Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières
Dépannage

Manuels Connexes pour Miller PipeWorx 400 230/460V











Sommaire des Matières pour Miller PipeWorx 400 230/460V
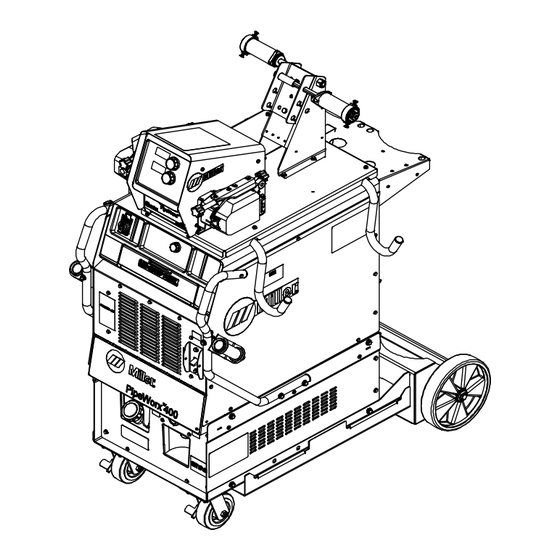
- Page 1 OM-236891AF/cfr 2018−04 Procédés MIG et MIG−pulsé Soudage fil fourré Soudage multiprocédé Description Source d’alimentation pour le soudage à l’arc Dévidoir PipeWorx 400 Welding System (modèles 230/460 et 575 V) MANUEL DE L’UTILISATEUR File: MIG www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 Table des matières 5-28. Montage caractéristique pour soudage sous protection gazeuse avec électrode réfractaire TIG (GTAW) avec torche en deux parties refroidie à l’air (utilisant la soupape électromagnétique à l’intérieur du poste de soudage) ........5-29.
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION som_2018−01_fre Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 6 D Déplacer toutes les substances inflammables à une distance de LES PIÈCES CHAUDES peuvent 10,7 m de l’arc de soudage. En cas d’impossibilité les recouvrir provoquer des brûlures. soigneusement avec des protections homologués. D Ne pas toucher à mains nues les parties chaudes. D Ne pas souder dans un endroit là...
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Protéger les bouteilles de gaz comprimé d’une chaleur excessive, Les CHAMPS ÉLECTROMAGNÉTIQUES (CEM) des chocs mécaniques, des dommages physiques, du laitier, des peuvent affecter les implants médicaux. flammes ouvertes, des étincelles et des arcs. D Placer les bouteilles debout en les fixant dans un support station- D Les porteurs de stimulateurs cardiaques et naire ou dans un porte-bouteilles pour les empêcher de tomber ou autres implants médicaux doivent rester à... -
Page 8: Proposition Californienne 65 Avertissements
D Effectuer régulièrement le contrôle et l’entretien de l’installation. LIRE LES INSTRUCTIONS. D Maintenir soigneusement fermés les portes et les panneaux des sources de haute fréquence, maintenir les éclateurs à une distan- D Lire et appliquer les instructions sur les ce correcte et utiliser une terre et un blindage pour réduire les étiquettes et le Mode d’emploi avant l’instal- interférences éventuelles. -
Page 9: Section 2 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 2 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION cooler_2018−01_fre Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 2-1. -
Page 10: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
2-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance Les PIÈCES MOBILES peuvent LA CHUTE DE L’ÉQUIPEMENT peut causer des blessures. provoquer des blessures. D Utilisez les procédures correctes et des D S’abstenir de toucher des organes mobiles tels que des ventilateurs. -
Page 11: Section 3 − Définitions
SECTION 3 − DÉFINITIONS 3-1. Explication des étiquettes d’avertissement du fabricant Certains symboles ne se trouvent que sur les produits CE. Mise en garde! Attention! Dangers possibles, tels qu’indiqués par les divers symboles. Safe1 2012-05 Porter des gants isolants secs. Ne pas toucher l’électrode à mains nues. Ne pas porter des gants humides ou endommagés. - Page 12 Ne pas enlever ou recouvrir l’étiquette de peinture. Safe20 2017−04 Débrancher la prise ou couper l’alimentation avant toute intervention sur l’appareil. Safe5 2017−04 Sous tension, les pièces défectueuses peuvent exploser ou causer l’explosion d’autres composants du circuit. Safe26 2012-05 Des projectiles de composants peuvent vous blesser. Toujours porter un écran facial lors de maintenance de l’appareil.
-
Page 13: Symboles Et Définitions Divers
Porter des gants isolants secs. Ne pas toucher l’électrode (fil) à mains nues. Ne pas porter des gants humides ou endommagés. Safe57 2017−04 Pour connaître les données nominales d’alimentation, consulter la fiche signalétique. Safe34 2012-05 Les galets d’entraînement peuvent blesser les mains. Safe32 2012-05 Le fil de soudure et les organes mobiles sont sous tension pendant les opérations de soudage - tenir les mains et les objets métalliques à... - Page 14 Tension nominale Courant d’alimentation Impulsionnel sans charge efficace maximal 1eff (moyenne) Hertz Sélection par gâchette Type de gaz Le logo SD est une marque de commerce Cycle de processus de SD−3C, LLC Occupé Classe de protection interne Pente initiale Transfert d’impulsions Courant continu (c.c.) Marche (On) Sélection sur le côté...
-
Page 15: Section 4 − Fiche Technique
SECTION 4 − FICHE TECHNIQUE 4-1. Emplacement du numéro de série et de la plaque signalétique Le numéro de série et les données signalétiques de ce produit se trouvent à l’avant. La plaque signalétique permet de déterminer l’alimentation électrique requise et/ou la puissance nominale. Consigner le numéro de série dans la zone prévue à cet effet sur le dos de couverture du présent guide afin de pouvoir vous y référer ultérieurement. -
Page 16: Spécifications Environnementales
C. Fiche technique du dévidoir Caracté- Poids Classe ristiques Plage de Plage des Type de poste Dimensions nominales Alimentation vitesse de diamètres de de soudage de sortie protec- hors tout dévidage tion IP* de la ma- Simple Double chine 24 Vc.a. 11A PipeWorx 400 1,3 à... -
Page 17: Informations Sur La Compatibilité Électromagnétique (Cem)
C. Informations sur la compatibilité électromagnétique (CEM) L’utilisation de cet équipement de classe A n’est pas prévue dans des lieux résidentiels où l’énergie électrique est fournie par le système d’alimentation public en basse tension. Il peut y avoir des difficultés potentielles pour garantir une compatibilité électromagnétique dans ces zones, du fait de perturbations tant en mode conduit qu’en mode rayonné. -
Page 18: Facteur De Marche Et Surchauffe En Tig
4-5. Facteur de marche et surchauffe en TIG Le facteur de marche équivaut au pourcentage minutes pendant lequel le poste peut FONCTIONNEMENT souder sans surchauffe à la charge EN TRIPHASÉ nominale. Si l’appareil surchauffe, le ou les thermostats s’ouvrent, la sortie est coupée et le ventilateur de ref- roidissement se met en fonction. -
Page 19: Section 5 − Installation
SECTION 5 − INSTALLATION 5-1. Choix d’un emplacement Ne pas déplacer ou faire fonctionner l’appareil Mouvement à un endroit où il pourrait se renverser. Emplacement et circulation d’air Une installation spéciale peut être nécessaire en présence d’essence ou de liquides volatils −... -
Page 20: Désignation Des 14 Broches De La Prise De Commande À Distance Des Accessoires
5-2. Désignation des 14 broches de la prise de commande à distance des accessoires Si une commande à distance d’accessoires à 14 broches est branchée, l’appareil règle automatiquement la commande de soudage selon une configuration primaire - secondaire. Cette configuration fait que le bouton de commande d’intensité (Amp Adjust) de l’appareil devient le primaire et règle le courant de soudage maximal de l’appareil. -
Page 21: Activation De La Prise De Commande À Distance À 14 Broches Pour Le Soudage À La Baguette
5-3. Activation de la prise de commande à distance à 14 broches pour le soudage à la baguette Avant de poursuivre, éteindre le poste, couper l’alimentation et vérifier la tension sur les condensateurs d’entrée confor- mément au Section 7-6. Lorsque cette fonction est activée Commande Commande et qu’une commande... -
Page 22: Changement De La Vitesse Du Dévidoir De Pouces Par Minute (Po/Min) À Mètres Par Minute (M/Min)
5-4. Changement de la vitesse du dévidoir de pouces par minute (po/min) à mètres par minute (m/min) Avant de poursuivre, éteindre le poste, couper l’alimentation et vérifier la tension sur les condensateurs d’entrée confor- mément au Section 7-6. Dévidoir PipeWorx Réglé... -
Page 23: Détails De La Prise De Commande À Distance À 14 Broches Pour Le Dévidoir
5-5. Détails de la prise de commande à distance à 14 broches pour le dévidoir Prise à 14 broches de Broche* Désignation commande du dévidoir 8, 12 24 Vc.a. Protégé par dispositif de protection supplémentaire CB2. 24 V c.a. Retour 24 Vc.a. Relié à la masse du châssis. Complète le circuit d’alimentation 24 Vc.a. -
Page 24: Protection Supplémentaire Cb2
5-6. Protection supplémentaire CB2 Protection supplémentaire CB2 CB2 protège le bloc d’alimentation 24 Vc.a. du dévidoir (se reporter au Section 5-5). Appuyer sur le bouton pour réarmer le dispositif de protection supplémen- taire. TO WIRE FEEDER TIG GAS IN MIG OUTPUT 805 298-A OM-236891 Page 20... -
Page 25: Prise 115 Vc.a. Simple Et Protection Supplémentaire
5-7. Prise 115 Vc.a. simple et protection supplémentaire Prise 115 V 10 Ac.a. prise conçue uniquement pour fournir l’alimentation c.a. au refroidisseur PipeWorx. La prise RC2 est seulement alimentée lorsque le poste de soudage est en fonction. Coupe-circuit supplémentaire CB1 CB1 protège la prise à... -
Page 26: Œillet De Levage Sur Le Poste De Soudage
5-8. Œillet de levage sur le poste de soudage Mettre le poste de soudage hors-tension et couper l’ali- mentation. Œilleton de levage Le dévidoir permet l’accès à l’œillet de levage du poste de soudage. Le poste de soudage au complet incluant les crochets de câbles, le refroidisseur avec liquide... -
Page 27: Sélection De La Tension D'entrée (Modèles À 230/460 V Seulement)
5-9. Sélection de la tension d’entrée (modèles à 230/460 V seulement) Avant de poursuivre, éteindre le poste, couper l’alimentation et vérifier la tension sur les condensateurs d’entrée conformément au Section 7-6. S’assurer de revisser les quatre vis de fixation de la carte de reconnexion. Vérifier la tension d’alimentation disponible sur le site. -
Page 28: Guide D'entretien Électrique
5-10. Guide d’entretien électrique Elec Serv 2011-04 AVIS − Une ALIMENTATION NON ADÉQUATE peut endommager le poste de soudage. Celui-ci requiert une alimentation SANS INTERRUPTIONS à fréquence secteur nominale(+10%) et de tension nominale (+10%). La tension phase-terre ne doit pas dépasser la tension d’alimentation nominale de plus de 10%. - Page 29 Commentaires OM-236891 Page 25...
-
Page 30: Branchement De L'alimentation En Triphasé
5-11. Branchement de l’alimentation en triphasé = GND/PE Terre Outils nécessaires : 5/16 po Input5 2016−06 − Ref. 803 766-C / 805 146-A OM-236891 Page 26... -
Page 31: Branchement De L'alimentation En Triphasé (Suite)
5-11. Branchement de l’alimentation en triphasé (suite) Sélectionner le calibre et la longueur des Conducteurs d’alimentation L1, L2 et L3 Éteindre le poste de soudage et conducteurs selon Section 5-10. vérifier tension Raccorder les conducteurs d’alimentation L1, Les conducteurs doivent être conformes aux condensateurs d’alimentation L2 et L3 aux bornes secteur du poste de... -
Page 32: Pose De Poignées, De Chariot De Déplacement Et Refroidisseur Optionnels
5-12. Pose de poignées, de chariot de déplacement et refroidisseur optionnels Mettre le poste de soudage hors-tension Outils nécessaires : et couper l’alimentation. 1/2 po Chariot de roulement 234359 Refroidisseur Roue 163463 (2) Rondelle plate 602250 (4) Rondelle de retenue 121614 (2) 5/16 po Monter les roues sur le plateau à... -
Page 33: Assemblage Et Installation Des Crochets De Suspension Des Câbles
5-13. Assemblage et installation des crochets de suspension des câbles Étrier Capuchon de tuyau (4) Tube accroche-câbles (2) Poser des capuchons sur les extrémités des tuyaux. À l’aide de la quincaillerie fournie, fixer les tubes au support. Placer les crochets de suspension des câbles sur le dessus du poste de soudage et monter le dévidoir de fil sur celui-ci ou sur un chariot... -
Page 34: Raccordement De La Cosse Anneau De Terminaison De La Sonde De Détection De Tension
5-14. Raccordement de la cosse anneau de terminaison de la sonde de détection de tension Outils nécessaires : Si l’extrémité de la sonde de tension est Gaine Conducteur central calibre 10 endommagée ou coupée, terminer la Ruban isolant d’électricien ou tube Diamètre interne de la cosse anneau sonde par une cosse anneau et raccorder celle-ci de la façon indiquée. -
Page 35: Bornes De Soudage Et Sélection Du Calibre Des Câbles* Recommandé Pour Pipeworx400
5-16. Bornes de soudage et sélection du calibre des câbles* recommandé pour PipeWorx400 AVIS − La longueur de câble totale du circuit de soudage (voir le tableau ci-dessous) est la longueur cumulée des deux câbles de soudage. Par exemple, si le poste de soudage est à 30m (100pi) de la pièce à souder, la longueur de câble totale du circuit de soudage est 60m (200 pi - 2 câbles de 100 pi). -
Page 36: Raccordement Des Câbles De Soudage
5-18. Raccordement des câbles de soudage Ne rien mettre entre la borne du câble de soudage et la barre de cuivre. Outils nécessaires : 3/4 po (19 mm) Installation incorrecte 803 778-B Borne de soudage la borne de soudage et l’immobiliser au Couper l’alimentation avant tout moyen de l’écrou de manière à... -
Page 37: Montage Caractéristique Pour Soudage Gmaw À Protection Gazeuse Inerte (Mig)
5-19. Montage caractéristique pour soudage GMAW à protection gazeuse inerte (MIG) avec dévidoir sur le poste de soudage 805144-C Flexible de gaz extrémité raccord soupape Ne pas placer le dévidoir là où le fil électromagnétique à l’arrière du dévidoir de soudage ferait contact avec la Bonbonne de gaz (ou sur le flexible en Y pour les dévidoirs bonbonne. -
Page 38: Montage Caractéristique Pour Soudage Gmaw Sous Protection Gazeuse Inerte (Mig) Avec Dévidoir Sur Chariot Séparé
5-20. Montage caractéristique pour soudage GMAW sous protection gazeuse inerte (MIG) avec dévidoir sur chariot séparé 805317-C Bonbonne de gaz débitmètre de la bonbonne de gaz et Ne pas placer le dévidoir là où le fil raccorder l’autre extrémité au raccord de de soudage ferait contact avec la soupape électromagnétique à... -
Page 39: Connexions Arrière Du Dévidoir De Fil Et Assemblage De L'entraînement Rotatif
5-21. Connexions arrière du dévidoir de fil et assemblage de l’entraînement rotatif Câble de commande à 14 broches Raccords de la soupape de gaz de protection Requiert des raccords 5/8-18 à fi- lets à droite. Raccorder le flexible de gaz (fourniture de l’utilisateur). Borne du câble de soudage Cavalier de câble de soudage du côté... -
Page 40: Prise De La Gâchette De La Torche
5-22. Prise de la gâchette de la torche Prise gauche de la gâchette de la torche (RC2) Prise gauche de la gâchette de la torche (RC3 - modèles à double fil seulement) Brancher la fiche du câble de gâc- hette de la torche à la prise appro- priée du dévidoir. -
Page 41: Mise En Place De La Torche De Soudage
5-23. Mise en place de la torche de soudage Languette de blocage de la torche Vis de serrage papillon Embout de raccord de la torche Rainure du raccord de torche Mise en place d’une torche avec raccord Accu–Mate Desserrer la vis de serrage papillon pour dégager l’embout de la torche de la languette de blocage de la torche. -
Page 42: Installation Et Enfilage Du Fil De Soudage
5-24. Installation et enfilage du fil de soudage Installer les guide-fils et le guide Installation des bobines de fil. Régler les de prévention d’usure du fil. écrous de tension de sorte que le fil demeure tendu lors de l’arrêt de l’avancement. -
Page 43: Raccordement Du Câble De Masse Et De La Sonde De Tension Pour Plusieurs Arcs De Soudage
5-25. Raccordement du câble de masse et de la sonde de tension pour plusieurs arcs de soudage A. Montage recommandé 805289-C Poste de soudage système de soudage. L’utilisation de cette idéale pour prendre en charge différents sonde est primordiale pour l’obtention signaux de retour de tension aux postes de Câble mixte d’une performance de soudage stable. - Page 44 B. Mauvaise configuration 805290-C Poste de soudage Pièce à souder à souder. Le signal de retour de tension des deux sondes ne mesurera pas correc- Ce montage est inadéquat car les sondes Câble mixte tement la chute de tension dans la pièce à de tension sont directement dans le Câble de masse souder et entraînera un arc de mauvaise...
-
Page 45: Disposition Des Câbles De Soudage Pour Diminuer L'inductance Du Circuit De Soudage
5-26. Disposition des câbles de soudage pour diminuer l’inductance du circuit de soudage Poste de soudage Câble mixte Câble de masse Sonde de tension Idéal Dévidoir Pièce à souder La disposition des câbles a une influence importante sur la performance du soudage. -
Page 46: Montage À Raccordement Caractéristique Pour Soudage À La Baguette (Smaw)
5-27. Montage à raccordement caractéristique pour soudage à la baguette (SMAW) Poste de soudage Câble de masse (-) Câble de baguette (+) Pièce à souder Porte-électrode Sonde de tension Fixer la sonde de tension sur la pince de masse et placer cette dernière aussi près de l’arc que possible. - Page 47 5-28. Montage caractéristique pour soudage sous protection gazeuse avec électrode réfractaire TIG (GTAW) avec torche en deux parties refroidie à l’air (utilisant la soupape électromagnétique à l’intérieur du poste de soudage) Poste de soudage Flexible de gaz Câble de soudage TIG (-) Câble de masse (+) Pièce à...
- Page 48 5-29. Montage caractéristique pour soudage sous protection gazeuse avec électrode réfractaire TIG (GTAW) avec torche en une seule pièce refroidie à l’air (utilisant la soupape électromagnétique à l’intérieur du poste de soudage) Poste de soudage Flexible de gaz 237415 (flexible noir court fourni avec le poste de soudage) Bloc TIG Block...
-
Page 49: Montage Caractéristique Pour Soudage Sous Protection Gazeuse Avec Électrode Réfractaire Tig (Gtaw) Avec Torche Refroidie Par Liquide Frigorigène
5-30. Montage caractéristique pour soudage sous protection gazeuse avec électrode réfractaire TIG (GTAW) avec torche refroidie par liquide frigorigène (utilisant la soupape électromagnétique à l’intérieur du poste de soudage) Poste de soudage Flexible de gaz Bloc TIG Block (fourni par l’utilisateur) Flexible de retour du frigorigène 237416 (flexible rouge court fourni avec le refroidisseur) -
Page 50: Section 6 − Fonctionnement
SECTION 6 − FONCTIONNEMENT 6-1. Vocabulaire Voici une liste de termes et leurs définitions s’appliquant à la présente unité interface : Vocabulaire général: 98/2 Ox Mélange gazeux composé de 98% d’argon et 2% d’O Amps (Ampères) Indique le courant moyen pendant le soudage et conserve l’affichage de la lecture 10s après avoir terminé. Arc Control Le réglage du diamètre du cône de l’arc et de ses caractéristiques dans les procédés par impulsions et RMD. -
Page 51: Vocabulaire (Suite)
6-1 . Vocabulaire (suite) Pulse Un procédé évolué de transfert vaporisé par impulsions convenant pour le remplissage et finition de joints de tuyaux. (Impulsions − Pro-Pulset) Le procédé d’impulsions se sert de rampes de courant constant et une fonction de tension constante contrôlant les crêtes de tension et courants retour de masse. -
Page 52: Commandes Du Poste De Soudage
6-2. Commandes du poste de soudage A. Commandes frontales 252 611-A Boutons un à quatre de mémoires locales 12 Bouton de sélection de type Seules les commandes illuminées de procédé MIG Bouton de sélection de procédé peuvent être modifiées ou réglées. d’électrode enrobée 13 Bouton de sélection de type de fil Témoin de carte mémoire occupée... -
Page 53: Fente De Carte Mémoire
B. Fente de carte mémoire Fente de carte mémoire Voici la fente de carte mémoire. Une carte mémoire peut être insérée dans la fente et servir à enregistrer conserver paramètres réglage l’opérateur, procurant les données de procédés de soudage MIG personnalisés, et charger les micrologiciels mis à... -
Page 54: Commandes Des Fonctions De Mémorisation
C. Commandes des fonctions de mémorisation Témoin de carte mémoire occupée Le témoin DEL de carte mémoire occupée s’illumine dans les conditions suivantes : enregistrement et récupération des réglages de l’opérateur, utilisation du procédé de soudage MIG personnalisé et mise à jour du micrologiciel. Bouton d’enregistrement dans la carte mémoire Appuyer sur ce bouton pour enregistrer tous les réglages des mémoires locales un à... -
Page 55: Mémoires Locales
Pendant la mise à jour, les afficheurs du poste de soudage et du dévidoir pourraient afficher « H99 » ou « H98 » ainsi que « Upd » ou s’effacer pour un moment. Ceci est normal. Ne pas retirer la carte de mise à jour du logiciel ou couper l’alimentation du poste de soudage avant que la mise à... -
Page 56: Commandes De Procédé De Soudage Mig
G. Commandes de procédé de soudage MIG La référence aux commandes de dévidoir du côté gauche ou de la gâchette de pistolet du côté gauche s’applique aux deux types de dévidoirs, simple ou double. La référence aux commandes de dévidoir du côté droit ou de la gâchette de pistolet du côté droit s’applique seulement aux dévidoirs doubles. -
Page 57: Exemple De Configuration De La Sélection Du Procédé De Soudage À La Baguette
6-3. Exemple de configuration de la sélection du procédé de soudage à la baguette Réf. 252611-A Électrode de désignation EXX10 Mémoire locale1 activée Seules les commandes illuminées sélectionnée peuvent être modifiées ou réglées. Procédé « Stick » activé Réglage d’intensité de 350A OM-236891 Page 53... -
Page 58: Exemple De Configuration De La Sélection Du Procédé De Soudage Tig
6-4. Exemple de configuration de la sélection du procédé de soudage TIG Réf. 252611-A Méthode d’amorçage HF Mémoire locale2 activée Seules les commandes illuminées sélectionnée peuvent être modifiées ou réglées. Procédé « TIG » activé Réglage d’intensité de 350A OM-236891 Page 54... -
Page 59: Premier Exemple De Configuration De La Sélection Du Procédé De Soudage Mig
6-5. Premier exemple de configuration de la sélection du procédé de soudage MIG 252 611-A Fil d’acier au carbone sélectionné Fonction « Trigger Select » activée Seules les commandes illuminées Fil de diamètre de 0,035 po peuvent être modifiées ou réglées. Sélection de côté... -
Page 60: Deuxième Exemple De Configuration De La Sélection Du Procédé De Soudage Mig
6-6. Deuxième exemple de configuration de la sélection du procédé de soudage MIG 252 611-A Fil d’acier inoxydable sélectionné Fonction « Trigger Select » activée Seules les commandes illuminées Fil de diamètre de 0,035 po peuvent être modifiées ou réglées. Sélection de côté... -
Page 61: Boutons De Commande Du Dévidoir De Fil
6-7. Boutons de commande du dévidoir de fil A. Commandes frontales 252 614-A Bouton de sélection de commande du Témoin de carte mémoire Seules les commandes illuminées côté droit* peuvent être modifiées ou réglées. 10 Indicateur de type de procédé MIG Indicateur ACCU-POWER (optionnel) 11 Bouton d’avance par à-coups du fil Bouton de sélection de commande du... - Page 62 Bouton de sélection de commande du côté gauche Enfoncer et relâcher ce bouton pour activer les boutons de commande du côté gauche du dévidoir de fil. La mention « LEFT » sous le bouton s’illumine ainsi que les croissants au-dessus des boutons de réglage de tension/longueur d’arc et de la vitesse du dévidoir. Pour la procédure de programmation des paramètres adéquats pour le procédé...
- Page 63 Bouton de réglage de vitesse de dévidage Se servir de ce bouton pour régler la vitesse du dévidoir [1,3 à 19,8 m/min (50 à 780 po/min)]. La rotation en sens horaire augmente la vitesse du dévidoir et vice-versa. Le réglage de vitesse du fil est actif lorsque le croissant au-dessus du bouton est illuminé. Le système peut être réglé à différentes valeurs sur les côtés gauche et droit et pour les types de procédés MIG.
-
Page 64: Réglage De Pré-Gaz Et De Post-Gaz
6-8. Réglage de pré-gaz et de post-gaz La fonction post-gaz n’est pas fonctionnelle si aucun arc n’a été amorcé. Les durées de pré-gaz et de post-gaz peuvent être configurées pour chacune des sorties TIG, dévidoir gauche et dévidoir droit. Ces durées sont des réglages généraux (c.-à-d. - Page 65 Pour régler les durées de pré-gaz et de post-gaz, procéder comme suit : Sélectionner la sortie désirée : TIG, « LEFT » ou « RIGHT ». Maintenir enfoncé le bouton de purge. La soupape électromagnétique de gaz s’ouvre. Tourner le bouton de réglage de tension ou de vitesse de dévidoir. La soupape électromagnétique de gaz se referme. L’afficheur de tension indique «...
-
Page 66: Exemple De Configuration De Dévidoir Avec Côté Gauche Activé
6-9. Exemple de configuration de dévidoir avec côté gauche activé 16.5 252 614-A Commande du côté gauche activée Maintien de la gâchette désactivé Seules les commandes illuminées peuvent être modifiées ou réglées. Procédé « MIG » sélectionné Mémoire locale 1 activée OM-236891 Page 62... -
Page 67: Exemple De Configuration De Dévidoir Avec Côté Droit Activé (Dévidoir Double Seulement)
6-10. Exemple de configuration de dévidoir avec côté droit activé (dévidoir double seulement) 252 614-A Commandes du côté droit activées Maintien de la gâchette activé Seules les commandes illuminées peuvent être modifiées ou réglées. Procédé « Pulse » sélectionné Mémoire locale 2 activée OM-236891 Page 63... -
Page 68: Exemple De Configuration De Dévidoir Pour Procédés Autres Que « Mig
6-11. Exemple de configuration de dévidoir pour procédés autres que « MIG » −−− 252 614-A Procédé « non MIG » sélectionné Mémoire locale 3 activée Seules les commandes illuminées peuvent être modifiées ou réglées. OM-236891 Page 64... -
Page 69: Exemple De Purge Minutée Au Dévidoir
6-12. Exemple de purge minutée au dévidoir 252 614-A enfoncés simultanément Affichage de temps restant Seules les commandes illuminées Bouton de réglage de durée de purge peuvent être modifiées ou réglées. Boutons « Purge » et « Trigger Hold » OM-236891 Page 65... -
Page 70: Exemple D'avance Par À-Coups Du Fil
6-13. Exemple d’avance par à-coups du fil 15.3 252 614-A Bouton de réglage de longueur Bouton de réglage de vitesse d’avance Seules les commandes illuminées d’avance par à-coups du fil par à-coups du fil peuvent être modifiées ou réglées. Boutons « Jog » et « Trigger Hold » Affichage de longueur restante Affichage de vitesse d’avance enfoncés simultanément... -
Page 71: Paramètres De Base Du Pipeworx400
6-14. Paramètres de base du PipeWorx400 Acier Diamètre Vitesse de dévidage Longueur d’arc Procédé de fil IPM - po/min (m/min) de protection po (mm) 0,035 (0,9) 100 à 350 - 200 nominal +3,0 à -3,0 C8 - C15 (2,5 à 8,9 - 5,1 nominal) Zéro comme nominal 0,035 (0,9) 100 à... - Page 72 Acier Diamètre Vitesse de dévidage Longueur d’arc Procédé de fil IPM - po/min (m/min) de protection po (mm) 0,035 (0,9) 100 à 780 - 350 nominal +3,0 à -3,0 C8 - C15 (2,5 à 19,8 - 8,9 nominal) Zéro comme nominal 0,040 (1,0) 100 à...
- Page 73 Acier inoxydable Diamètre Vitesse de dévidage Longueur d’arc Procédé de fil IPM - po/min (m/min) de protection po (mm) 0,035 (0,9) 100 à 350 - 200 nominal +3,0 à -3,0 (2,5 à 8,9 - 5,1 nominal) Zéro comme nominal 0,035 (0,9) 100 à...
- Page 74 Acier inoxydable Diamètre Vitesse de dévidage Longueur d’arc Procédé de fil IPM - po/min (m/min) de protection po (mm) 0,035 (0,9) 100 à 780 - 250 nominal +3,0 à -3,0 (2,5 à 19,8 - 6,4 nominal) Zéro comme nominal 0,035 (0,9) 100 à...
- Page 75 Acier inoxydable 0,035 (0,9) 100 à 780 - 200 nominal +3,0 à -3,0 (2,5 à 19,8 - 5,1 nominal) Zéro comme nominal 0,035 (0,9) 100 à 780 - 200 nominal +3,0 à -3,0 98/2 Ox (2,5 à 19,8 - 5,1 nominal) Zéro comme nominal 0,035 (0,9) 100 à...
-
Page 76: Procédures D'amorçage Tig Lift-Arc Et Hf
Fil fourré Diamètre Tuyau pivotant/vitesse de dévidoir fixe Tension Procédé de fil IPM - po/min (m/min) de protection po (mm) Indépendant 50 à 780 - 250 nominal 24,5 à 32 - 25,0 nominal Indépendant Fil fourré/GMAW (1,3 à 19,8 - 6,4 nominal)* Remarque : Longueur d’arc - Distance de l’extrémité... -
Page 77: Section 7 − Entretien Et Dépannage
SECTION 7 − ENTRETIEN ET DÉPANNAGE 7-1. Entretien courant Couper l’alimentation avant d’effectuer l’entretien. n = Vérifier ~ = Nettoyer l = Remplacer Tous les 3 mois l Étiquettes illisibles ~ Bornes de soudage nl Câble de soudage l Pièces fissurées n Cordon et fiche 14 broches n Boyau de gaz et raccords n Câble du pistolet... -
Page 78: Restauration Des Réglages D'usine
7-3. Restauration des réglages d’usine Système au complet Une restauration complète des réglages d’usine peut être effectuée en maintenant enfoncés simultanément les boutons des mémoires locales un et quatre du poste de soudage pendant plus de quatre secondes. L’afficheur indique « rSt » et passe aux tirets cadratins lorsque la réinitialisation est complétée. -
Page 79: Commentaires
Étalonner la tension de baguette comme suit : Raccorder le voltmètre entre la borne « STICK » (au côté gauche de la façade) et la borne de masse (au centre de la façade). Sur la façade, appuyer sur le bouton de mémoire 3. La tension de circuit ouvert devrait maintenant être présente entre la borne de sortie «... -
Page 80: Et Des Modèles À 575 V (À Partir Du No. Ma380007G)
7-6. Mesure de la tension résiduelle du condensateur d’entrée des modèles à 230/460 V et des modèles à 575 V (à partir du no. MA380007G) Mettre le poste de soudage Une tension c.c. importante peut demeurer hors-tension et débrancher l’ali- condensateurs après mentation. -
Page 81: Mesure De La Tension Résiduelle Du Condensateur D'entrée Des Modèles À 575 V Des Séries Précédentes Au No Ma380007G
7-7. Mesure de la tension résiduelle du condensateur d’entrée des modèles à 575 V des séries précédentes au no MA380007G Mettre le poste de soudage hors-ten- Une tension c.c. importante peut demeurer sion et débrancher l’alimentation. sur les condensateurs après que l’alimen- tation de l’unité... -
Page 82: Entretien Périodique Du Refroidisseur
L’omission de nettoyer la crépine de façon appropriée annulera la garantie de la pompe. Tous les 6 mois nl Étiquettes nl Flexibles Tous les 12 mois Z Si le liquide frigorigène Miller est utilisé, le remplacer. OM-236891 Page 78... -
Page 83: Remplacement Du Liquide De Refroidissement
7-9. Remplacement du liquide de refroidissement Avant d’intervenir, déposer le bouchon de vidange du système de refroidissement du poste de soudage. Jetez le refroidisseur usagé conformément aux codes nationaux, régionaux et lo- caux. Ne le jetez pas dans les égouts. Bâti du refroidisseur Tiroir du refroidisseur Dévisser quatre vis sur la façade du... -
Page 84: Codes De Diagnostic Du Poste De Soudage Et Du Dévidoir
7-10. Codes de diagnostic du poste de soudage et du dévidoir Exemple d’affichage Code affiché Défaut Description Surintensité du circuit d’alimentation primaire Indique un problème au circuit d’alimentation primaire. Si ce code s’affiche, communiquer avec l’agent de service autorisé le plus près. Dysfonctionnement du capteur de température Indique un dysfonctionnement des circuits de protection thermique. - Page 85 Moteur gauche Indique une erreur causée par le moteur gauche. Vérifier s’il y a une obstruction dans la bobine de fil ainsi qu’autour et dans le boîtier du dévidoir gauche. Si ce code s’affiche toujours, communiquer avec l’agent de service autorisé le plus près. Moteur droit Indique une erreur causée par le moteur droit.
-
Page 86: Problèmes Liés Au Dépannage Du Poste De Soudage Et Du Dévidoir
7-11. Problèmes liés au dépannage du poste de soudage et du dévidoir Si le poste de soudage et le dévidoir ne se mettent PAS en marche après que tous les raccordements aient été effectués, faire les vérifications indiquées ci-dessous avant de communiquer avec votre agent de service autorisé. La fiche du poste de soudage est branchée et le poste ne se met pas en fonction après avoir appuyé... -
Page 87: Dépannage Du Poste De Soudage
7-12. Dépannage du poste de soudage Problème Mesure corrective Pas de courant de soudage ; Mettre le sectionneur en position de marche (voir le Section 5-11). appareil en panne totale. Vérifier et remplacer le(s) fusible(s), le cas échéant, ou réarmer le disjoncteur (voir le Section 5-11). Vérifier si le raccordement du câble d’alimentation est correct (voir le Section 5-11). -
Page 88: Dépannage Du Dévidoir
7-13. Dépannage du dévidoir Couper l’alimentation avant d’effectuer le dépannage. Problème Mesure corrective Le fil de soudage se dévide, le gaz de Vérifier le raccordement des câbles. Vérifier la continuité des câbles et au besoin réparer protection circule mais le fil électrode ou remplacer les câbles. - Page 89 Commentaires OM-236891 Page 85...
-
Page 90: Section 8 − Schema Electrique
SECTION 8 − SCHEMA ELECTRIQUE Figure 8-1. Schéma électrique de la source de courant de soudage OM-236891 Page 86... - Page 91 278371B OM-236891 Page 87...
- Page 92 Figure 8-2. Schéma électrique pour la tête de soudage simple ou double OM-236891 Page 88...
- Page 93 236 220-G OM-236891 Page 89...
- Page 94 238662C Figure 8-3. Schéma électrique pour refroidisseur OM-236891 Page 90...
- Page 95 Torch Pump Filter Radiator Flow Indicator Tank Figure 8-4. Schéma de débit pour refroidisseur OM-236891 Page 91...
-
Page 96: Section 9 − Haute Frequence (Hf)
SECTION 9 − HAUTE FREQUENCE (HF) 9-1. Procédés de soudage HF Tension HF TIG − soutient l’arc pour sauter l’entrefer entre la torche et la pièce et/ou stabiliser l’arc. Pièce high_freq1_05_10fre − S-0693 9-2. Installation présentant les sources d’interférence HF possibles Zone de soudage 11, 12 50 pi... -
Page 97: Installation Recommandée Pour Réduire Les Interférences Hf
9-3. Installation recommandée pour réduire les interférences HF Zone de soudage 15 m 15 m Mise à la terre de tous les objets métal- liques et du câblage dans la zone de sou- dage avec du câble Mise à la terre #12 AWG de la pièce si les codes... -
Page 98: Section 10 − Liste Des Pieces
SECTION 10 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 805149-G Figure 10-1. Main Assembly OM-236891 Page 94... - Page 99 Quantity Model Item Dia. Part Mkgs. Description 907382 907384 Figure 10-1. Main Assembly ....+23480 Panel, Rear ..........
- Page 100 Quantity Model Item Dia. Part Mkgs. Description 907382 907384 Figure 10-1. Main Assembly ....236968 Overlay, Secondary Panel ........
- Page 101 Quantity Model Item Dia. Part Mkgs. Description 907382 907384 Figure 10-1. Main Assembly ... . 244428 ..Circuit Card Assy, Process Control w/Program ....
- Page 102 La visserie est seulement disponible que si elle figure sur la liste. 805 300-A Figure 10-2. Cooler Item Dia. Part Mkgs. Description Quantity Figure 10-2. Cooler ... . . 173263 Motor, 1/4hp 115VAC 50/60Hz 1425/1725 RPM Dual .
- Page 103 Item Dia. Part Mkgs. Description Quantity Figure 10-2. Cooler ......Front Panel Assy, w/Cmpnts (Includes) .
- Page 104 La visserie est seulement disponible que si elle figure sur la liste. 10 11 31 − Figure 10-5 805 152-C Figure 10-3. Single Wire Feeder OM-236891 Page 100...
- Page 105 Item Dia. Part Mkgs. Description Quantity Figure 10-3. Single Wire Feeder ... . +234243 Wrapper, Single Feeder ..........
- Page 106 La visserie est seulement disponible que si elle figure sur la liste. 31 − Figure 10-5 30 − Figure 10-5 805 150-C Figure 10-4. Dual Wire Feeder OM-236891 Page 102...
- Page 107 Item Dia. Part Mkgs. Description Quantity Figure 10-4. Dual Wire Feeder ... . . 142838 Bracket, Mtg Spool RH ..........
- Page 108 Item Dia. Part Mkgs. Description Quantity Figure 10-4. Dual Wire Feeder ......Panel Assy, PCB Support (Includes) .
-
Page 109: Commentaires
Commentaires OM-236891 Page 105... - Page 110 La visserie est seulement disponible que si elle figure sur la liste. See Tableau 10-1 For Drive Roll & Wire Guide Kits Ref. 245244D Figure 10-5. Drive Assembly, Wire Item Dia. Part Mkgs. Description Quantity Figure 10-5. Drive Assembly, Wire (Figure 10-3 Item 31 And Figure 10-4 Items 30 And 31) .
- Page 111 Item Dia. Part Mkgs. Description Quantity Figure 10-5. Drive Assembly, Wire (Continued) ..... 203642 Pressure Arm, R & Vert L 4 Roll (Includes Items 11−20) .
- Page 112 La visserie est seulement disponible que si elle figure sur la liste. 805302-D Figure 10-6. Running Gear OM-236891 Page 108...
- Page 113 Item Dia. Part Mkgs. Description Quantity Figure 10-6. Running Gear ... . . 236827 Handle, Power Source ..........
- Page 114 La visserie est seulement disponible que si elle figure sur la liste. 805 301-A / Ref. 239 780-B Figure 10-7. Composite Cables Quantity Model Item Dia. Part 5 ft 25 ft 50 ft Mkgs. Description 300367 300454 300456 Figure 10-7. Composite Cables .
- Page 115 La visserie est seulement disponible que si elle figure sur la liste. 805 148-B Figure 10-8. Cable Hanger Assembly Item Dia. Part Mkgs. Description Quantity Figure 10-8. Cable Hanger Assembly ... . . 285304 Bracket, Cable Holder w/Edge Trim .
- Page 116 La visserie est seulement disponible que si elle figure sur la liste. 805 318-A Figure 10-9. Feeder Cart OM-236891 Page 112...
- Page 117 Item Dia. Part Mkgs. Description Quantity Figure 10-9. Feeder Cart ... . . 217255 Slide, Drawer ............
- Page 118 Commentaires...
-
Page 119: Garantie
Entrée en vigueur le 1 janvier 2018 (Equipement portant le numéro de série précédé de “MJ” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des conditions Ensembles d’entraînement de fil Subarc... -
Page 120: Dossier De L'utilisateur
Pour vous aider à déposer ou régler une demande d’indemnisation, veuillez communiquez avec votre revendeur ou service de transport du fabricant de l’équipement. TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2018 Miller Electric Mfg. LLC 2018−01...