaz de protection 7 bar / 102 psi Interface avec le réseau électrique public 230/400 V et 50 Hz Un appareil de la classe d'émissions A n'est pas adapté à une utilisation dans les zones résidentielles avec un approvisionnement direct en énergie depuis le réseau électrique public basse tension.
- Page 267 iWave 300i Tension du secteur (U 3 x 380 / 400 / 460 V DC /nc Courant primaire effectif max. (I 1eff 3 x 380 V 13,57 A 3 x 400 V 12,7 A 3 x 460 V 11,2 A Courant primaire max (I 1max 3 x 380 V...
- Page 268 Dimensions LxlxH 700 x 300 x 510 mm 27.6 x 11.8 x 20.1 in. Poids 45,1 kg / 99,43 lb. Émissions sonores max. (LWA) 75 dB (A) Consommation d'électricité en mode à 39,7 W vide à 400 V Efficacité de la source d'alimentation élec- 87 % trique à...
- Page 269 iWave 300i Tension du secteur (U 3 x 200/230/240/380/400/460/600 V DC /MV/nc Courant primaire effectif max. (I 1eff 3 x 200 V 26,1 A 3 x 230 V 22,5 A 3 x 240 V 20,9 A 3 x 380 V 13,5 A 3 x 400 V 12,7 A...
- Page 270 Tension d'amorçage (U 10 kV Le dispositif d'amorçage de l'arc électr- ique est adapté pour la commande ma- nuelle. Indice de protection IP 23 Type de refroidissement Catégorie de surtension Degré d'encrassement selon la norme CEI 60664 Classe CEM de l'appareil Marquage de sécurité...
- Page 271 iWave 400i DC Tension du secteur (U 3 x 400 V Courant primaire effectif max. (I 18,4 A 1eff Courant primaire max (I 24,9 A 1max Protection par fusibles du réseau 35 A à action retardée Tolérance de la tension du secteur +/- 15 % Fréquence de réseau 50/60 Hz...
- Page 272 Pression max. du gaz de protection 7 bar / 102 psi Interface avec le réseau électrique public 230/400 V et 50 Hz Un appareil de la classe d'émissions A n'est pas adapté à une utilisation dans les zones résidentielles avec un approvisionnement direct en énergie depuis le réseau électrique public basse tension.
- Page 273 iWave 400i Tension du secteur (U 3 x 380 / 400 / 460 V DC /nc Courant primaire effectif max. (I 1eff 3 x 380 V 19,3 A 3 x 400 V 18,4 A 3 x 460 V 16,1 A Courant primaire max (I 1max 3 x 380 V...
- Page 274 Dimensions LxlxH 706 x 300 x 510 mm 27.8 x 11.8 x 20.1 in. Poids 48,0 kg / 105,82 lb. Émissions sonores max. (LWA) 75 dB (A) Consommation d'électricité en mode à 40,9 W vide à 400 V Efficacité de la source d'alimentation élec- 87 % trique à...
- Page 275 iWave 400i Tension du secteur (U 3 x 200/230/240/380/400/460/600 V DC /MV/nc Courant primaire effectif max. (I 1eff 3 x 200 V 37,8 A 3 x 230 V 34,1 A 3 x 240 V 30,7 A 3 x 380 V 19,3 A 3 x 400 V 18,4 A...
- Page 276 Tension d'amorçage (U 10 kV Le dispositif d'amorçage de l'arc électr- ique est adapté pour la commande ma- nuelle. Indice de protection IP 23 Type de refroidissement Catégorie de surtension Degré d'encrassement selon la norme CEI 60664 Classe CEM de l'appareil Marquage de sécurité...
- Page 277 iWave 500i DC Tension du secteur (U 3 x 400 V Courant primaire effectif max. (I 21,9 A 1eff Courant primaire max (I 34,4 A 1max Protection par fusibles du réseau 35 A à action retardée Tolérance de la tension du secteur +/- 15 % Fréquence de réseau 50/60 Hz...
- Page 278 Efficacité de la source d'alimentation élec- 88 % trique à 500 A / 40,0 V Pression max. du gaz de protection 7 bar / 102 psi Interface avec le réseau électrique public 230/400 V et 50 Hz Un appareil de la classe d'émissions A n'est pas adapté à une utilisation dans les zones résidentielles avec un approvisionnement direct en énergie depuis le réseau électrique public basse tension.
- Page 279 iWave 500i Tension du secteur (U 3 x 380 / 400 / 460 V DC /nc Courant primaire effectif max. (I 1eff 3 x 380 V 22,8 A 3 x 400 V 21,9 A 3 x 460 V 19,2 A Courant primaire max (I 1max 3 x 380 V...
- Page 280 Dimensions LxlxH 706 x 300 x 510 mm 27.8 x 11.8 x 20.1 in. Poids 49,7 kg / 109,57 lb. Émissions sonores max. (LWA) 75 dB (A) Consommation d'électricité en mode à 40,5 W vide à 400 V Efficacité de la source d'alimentation élec- 88 % trique à...
- Page 281 iWave 500i Tension du secteur (U 3 x 200/230/240/380/400/460/600 V DC /MV/nc Courant primaire effectif max. (I 1eff 3 x 200 V 43,1 A 3 x 230 V 38,9 A 3 x 240 V 36,2 A 3 x 380 V 22,8 A 3 x 400 V 21,9 A...
- Page 282 = 380 - 600 V 40 % / 500 A 60 % / 430 A 100 % / 360 A Plage de tension de sortie d'après la car- actéristique normalisée (U 10,1 à 30,0 V MIG/MAG 14,2 à 36,5 V Électrode enrobée 20,4 à...
- Page 283 iWave 300i Tension du secteur (U 3 x 400 V AC/DC Courant primaire effectif max. (I 15,5 A 1eff Courant primaire max (I 18,4 A 1max Protection par fusibles du réseau 16 A à action retardée Tolérance de la tension du secteur +/- 15 % Fréquence de réseau 50/60 Hz...
- Page 284 Efficacité de la source d'alimentation élec- 83 % trique à 300 A / 32,0 V Pression max. du gaz de protection 7 bar / 102 psi Interface avec le réseau électrique public 230/400 V et 50 Hz Un appareil de la classe d'émissions A n'est pas adapté à une utilisation dans les zones résidentielles avec un approvisionnement direct en énergie depuis le réseau électrique public basse tension.
- Page 285 iWave 300i Tension du secteur (U 3 x 380 / 400 / 460 V AC/DC /nc Courant primaire effectif max. (I 1eff 3 x 380 V 16,3 A 3 x 400 V 15,5 A 3 x 460 V 13,6 A Courant primaire max (I 1max 3 x 380 V...
- Page 286 Dimensions LxlxH 706 x 300 x 720 mm 27.8 x 11.8 x 28.41 in. Poids 63,1 kg / 139,11 lb. Émissions sonores max. (LWA) 75 dB (A) Consommation d'électricité en mode à 48,5 W vide à 400 V Efficacité de la source d'alimentation élec- 83 % trique à...
- Page 287 iWave 300i Tension du secteur (U 3 x 200/230/240/380/400/460/600 V AC/DC /MV/nc Courant primaire effectif max. (I 1eff 3 x 200 V 31,0 A 3 x 230 V 26,7 A 3 x 240 V 23,5 A 3 x 380 V 16,3 A 3 x 400 V 15,5 A...
- Page 288 Tension d'amorçage 10 kV Le dispositif d'amorçage de l'arc électr- ique est adapté pour la commande ma- nuelle. Indice de protection IP 23 Type de refroidissement Catégorie de surtension Degré d'encrassement selon la norme CEI 60664 Classe CEM de l'appareil Marquage de sécurité...
- Page 289 iWave 400i Tension du secteur (U 3 x 400 V AC/DC Courant primaire effectif max. (I 22,7 A 1eff Courant primaire max (I 30,8 A 1max Protection par fusibles du réseau 35 A à action retardée Tolérance de la tension du secteur +/- 15 % Fréquence de réseau 50/60 Hz...
- Page 290 Pression max. du gaz de protection 7 bar / 102 psi Interface avec le réseau électrique public 230/400 V et 50 Hz Un appareil de la classe d'émissions A n'est pas adapté à une utilisation dans les zones résidentielles avec un approvisionnement direct en énergie depuis le réseau électrique public basse tension.
- Page 291 iWave 400i Tension du secteur (U 3 x 380 / 400 / 460 V AC/DC /nc Courant primaire effectif max. (I 1eff 3 x 380 V 23,9 A 3 x 400 V 22,7 A 3 x 460 V 19,8 A Courant primaire max (I 1max 3 x 380 V...
- Page 292 Dimensions LxlxH 706 x 300 x 720 mm 27.8 x 11.8 x 28.41 in. Poids 66,9 kg / 147,49 lb. Émissions sonores max. (LWA) 77 dB (A) Consommation d'électricité en mode à 46,7 W vide à 400 V Efficacité de la source d'alimentation élec- 84 % trique à...
- Page 293 iWave 400i Tension du secteur (U 3 x 200/230/240/380/400/460/600 V AC/DC /MV/nc Courant primaire effectif max. (I 1eff 3 x 200 V 45,7 A 3 x 230 V 39,4 A 3 x 240 V 34,6 A 3 x 380 V 23,9 A 3 x 400 V 22,7 A...
- Page 294 Tension d'amorçage (U 10 kV Le dispositif d'amorçage de l'arc électr- ique est adapté pour la commande ma- nuelle. Indice de protection IP 23 Type de refroidissement Catégorie de surtension Degré d'encrassement selon la norme CEI 60664 Classe CEM de l'appareil Marquage de sécurité...
- Page 295 iWave 500i Tension du secteur (U 3 x 400 V AC/DC Courant primaire effectif max. (I 24,8 A 1eff Courant primaire max (I 39,2 A 1max Protection par fusibles du réseau 35 A à action retardée Tolérance de la tension du secteur +/- 15 % Fréquence de réseau 50/60 Hz...
- Page 296 Pression max. du gaz de protection 7 bar / 102 psi Interface avec le réseau électrique public 230/400 V et 50 Hz Un appareil de la classe d'émissions A n'est pas adapté à une utilisation dans les zones résidentielles avec un approvisionnement direct en énergie depuis le réseau électrique public basse tension.
- Page 297 iWave 500i Tension du secteur (U 3 x 380 / 400 / 460 V AC/DC /nc Courant primaire effectif max. (I 1eff 3 x 380 V 26,0 A 3 x 400 V 24,8 A 3 x 460 V 21,6 A Courant primaire max (I 1max 3 x 380 V...
- Page 298 Dimensions LxlxH 706 x 300 x 720 mm 27.8 x 11.8 x 28.41 in. Poids 67,8 kg / 149,47 lb. Émissions sonores max. (LWA) 77 dB (A) Consommation d'électricité en mode à 48,5 W vide à 400 V Efficacité de la source d'alimentation élec- 85 % trique à...
- Page 299 iWave 500i Tension du secteur (U 3 x 200/230/240/380/400/460/600 V AC/DC /MV/nc Courant primaire effectif max. (I 1eff 3 x 200 V 44,6 A 3 x 230 V 44,0 A 3 x 240 V 43,1 A 3 x 380 V 26,0 A 3 x 400 V 24,8 A...
- Page 300 = 230 - 575 V 40 % / 500 A 60 % / 430 A 100 % / 360 A Plage de tension de sortie d'après la car- actéristique normalisée (U 10,1 à 30,0 V MIG/MAG 14,2 à 36,5 V Électrode enrobée 20,4 à...
- Page 301 Conformité avec la directive 2014/53/UE – Radio Equipment Directive (RED) Le tableau suivant contient des informations concernant les bandes de fréquences uti- lisées et la puissance d'émission HF maximale des produits radio Fronius vendus dans l'UE, conformément aux articles 10.8 (a) et 10.8 (b) de la RED Plage de fréquences...
- Page 304 SPAREPARTS ONLINE Fronius International GmbH Froniusstraße 1 4643 Pettenbach Austria contact@fronius.com www.fronius.com Under www.fronius.com/contact you will find the adresses of all Fronius Sales & Service Partners and locations.