
Manuels Connexes pour Miller XMT 350 CC Auto-Line














Sommaire des Matières pour Miller XMT 350 CC Auto-Line
- Page 1 OM-2247/cfr 220 025 Y 2012−11 Procédés Soudage multiprocédé Description Source d’Alimentation pour le Soudage à l’Arc ™ XMT 350 CC/CV Auto-Line ™ MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . -
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2011−10 Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un les sources de soudage onduleur UNE FOIS incendie ou une explosion. l’alimentation coupée. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
ACCUMULATIONS LES BOUTEILLES peuvent exploser risquent de provoquer des blessures si elles sont endommagées. ou même la mort. Les bouteilles de gaz comprimé contiennent du gaz D Fermer l’alimentation du gaz comprimé en cas sous haute pression. Si une bouteille est endommagée, elle peut exploser. -
Page 8: Proposition Californienne 65 Avertissements
Les PIÈCES MOBILES peuvent RAYONNEMENT HAUTE causer des blessures. FRÉQUENCE (H.F.) risque provoquer des interférences. D Ne pas s’approcher des organes mobiles. D Ne pas s’approcher des points de coincement D Le rayonnement haute fréquence (H.F.) peut tels que des rouleaux de commande. provoquer des interférences avec les équi- pements de radio−navigation et de com- LES FILS DE SOUDAGE peuvent... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone: is available as a free download from the American Welding Society at 800-463-6727, website: www.csa-international.org). http://www.aws.org or purchased from Global Engineering Documents Safe Practice For Occupational And Educational Eye And Face Protec- (phone: 1-877-413-5184, website: www.global.ihs.com). - Page 10 OM-2247 Page 6...
-
Page 11: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Symboles et Définitions supplémentaires relatifs à la Sécurité Certains symboles ne se trouvent que sur les produits CE. Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Safe1 2012−05 Ne pas jeter le produit (si applicable) avec les déchets ménagers. Réutiliser ou recycler les déchets d’équipements électriques et électroniques (DEEE) et les jeter dans un conteneur prévu à... - Page 12 Ne pas effectuer de soudures sur des cylindres ou des conteneurs fermés. Safe16 2012−05 Ne pas enlever ou recouvrir l’étiquette de peinture. Safe20 2012−05 Débrancher la prise ou couper l’alimentation avant toute intervention sur l’appareil. Safe30 2012−05 Les morceaux ou pièces éjectées peuvent blesser. Toujours porter un masque pour faire l’entretien de l’appareil. Safe27 2012−05 Porter des manches longues et boutonner son col pour faire l’entretien de l’appareil.
-
Page 13: Symboles Et Définitions Divers
2-2. Symboles et définitions divers Ampérage Tension Sous tension Hors tension Sortie Positive Négative A distance Soudage à Soudage MIG/ Soudage TIG Tension d’entrée l’electrode enrobée Commande au Lift-Arc TIG Pour cent Connexion de ligne pied Pulsé Augmenter Monophasé Triphasé OM−2247 Page 9... -
Page 14: Section 3 − Introduction
SECTION 3 − INTRODUCTION 3-1. Spécifications Intensité d’alimentation RMS pour la Tension puissance nominale, 60 Hz triphasé aux Plage de max. tensions de charge NEMA et classe I Alimen- Puissance Plage de tension en courant en circuit 208 V 230 V 400 V 460 V 575 V... -
Page 15: Facteur De Marche Et Surchauffe
3-3. Facteur de marche et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage nominal sans surchauffe. En cas de surchauffe de l’appareil, la sortie s’arrête, un message d’aide est affiché et le ventilateur fonctionne. -
Page 16: Section 4 − Installation
SECTION 4 − INSTALLATION 4-1. Emplacement du numéro de série et de la plaque signalétique Le numéro de série et les données signalétiques de ce produit se trouvent à l’arrière. La plaque signalétique permet de déterminer l’alimentation élec- trique requise et/ou la puissance nominale. Consigner le numéro de série dans la zone prévue à cet effet sur le dos de couverture du présent guide afin de pouvoir vous y référer ultérieurement 4-2. -
Page 17: Boîtiers Du Courant De Soudage Et Choix De La Dimension Des Câbles
4-3. Boîtiers du courant de soudage et choix de la dimension des câbles* NOTE − La longueur de câble totale du circuit de soudage (voir tableau ci−dessous) est la longueur cumulée des deux câbles de soudage. Par ex- emple, si la source de courant est à 30 m de la pièce à souder, la longueur de câble totale du circuit de soudage est de 60 m (2 câbles de 30 m). Utiliser la colonne 60 m pour déterminer le calibre du câble. -
Page 18: Indications Concernant La Prise De Commande À Distance 14 Broches
4-4. Indications concernant la prise de commande à distance 14 broches Prise* Informations concernant la prise À DISTANCE 14 24 V AC . Protégé par disjoncteur de protection 24 V AC additionnel CB2. CONTACTEUR La fermeture du contact avec A referme le circuit DE SORTIE de commande du contacteur 24 V AC. - Page 19 4-6. Fonctionnement de l’électrovanne de gaz en option et raccordement du gaz de protection Enchaîner la bouteille de gaz au mécanisme de roulement, au mur, ou à tout autre support stationnaire pour empêcher la bouteille de tom- ber et de casser le robinet. Bouteille Régulateur/débitmètre Installer pour que la face soit verti-...
-
Page 20: Guide D'entretien Électrique
4-7. Guide d’entretien électrique NOTE − ATTENTION: UNE TENSION D’ALIMENTATION INADEQUATE peut endommager cette source de soudage. La tension entre phase et terre ne doit pas excéder +10% de la tension d’alimentation nominale. NOTE − La tension d’alimentation ne peut en aucun cas excéder -10% du minimum ou +10% du maximum du voltage d’entrée indiqué dans la table. La sortie de soudage n’est pas disponible si la tension d’alimentation sort de cette plage. - Page 21 Notes OM−2247 Page 17...
-
Page 22: Branchement De L'alimentation Monophasé
4-8. Branchement de l’alimentation monophasé = Terre PE Outils nécessaires : Input1 2012−05 − Ref. 803 766-C OM−2247 Page 18... -
Page 23: Branchement De L'alimentation Monophasé (Suite)
4-8. Branchement de l’alimentation monophasé (suite) comprise entre 120 et 460 V AC sans dépose Débrancher le dispositif de coupure de L’installation doit répondre à tous les le couvercle de refaire le source de courant. ligne de mise à la terre du poste. codes nationaux et locaux −ne confier Débrancher les bornes des phases du la pose qu’à... -
Page 24: Branchement De L'alimentation Triphasé
4-9. Branchement de l’alimentation triphasé = Terre PE Outils nécessaires : input2 2012−05 − Ref. 803 766-C OM−2247 Page 20... -
Page 25: Branchement De L'alimentation Triphasé (Suite)
4-9. Branchement de l’alimentation triphasé (suite) L’appareil peut être raccordé à une ten- Débrancher les bornes des phases du L’installation doit répondre à tous les sion comprise entre 120 et 460 V AC dispositif. codes nationaux et locaux −ne confier sans dépose le couvercle de refaire le la pose qu’à... -
Page 26: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Commandes du panneau avant nterrupteur d’alimentation mettre l’arc force dans la position maximum. Réglé sur maximum, l’ampérage de court-cir- cuit augmente avec une faible tension d’arc Prise de commande à distance 14 Le ventilateur est commandé par thermo- pour soutenir l’amorçage de l’arc ainsi que ré- broches stat et il ne fonctionne que si un ref-... -
Page 27: Fonctions De Compteur
5-2. Fonctions de compteur Les compteurs affichent les valeurs effectives du courant de soudage pendant trois secondes environ après la rupture de l’arc. Mode Affichage en marche à vide Lecture du compteur pendant le soudage 71.7 10.3 Amorçage TIG au gratté Tension effective Réglage de l’ampérage Tension effective... -
Page 28: Procédé Tig Lift-Arc
5-4. Procédé TIG Lift-Arc Avec le sélecteur de procédé dans la position TIG Lift-Arc, amorcer l’arc comme suit : Électrode TIG Pièce Mettre l’électrode de tungstène en contact avec la pièce au point de départ de la soudure, maintenir l’électrode sur la pièce pendant 1 à... -
Page 29: Section 6 − Maintenance Et Dépannage
SECTION 6 − MAINTENANCE ET DÉPANNAGE 6-1. Maintenance de routine Augmenter la fréquence des travaux Débrancher l’alimentation avant d’effectuer des travaux d’entretien dans des conditions de d’entretien. service sévères. 3 Mois Réparer ou Remplacer Remplacer le remplacer les des étiquettes corps de torche câbles fissurés. -
Page 30: Écrans D'aide Voltmètre/Ampèremètre
6-3. Écrans d’aide voltmètre/ampèremètre Les directions gauche/droite sont déterminées par rapport à la face avant de poste. Tous les circuits électriques mentionnés se trou- vent à l’intérieur du poste. HE.L P−1 Affichage d’aide 1 Indique une défaillance du circuit de puissance primaire. -
Page 31: Dépannage
6-4. Dépannage Cause Remède Pas de courant de soudage, poste non Mettre l’interrupteur de coupure de ligne sur la position marche (voir Sections 4-8 et 4-9). opérationnel. Contrôler et remplacer le(s) fusible(s) de ligne, si nécessaire, ou réarmer le coupe-circuit (voir Sections 4-8 et 4-9). -
Page 32: Section 7 − Schema Electrique
SECTION 7 − SCHEMA ELECTRIQUE Mise en garde Ne jamais toucher les pièces électriques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entretien de l’appareil. Ne pas faire fonctionner sans les capots. L’installation, l’utilisation et la maintenance doivent être Danger effectuées par des personnes qualifiées. - Page 33 256 230-A OM-2247 Page 29...
-
Page 34: Section 8 − Liste Des Pièces
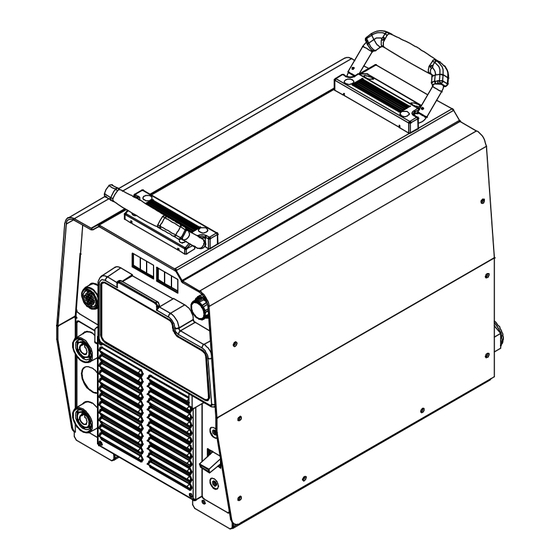
SECTION 8 − LISTE DES PIÈCES 803 690-K Figure 8-1. Ensemble des pièces OM−2247 Page 30... - Page 35 Repère Composant Référence Description Qté Figure 8-1. Ensemble des pièces ....216 034 Wrapper (Includes Insulators and Safety Labels) ....
- Page 36 Repère Composant Référence Description Qté Figure 8-1. Ensemble des pièces (suite) ....217 480 Label, Warning Incorrect Connections ......
- Page 37 Repère Composant Référence Description Qté Figure 8-1. Ensemble des pièces (suite) ♦♦258 713 ....Rcpt Assy, Tw Lk Insul Fem (Tweco) Bolted (Includes) ....
- Page 38 Vue du Windtunnel, côté droit Étiquette (6) situé sur le dessus du Windtunnel. Figure 8-2 Capot / Emplacement des étiquettes − modèles Français 221 900-F Repère Référence Description Qté Figure 8-2. Capot / Emplacement des étiquettes − modèles Français ..
- Page 39 Entrée en vigueur le 1 janvier 2012 (Equipement portant le numéro de série précédé de “MC” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des conditions 90 jours —...
-
Page 40: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2012 Miller Electric Mfg. Co. 2012−01...