Miller PipePro 450 RFC Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour PipePro 450 RFC:
- Manuel de l'utilisateur (86 pages) ,
- Manuel de l'utilisateur (56 pages) ,
- Manuel de l'utilisateur (84 pages)

Manuels Connexes pour Miller PipePro 450 RFC













Sommaire des Matières pour Miller PipePro 450 RFC
- Page 1 OM-223 586B/fre Février 2005 Procédés MIG−pulsé Soudage fil fourré Soudage automatique Description Interface de soudage automatique et poste de soudage PipePro 450 RFC MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION ......1-1. -
Page 4: Déclaration De Conformité Pour Les Produits De La Communauté Européenne (Ce)
Communauté européenne (CE) REMARQUE Ces renseignements sont fournis pour les appareils homologués pour la CE (voir l’étiquette signalétique fixée à l’appareil). Miller Electric Mfg. Co. Nom du fabricant: 1635 W. Spencer Street Adresse du fabricant: Appleton, WI 54914 USA PipeProE 450 RFC Déclare que le produit:... -
Page 5: Section 1 − Consignes De Sécurité − À Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION som_fre 8/03 1-1. Signification des symboles Signifie « Mise en garde. Faire preuve de vigilance. » Cette procédure présente des risques identifiés par les symboles adjacents aux directives. Ce groupe de symboles signifie « Mise en garde. Faire preuve de vigi- Y Identifie un message de sécurité... - Page 6 LES RAYONS DE L’ARC peuvent cau- LES ACCUMULATIONS DE GAZ peu- ser des brûlures oculaires et cuta- vent causer des blessures ou même nées. la mort. Le rayonnement de l’arc génère des rayons visibles et D Couper l’alimentation en gaz protecteur en cas de invisibles intenses (ultraviolets et infrarouges) suscep- non utilisation.
-
Page 7: Autres Symboles Relatifs À L'installation, Au Fonctionnement Et À L'entretien De L'appareil
1-3. Autres symboles relatifs à l’installation, au fonctionnement et à l’entretien de l’appareil. Risque D’INCENDIE OU D’EXPLO- LES ORGANES MOBILES peuvent SION causer des blessures. D Ne pas placer l’appareil sur une surface inflam- D Se tenir à l’écart des organes mobiles comme les mable, ni au−dessus ou à... -
Page 8: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, norme ANSI Z49.1, Rexdale, Rexdale (Ontario) Canada M9W 1R3 (téléphone : (800) de l’American Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 463−6727 ou à Toronto : (416) 747−4044, site Web : www.csa−interna- (téléphone : (305) 443−9353, site Web : www.aws.org). -
Page 9: Section 2 − Définitions
SECTION 2 − DÉFINITIONS 2-1. Définitions des symboles d’avertissement du fabricant Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Danger de mort par électrocution de l’électrode ou du fil de soudage. 1.1 Porter des gants d’isolation secs. Ne pas toucher l’électrode à... - Page 10 Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Danger de mort par choc électrique au contact des fils. Débrancher le connecteur d’alimentation ou le courant avant de travailler sur la machine. Les condensateurs d’alimentation conservent une tension dangereuse >...
-
Page 11: Symboles Et Définitions
2-2. Symboles et définitions Courant continu Courant alternatif Ampérage Tension (DC) (AC) Commande Sortie Coupe-circuit Marche à distance Tension Arrêt Positif Négatif d’alimentation Terre de protection Arc force Tension constante Inductance (terre) Convertisseur transformateur Branchement au Augmenter Soudage MIG redresseur de secteur fréquence statique triphasé... -
Page 12: Section 3 − Installation
SECTION 3 − INSTALLATION NOTE L’appareil peut avoir une apparence différente de celle qui est illustrée dans le manuel. 3-1. Spécifications Ampérage d’entrée en Puissance fonction de la puissance Puissance Plage de Tension à Puissance d’ali- Alimentation nominale, 60 Hz, d’alimentation en nominale tension... -
Page 13: Facteur De Marche Et Surchauffe
3-3. Facteur de marche et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage nominal sans surchauffe. En cas de surchauffe de l’appareil, le(s) thermostat(s) se déclenche(nt), MODE la sortie s’arrête et le ventilateur se TRIPHASÉ... -
Page 14: Choix D'un Emplacement
3-5. Choix d’un emplacement Y Ne déplacer faire Renversement Manutention fonctionner l’appareil dans un endroit où il peut se renverser. Y Ne pas empiler les appareils. Emplacement Y Une installation spéciale peut s’imposer en présence de liquides Attention risque basculement. volatiles ou d’essence - voir NEC Article 511 ou CEC Section 20. -
Page 15: Schéma Des Connexions De L'équipement
3-6. Schéma des connexions de l’équipement Source du courant de soudage Câble de détection tension Connecter le câble de détection de la tension à la prise correspondante en face avant du poste. Prolongateurs (option) Câbles d’interconnexion Brancher la prise 72−broches au connecteur entrées/sorties corres- pondant à... -
Page 16: Prises Et Coupe-Circuit Du Panneau Arrière
3-7. Prises et coupe-circuit du panneau arrière Prise RC2 115 V 10 A AC La prise fournit l’alimentation monopha- sée sous 60 Hz. La sortie maximale de RC2 est limitée par le disjoncteur CB2 à 10 A. Coupe-circuit CB1 Coupe circuit CB2 CB1 protège la prise RC2 de 115 V contre les surcharges. -
Page 17: Choix De La Dimension Des Câbles
3-9. Choix de la dimension des câbles* Y LE SOUDAGE À L’ARC peut causer des interférences électromagnétiques. Pour réduire une interférence possible, maintenir les câbles de soudage aussi courts, aussi proches l’un de l’autre, et aussi bas (par terre, par exemple) que possible. Exécuter le soudage à une distance de 100 mètres de tout équipement électroni- que sensible. -
Page 18: Fonctions De La Prise Périphérique
3-10. Fonctions de la prise périphérique Fonction Prise Informations concernant la prise Non utilisé. Non utilisé. Circuit commun. Non utilisé. La fermeture du contact en F indique que le contacteur de débit du liquide de refroidissement est Signal d’entrée fermé et que le système de recyclage du liquide est du contacteur de opérationnel. -
Page 19: Fonctions De Commande Du Moteur
3-11. Fonctions de commande du moteur Prise Informations concernant la prise Non utilisé. +40 volts DC. Non utilisé. +40 volts DC retour. Non utilisé. Non utilisé. Electrode sense. Non utilisé. Non utilisé. Non utilisé. Ref. 803 245-B 3-12. Guide d’entretien électrique 50/60 Hz Tension d’alimentation Ampérage d’entrée en fonction de la puissance nominale... -
Page 20: Branchement De L'alimentation Électrique
3-13. Branchement de l’alimentation électrique Y Couper la source d’alimen- tation de soudage et vérifier la tension aux condensateurs d’entrée conformément à la Section 7-3 avant de poursuivre. Y De mauvais branchements peuvent provoquer des élec- trocutions et endommager le poste. -
Page 21: Fonctionnement Du Capteur Tactile
3-14. Fonctionnement du capteur tactile Le capteur tactile permet au robot de localiser le joint de soudage à l’aide du système d’alimentation du fil et de la source de courant de soudage. Lorsque cette fonction est activée au niveau de la prise périphérique, les bornes de sortie de soudure fournissent un trajet pour la tension du capteur tactile. -
Page 22: Section 4 − Fonctionnement
SECTION 4 − FONCTIONNEMENT 4-1. Termes de fonctionnement On trouvera ci-après une énumération des expressions et leurs définitions applicables à cette interface : Expressions générales : Accu-pulse Procédé pulsé utilisant des rampes de courant constant avec contrôle constant de la tension de pointe et de base. -
Page 23: Commandes Du Panneau Avant
4-2. Commandes du panneau avant (voir 4-3) Setup Adjust Arc Control Quand un voyant est allumé, cela veut dire que la fonction correspondante est active. 219 712-A Afficheur du programme personnalisés se crée avec l’ordinateur de Voyant de type de gaz poche avec le logiciel File Management/ Affiche le numéro du programme en cours. -
Page 24: Commandes Du Panneau Avant − Suite
4-3. Commandes du panneau avant − suite (voir Section 4-2) Voyant Arc Control 13 Afficheur inférieur préréglées sont affichées pendant le soudage. Le voyant s’allume pour indiquer que la touche Appuyer sur la touche d’affichage de la de l’Arc Control est activée. Le voyant s’éteint Si on utilise un ordinateur de poche avec le vitesse fil ou de l’ampérage pour afficher quand la touche est désactivée. - Page 25 Table 5-1. Programmes de soudage Diamètre Gamme vitesse fil Type Type Procédé Procédé Type Fil Type Fil Gaz de protection Gaz de protection Alliage Alliage pouce pouces/min mètres/min 100% CO 50−400 1,3−10,2 75% Argon, 25% CO ,035 ,035 90% Argon, 10% CO 50−350 50−350 1,3−8,9...
- Page 26 Table 5-1. Programmes de soudage (suite) Diamètre Gamme vitesse fil Type Type Procédé Procédé Type Fil Type Fil Gaz de protection Gaz de protection Alliage Alliage pouce pouces/min mètres/min 90% Argon, 5% CO 90% Argon, 10% CO ,035 ,035 50−780 50−780 1,3−19,8 1,3−19,8...
-
Page 27: Interrupteurs Du Panneau Avant
4-4. Interrupteurs du panneau avant Ref. 803 246-B Interrupteur d’alimentation AUTO WAIT Met le poste sous tension ou coupe la tension. NET WAIT est l’indication de la mise à jour du AUTO 450 indique le logiciel en cours de La séquence de mise sous tension peut durer réseau et indique que le réseau de contrôle chargement. -
Page 28: Mode De Réinitialisation
4-5. Mode de réinitialisation Le mode de réinitialisation n’est pas disponible quand le blocage de programme est activé. Le mode de réinitialisation permet à l’opérateur de recharger la configura- tion du programme d’usine pour les huit programmes actifs du poste. Les données de configuration du système seront perdues pendant la réinitialisation. -
Page 29: Section 6 − Maintenance
SECTION 5 − MAINTENANCE 5-1. Maintenance de routine Y Débrancher l’alimenta- Augmenter la fréquence tion avant d’effectuer des travaux d’entretien des travaux d’entretien. dans des conditions de service sévères. 3 mois Nettoyer et Remplacer Remplacer toute serrer des étiquettes conduite de gaz les bornes endommagées endommagée... -
Page 30: Section 7 − Précautions De Sécurité Pour Les Interventions
SECTION 6 − PRÉCAUTIONS DE SÉCURITÉ POUR LES INTERVENTIONS 6-1. Symboles utilisés safety_stm 8/03 Symbole graphique d’avertissement! Attention! Cette procédure comporte des risques possibles! Les dangers éventuels sont représentés par les symboles graphiques joints. Y Indique un message de sécurité particulier Ce groupe de symboles signifient Avertissement! Attention! Risques d’ÉLECTROCUTION, ORGANES MOBILES et PARTIES CHAUDES. -
Page 31: Proposition Californienne 65 Avertissements
DES ORGANES MOBILES peuvent provoquer LE RAYONNEMENT HAUTE FRÉQUENCE (H.F.) des blessures. risque de provoquer des interférences. D S’abstenir de toucher des organes mobiles tels D Le rayonnement haute fréquence (H.F.) peut que des ventilateurs. provoquer interférences avec D Maintenir fermés et verrouillés les portes, équipements de radio-navigation et de panneaux, recouvrements et dispositifs de communication, les services de sécurité... - Page 32 Notes OM-223 586 Page 28...
-
Page 33: Section 8 − Dépannage
SECTION 7 − DÉPANNAGE 7-1. Mode Test Manuel Setup Adjust Arc Control Le mode Test Manuel est un outil de dépan- Entrer dans le mode Test Manuel en appuyant l’afficheur du bas. Appuyer sur le bouton de nage qui permet de passer manuellement sur les boutons de configuration et de vitesse d’avance du fil/ampérage pour outre certaines valeurs de commande du... - Page 34 7-2. Diagnostics Les messages d’erreur suivants apparaissent dans les afficheurs du haut et du bas pour indiquer des erreurs spécifiques. Les explications sont dans le texte ci-dessous : COOL FLOW TERRE LINE MOTR Indique une erreur Indique une erreur Indique une erreur Indique une erreur Indique une erreur Indique une erreur...
- Page 35 7-2. Diagnostics (suite) MOTR OVER OVER CRNT WAIT Indique une erreur Indique une erreur Indique une erreur de Indique une erreur de de communication de surintensité. communication UIM. courant secondaire moteur. trop élevé. MOTR COM trop forte. Vérifier et corriger la puissance OVER MAX •...
-
Page 36: Dépose Du Capot Pour Mesurer La Tension D'alimentation Des Condensateurs
7-3. Dépose du capot pour mesurer la tension d’alimentation des condensateurs Arrêter le courant de soudage et Y Après l’arrêt de l’appareil, une tension DC. signifi- débrancher l’alimentation. cative peut rester dans les condensateurs. Avant de travailler sur l’appareil, contrôler toujours la Dépose du capot tension des trois onduleurs comme indiqué, pour Carte de raccordement PC2... -
Page 37: Voyant De Diagnostic De La Carte Process Soudage Pc4
7-4. Voyant de diagnostic de la carte process soudage PC4 Carte process soudage PC4 Les LED de diagnostic sont visibles à l’intérieur de l’appareil, situées sur la PC4 montée sur le plateau supérieur. Se reporter à la Section 7-5 pour plus d’informations relatives aux voyants de diagnostic. -
Page 38: Voyants De Diagnostic De La Carte Du Moteur Pc7 Et Réglage Des Micro-Interrupteurs
7-6. Voyants de diagnostic de la carte du moteur PC7 et réglage des micro-interrupteurs LED1 LED2 218 559-A / 803 251-B Carte du moteur PC5 Remettre le capot en place après avoir Les micro-interrupteurs servent à identifier vérifié les LED de diagnostic. chaque carte du réseau interne. -
Page 39: Voyants De Diagnostic Du Module Affichage Pc7
7-8. Voyants de diagnostic du module affichage PC7 LED1 LED2 218 559-A / 803 251-B Module Affichage PC7 Remettre le capot en place après avoir Les micro-interrupteurs servent à identifier vérifié les voyants de diagnostic. chaque carte du réseau interne. Les régla- Les voyants de diagnostic sont visibles à... -
Page 40: Voyants De Diagnostic Du Module Automation Pc9
7-10. Voyants de diagnostic du module automation PC9 LED11 LED25 LED28 LED13 LED12 LED14 LED27 LED31 LED30 LED1 LED2 LED3 LED4 LED5 LED6 LED7 LED8 LED9 LED10 LED32 LED33 LED15 LED29 LED20 LED19 LED18 LED16 LED21 LED22 LED23 LED24 LED26 LED17 216 958-A / Ref. - Page 41 7-11. Voyants de diagnostic du module automation PC9 État Diagnostic Marche Signal d’entrée provenant du robot activé pour avance manuelle du fil Arrêt Signal d’entrée provenant du robot désactivé pour absence d’avance manuelle du fil Marche Signal d’entrée provenant du robot activé pour activer le contacteur Arrêt Signal d’entrée provenant du robot désactivé...
- Page 42 État Diagnostic Marche Signal d’entrée activé provenant du relais K3 pour source de soudage prête et absence d’erreurs détectées Arrêt Signal d’entrée désactivé provenant du relais K3 pour poste de soudure non prêt, des erreurs sont détectées ou le poste est en mode de fonctionnement empêchant l’activation du signal prêt Marche Signal d’entrée activé...
- Page 43 7-12. Tableau d’état du réseau Les circuits imprimés PC4, PC7 et PC9 ont deux voyants bicolores (vert/rouge) qui indiquent la communication entre les cartes. Voir les explications du sens des voyants dans le tableau ci-dessous. État Diagnostic Arrêt La carte n’est pas alimentée ou le logiciel ne s’exécute pas. Vert La carte fonctionne normalement.
-
Page 44: Section 9 − Schema Electrique
SECTION 8 − SCHEMA ELECTRIQUE Figure 8-1. Schéma électrique pour la source de courant de soudage ( 1 de 2 ) OM-223 586 Page 40... - Page 45 Ne jamais toucher les pièces électri- Mise en garde ques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entre- tien de l’appareil. Ne pas faire fonctionner sans les ca- pots. Danger L’installation, l’utilisation et la main- d’électrocution tenance doivent être effectuées par des personnes qualifiées.
- Page 46 Figure 8-2. Schéma électrique pour la source de courant de soudage ( 2 de 2 ) OM-223 586 Page 42...
- Page 47 Ne jamais toucher les pièces électri- Mise en garde ques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entre- tien de l’appareil. Ne pas faire fonctionner sans les ca- pots. Danger L’installation, l’utilisation et la main- tenance doivent être effectuées par d’électrocution des personnes qualifiées.
-
Page 48: Section 10 − Liste Des Pieces
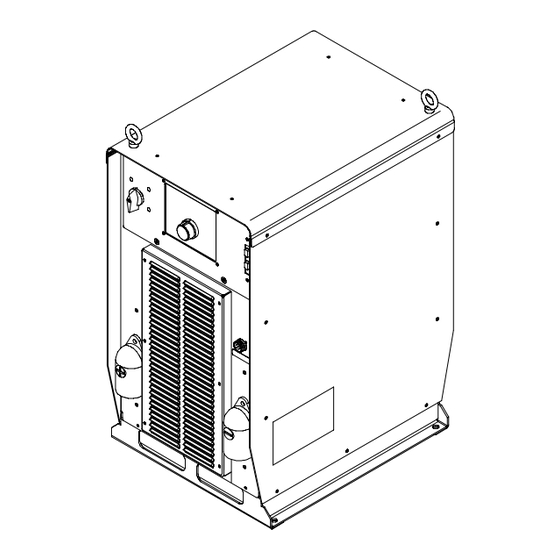
SECTION 9 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 4 − Fig 9-3 5 − Fig 9-2 7 − Fig 9-4 16 − Fig 9-5 Ref. 803 247-C Figure 9-1. Ensemble principal OM-223 586 Page 44... - Page 49 Item Dia. Part Mkgs. Description Quantity Figure 9-1. Ensemble principal ....212543 . . . Xfmr, Control Toroidal 665 VAC Pri 1900 VA 60 Hz ....
- Page 50 Item Dia. Part Mkgs. Description Quantity Figure 9-2. Windtunnel Assembly LH And RH (Fig 9-1 Item 6) ....214597 . . . Windtunnel, LH w/Components (including).
- Page 51 La visserie est seulement disponible que si elle figure sur la liste. Ref. 802 916-B Figure 9-3. Top Tray Assembly Item Dia. Part Mkgs. Description Quantity Figure 9-3. Top Tray Assembly (Fig 9-1 Item 4) ..PC12 .
- Page 52 La visserie est seulement disponible que si elle figure sur la liste. 803 248-D Figure 9-4. Rear Panel Assembly Item Dia. Part Mkgs. Description Quantity Figure 9-4. Rear Panel Assembly (Fig 9-1 Item 8) ..
- Page 53 La visserie est seulement disponible que si elle figure sur la liste. Ref. 803 249-C Figure 9-5. Front Panel Assembly Item Dia. Part Mkgs. Description Quantity Figure 9-5. Front Panel Assembly (Fig 9-1 Item 14) ..
- Page 54 Item Dia. Part Mkgs. Description Quantity Figure 9-5. Front Panel Assembly (Fig 9-1 Item 14) (Continued) ....216966 . . . Cover, Connector D-sub 9 pin Male w/Chain .
- Page 55 Entrée en vigueur le 1 janvier 2005 (Equipement portant le numéro de série précédé de “LE” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
-
Page 56: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2005 Miller Electric Mfg. Co. 1/03...