Table des Matières
Publicité
Liens rapides
MANUEL UTILISATEUR
CC/CV Source d'alimentation c.c. pour le soudage MIG, MIG-PULSE, FIL FOURRE, TIG, TIG-PULSÉ et EE
Gamme
de
Puissance
tension
en mode
nominale de
soudage
CV
Facteur de
marche 60%:
400 A @ 36 V
c.c.
10-36
Facteur de
marche 100%:
300 A @ 32 V
c.c.
*Pendant la marche à vide
cover_om 4/95 – ST-146 127-C
XMT 400 CC/CV -
Tension
c.c.
Gamme
maximum
d'ampé-
de marche
rage en
à vide
nominal
mode CC
5-400
80
1996 MILLER Electric Mfg. Co.
Janvier 1996
Correspond au no. de série KG049529
Ampérage d'entrée en fonction de
la puissance nominale, 50 Hz,
triphasé
Facteur de
IP
marche 60%
380 V
415 V
32,6
30,4
23
(0,9)*
(0,9)*
Format: OM-139 426K/fre
Facteur de
marche 100%
380 V
415 V
KVA
23
21,6
21,7
(0,7)*
(0,6)*
(0,52)*
IMPRIME AUX USA
KW
16,6
(0,16)*
Publicité
Table des Matières

Manuels Connexes pour Miller XMT 400 CC/CV












Sommaire des Matières pour Miller XMT 400 CC/CV
- Page 1 21,6 21,7 16,6 10-36 5-400 (0,9)* (0,9)* (0,7)* (0,6)* (0,52)* (0,16)* Facteur de marche 100%: 300 A @ 32 V c.c. *Pendant la marche à vide 1996 MILLER Electric Mfg. Co. cover_om 4/95 – ST-146 127-C IMPRIME AUX USA...
-
Page 2: Déclaration De Conformité Pour Les Produits De La Communauté Européenne (Ce)
Déclaration de conformité pour les produits de la Communauté européenne (CE) Miller Electric Mfg. Co. Nom du fabricant: 1635 W. Spencer Street Adresse du fabricant: Appleton, WI 54914 USA XMT 400 CC/CV Déclare que le produit: est conforme aux directives et normes suivantes: Directives Directives concernant la compatibilité... -
Page 3: Symboles Utilisés
SECTION 1 – MESURES DE SECURITE CONCERNANT LE SOUDAGE L’ARC OM-139 426K/fre 1/96 safety_som_fre 4/95 1-1. Symboles utilisés Symbole graphique d’avertissement! Attention! Cette procédure Y Indique un message de sécurité particulier comporte des risques possibles! Les dangers éventuels sont représentés Prendre NOTE;... -
Page 4: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
Si des BOUTEILLES sont endommagées, 4. Ne jamais placer une torche de soudage sur une bouteille à gaz. elles pourront exploser. 5. Une électrode de soudage ne doit jamais entrer en contact avec Des bouteilles de gaz protecteur contiennent du gaz une bouteille. -
Page 5: Principales Normes De Sécurité
UNE USURE EXCESSIVE peut provoquer un Il y a DU COURANT CONTINU IMPORTANT SURCHAUFFEMENT DU MATERIEL. dans les convertisseurs après la suppres- sion de l’alimentation électrique. 1. Prévoir une période de refroidissement 2. Réduire le courant ou le cycle opératoire avant de 1. -
Page 6: Définitions Des Étiquettes D'avertissement
SECTION 2 – DEFINITIONS 2-1. Définitions des étiquettes d’avertissement Avertissement! Attention! Les risques éventuels sont indiqués par ces sym- boles. Danger de mort par choc électrique de l’électrode ou du fil de soudure. 1.1 Porter des gants d’isolation secs. Ne pas toucher l’électrode à... - Page 7 Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Danger de mort par choc électrique du fil. Débrancher le connecteur d’alimentation ou le courant avant de travailler sur le machine. Les condensateurs d’alimentation conservent V = 0 des tensions dangereuses après l’arrêt du courant.
-
Page 8: Etiquettes Des Caractéristiques De Fabrication Concernant Les Produits Ce
Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Danger de mort par électrocution du fil. Avant de travailler sur la machine, débrancher le connecteur d’alimentation ou le courant. Consulter la plaquette intérieure et monter correctement les connexions volantes en fonction de la tension d’alimentation 380 V 415 V... -
Page 9: Symboles Et Définitions
2-3. Symboles et définitions Ampérage Panneau Soudage MIG Tension Commande à Sortie Coupe circuit Marche distance Tension Arrêt Haute température Négatif d’alimentation Soudage à l’arc Courant continu Terre de protection Positif électrique avec (c.c.) (terre) électrode enrobée Branchement au Courant constant Tension constante Alimention du fil secteur... -
Page 10: Dimensions Et Poids
SECTION 3 – INSTALLATION 3-1. Choix d’un emplacement Poignées de levage Utiliser les poignées pour lever l’appareil. Charrette à bras Manutention Utiliser une charrette ou un dispositif analogue pour déplacer l’appareil. Plaque des caractéristiques Plaque des caractéristiques Voir la plaque des caractéristiques pour déterminer puissance... -
Page 11: Boîtiers Du Courant De Soudage Et Choix De La Dimension Des Câbles
3-3. Basculement Y Installer ou déplacer l’appa- reil avec précaution sur des surfaces irrégulières. 3-4. Boîtiers du courant de soudage et choix de la dimension des câbles Y Le SOUDAGE A L’ARC peut provoquer des interférences électromagnétiques. Pour minimiser une interférence éventuelle, choisir des câbles aussi court que possible, les maintenir ensemble, et en bas, à... - Page 12 3-5. Indication concernant le boîtier à distance 14 BOÎTIER A Indication concernant la prise de Prise* DISTANCE 14 courant 24 volts c.a. Protégé par le coupe-circuit CB2. 24 VOLTS c.a. 24 VOLTS c.a. C L N La fermeture du contact en A ferme le circuit de commande du contacteur 24 volts.
-
Page 13: Guide De Service Électrique
3-7. Boîtier 115 volt c.a. Boîtier 115 volt c.a. (Verrouillage indiqué) Le boîtier se trouvant à l’arrière de cet appareil délivre jusqu’à 5 amperes d’une alimentation de 115 volts c.c. Le boîtier sert généralement à faire fonctionner un système de refroidissement. Il est de type standard ou à... -
Page 14: Branchement De L'alimentation
3-10. Branchement de l’alimentation Y Demander seulement à du personnel qualifié d’effecteur cette installation. Conducteurs d’alimentation et de terre Dispositif de coupure de ligne Choisir le type et la puissance de protection contre les surintensités dans la Section 3-8. Y Une installation spéciale peut Terre GND/PE s’imposer en présence de... -
Page 15: Commandes Du Tableau Frontal
SECTION 4 – FONCTIONNEMENT 4-1. Commandes du tableau frontal Ref. ST-179 379 Interrupteur (contacteur) d’alimentation Interrupteur mode 10 Commande de l’arc/inductance Positionner l’interrupteur sur marche pour la Utiliser la position MIG pour MIG et FIL Règle commande l’arc avec puissance de soudage. FOURRÉ. -
Page 16: Cycle Opératoire Et Surchauffement
4-2. Cycle opératoire et surchauffement Le facteur de marche est le pourcentage PUISSANCE NOMINALE de 10 minutes auquel l’appareil peut TRIPHASE souder avec un ampérage donné sans surchauffement. Si l’appareil surchauffe, le voyant de surchauffement s’allumera TRIPHASE courant de sortie s’arrête. Faire fonctionner le ventilateur pendant quin- ze minutes. -
Page 17: Maintenance De Routine
SECTION 5 – MAINTENANCE & DETECTION DES PANNES 5-1. Maintenance de routine Y Débrancher l’alimentation avant d’effectuer des travaux d’entretien. 3 mois Réparer ou Remplacer remplacer un des étiquettes câble de illisibles soudage fissuré Nettoyer et serrer les connexions de soudage Remplacer des pièces... - Page 18 5-2. Enlèvement du couvercle de coffret et mesure de la tension d’alimentation des condensateurs Y Après Arrêter le courant de soudage et l’arrêt l’appareil débrancher l’alimentation. condensateurs conservent tension c.c. significative. Avant de Vis de poignée extérieure travailler sur l’appareil, contrôler Pour desserrer le couvercle, enle- toujours les condensateurs comme ver les deux vis de chacune des...
-
Page 19: Coupe-Circuit Et Fusibles
5-3. Coupe-circuit et fusibles Y Arrêter le courant de soudage, débrancher l’alimentation et avant de travailler, contrôler la tension des condensateurs d’alimentation conformément à la Section 5-2. Coupe-circuit CB1 Si CB1 ouvre, les dispositifs à distance exigeant 115 volts du boîtier RC2 à... -
Page 20: Dépannage
5-4. Sélection de la fonction de maintien du compteur marche/arrêt. La fonction de maintien étant sur marche, l’affichage du compteur reste pendant 15 secondes après l’arrêt du soudage. La fonction de maintien étant sur arrêt, l’affichage du compteur disparaît après l’arrêt du soudage. - Page 21 Cause Remède Puissance de sortie restreinte et faible Contrôler la tension correcte de l’alimentation. Vérifier et remplacer le(s) fusible(s) de ligne, si tension en circuit ouvert. nécessaire, ou réarmer le coupe-circuit (voir la Section 3-10). S’assurer que la position des lamelles de couplage est correcte (voir la Section 3-9). S’assurer que les connexions d’entrée et de sortie sont correctes (voir les Sections 3-10 et 3-4).
- Page 22 SECTION 6 – ELECTRICAL DIAGRAM Figure 6-1. Circuit Diagram For Welding Power Source OM-139 426 Page 20...
- Page 23 SD-179 918-A OM-139 426 Page 21...
- Page 24 Fig 7-3 Fig 7-2...
- Page 25 Item Dia. Part Mkgs. Description Quantity Figure 7-1. Main Assembly ....126 415 CLAMP, saddle ..........
- Page 26 See Fig 7-1 Item 15 ST-159 262-A Figure 7-2. Panel, Front w/Components OM-139 426 Page 24...
- Page 27 Item Dia. Part Mkgs. Description Quantity Figure 7-2. Panel, Front w/Components (Fig 7-1 Item 29) ..C6,7 ..138 115 CAPACITOR, cer disc .1uf 500VDC ....... .
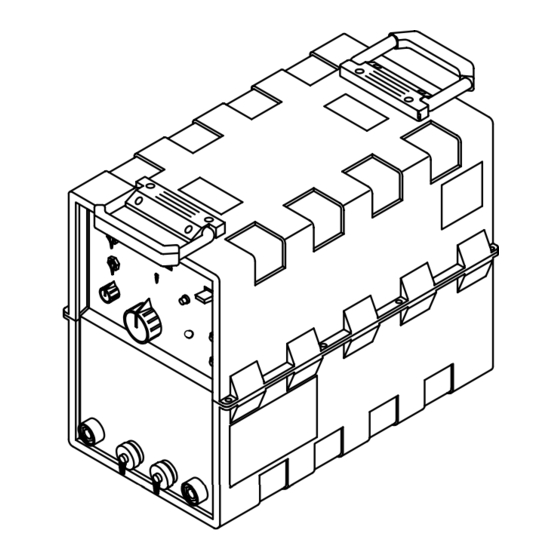
- Page 28 14 15 ST-159 263-B Figure 7-3. Chassis, Mid OM-139 426 Page 26...
- Page 29 Item Dia. Part Mkgs. Description Quantity Figure 7-3. Chassis, Mid (Fig 7-1 Item 21) ... . 156 313 TRANSDUCER, current 300A ........
- Page 30 Item Dia. Part Mkgs. Description Quantity Figure 7-3. Chassis, Mid (Fig 7-1 Item 21) (Continued) ....166 251 IGBT, RH (consisting of) ......... .
- Page 31 Please Insert Latest Warranty!