
Manuels Connexes pour Miller IEC











Sommaire des Matières pour Miller IEC
- Page 1 OM-242 474A/fre 2009−01 Procédés MIG−pulsé Soudage fil fourré Description Dévidoir Dévidoir Axcess MANUEL DE L’UTILISATEUR www.MillerWelds.com/ams...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . -
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2007−04 Se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés DANGER! − Indique une situation dangereuse qui si on Indique des instructions spécifiques. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un in- les sources de soudage onduleur quand on a cendie ou une explosion. coupé l’alimentation. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Protéger les bouteilles de gaz comprimé d’une chaleur excessive, ACCUMULATIONS des chocs mécaniques, des dommages physiques, du laitier, des risquent de provoquer des blessures flammes ouvertes, des étincelles et des arcs. ou même la mort. D Placer les bouteilles debout en les fixant dans un support station- D Fermer l’alimentation du gaz protecteur en cas naire ou dans un porte-bouteilles pour les empêcher de tomber ou de non-utilisation. -
Page 8: Proposition Californienne 65 Avertissements
LES FILS DE SOUDAGE peuvent LE RAYONNEMENT HAUTE FRÉ- provoquer des blessures. QUENCE (H.F.) risque de provoquer des interférences. D Ne pas appuyer sur la gâchette avant d’en avoir reçu l’instruction. D Le rayonnement haute fréquence (H.F.) peut D Ne pas diriger le pistolet vers soi, d’autres per- provoquer des interférences avec les équipe- sonnes ou toute pièce mécanique en enga- ments de radio−navigation et de communica-... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, L4W 5NS (téléphone : 800-463-6727 ou à Toronto 416-747-4044, site de Global Engineering Documents (téléphone : 1-877-413-5184, site Internet : www.csa-international.org). Internet : www.global.ihs.com). Safe Practice For Occupational And Educational Eye And Face Protec- tion, ANSI Standard Z87.1, de American National Standards Institute, Recommended Safe Practices for the Preparation for Welding and Cut- 11 West 43rd Street, New York, NY 10036-8002 (téléphone :... - Page 10 OM-242 474 Page 6...
-
Page 11: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Définitions des symboles d’avertissement A. Avertissement! Attention! Il y a des dangers possibles indiqués par les symboles. B. Des rouleaux de commande peuvent provoquer des blessures aux doigts. C. Le fil de soudure et les organes mobiles sont sous tension pendant les opérations de soudage −... -
Page 12: Étiquettes Signalétiques Du Fabricant Ayant Trait Aux Produits Ce
2-2. Étiquettes signalétiques du fabricant ayant trait aux produits CE Voir Section 4-3 pour connaître l’emplacement des étiquettes. 225 622-A 2-3. Symboles et définitions Certains symboles ne se trouvent que sur les produits CE. Courant continu Sortie Ampères Volts (DC) Niveau de Facteur de marche Alimentation du fil... -
Page 13: Section 3 − Introduction
SECTION 3 − INTRODUCTION 3-1. Spécifications Type d’alimen- Type de source de Plage de la vitesse fil Diamètres du fil Dimensions hors tout Poids tation électrique soudage 40 VDC10 A Série Axcess Standard : 1,0 à 35,6 m/min 0,8 à 3,2 mm Longueur : 686 mm 20,9 kg Largeur : 318 mm... -
Page 14: Schéma De Branchement
4-2. Schéma de branchement Source d’alimentation Dévidoir Bouteille de gaz Tuyau de gaz Câble d’interconnexion du dévidoir Câble de soudage moins (−) Pièce Fil de détection de la tension Recommandé avec Accu-pulse et RMD (en option). Le fil de détection de la tension plus (+) se trouve sur le bloc d’entraînement du dévidoir.”... -
Page 15: Connexions Du Panneau Arrière Et Partie Mécanique Orientable
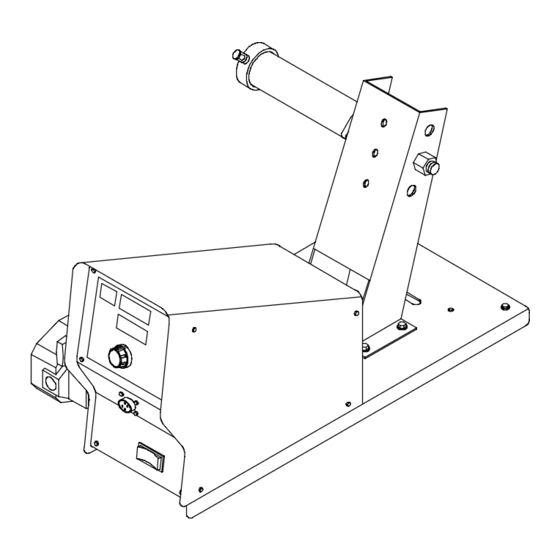
4-3. Connexions du panneau arrière et partie mécanique orientable Prise réseau 9 broches Raccord de l’électrovanne de Nécessite un raccord avec filetage 5/8−18 à droite. Brancher le tuyau de gaz fourni par le client. Borne du câble de soudage Câble de soudage Ensemble d’alimentation du fil Vis papillon de blocage de la partie orientable... -
Page 16: Informations Concernant La Prise 9 Broches
4-4. Informations concernant la prise 9 broches Broche Commentaire REMOTE 9 Condensateur C1 à la terre Blindage Tension arc Can bas Can haut Commun + 24 VDC 24 VDC Commun moteur +40 VDC Tension moteur +40 VDC 4-5. Tableau des recommandations concernant la torche Procédé... -
Page 17: Mise En Place Et Enfilage Du Fil De Soudage
4-6. Mise en place et enfilage du fil de soudage Monter les guides-fil et Monter la bobine. Régler l’écrou tendeur le guide anti-usure. de sorte que le fil reste tendu après l’arrêt de l’alimentation du fil. Monter les galets d’entraînement. Echelle Réglage pression... -
Page 18: Affichage Du Dévidoir À La Mise Sous Tension
4-7. Affichage du dévidoir à la mise sous tension Afficheur supérieur Afficheur inférieur Process Setup Adjust Feeder Setup Plage de tension Alimentation Afficheur supérieur Afficheur inférieur Attente DTEC Axcess 300/450/675 Axcs 219 711-A 4-8. Options de l’interrupteur à deux programmes Maint 2P (interrupteur bipolaire maintenu) DSS-9M réf. -
Page 19: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Termes de fonctionnement On trouvera ci-après une liste d’expressions et leurs définitions applicables à l’interface du dévidoir : Expressions générales : Longueur d’arc Terme utilisé pour représenter la longueur d’arc dans les programmes pulsé. L’augmentation de ce réglage augmente la longueur d’arc effective et inversement. -
Page 20: Interrupteur D'alimentation
Expressions générales : Arc control En mode MIG, ce réglage modifie l’inductance. En mode pulsé et Accu-pulse, ce réglage change le cône de l’arc en réglant les paramètres de pulsations préprogrammées en usine. En RMD (en option), cette commande a à peu près le même effet sur l’arc que l’inductance. Inductance Dans le soudage MIG par court-circuit, une augmentation de l’inductance réduit le nombre de transferts du métal par court-circuit (à... -
Page 21: Panneau Avant
5-3. Panneau avant Voir Section 5-5 Voir Section 5-4 Voir Section 5-6 Process Setup Adjust Feeder Setup Voir Voir Voir Section 5-8 Section 5-7 Section 5-9 219 711-A OM-242 474 Page 17... -
Page 22: Touche Programme
5-4. Touche Programme Afficheur du programme Le numéro du programme en cours est affiché. Touche Programme Voyant de la touche Programme Le voyant s’allume pour indiquer que programmes peuvent être modifiés en utilisant le bouton de réglage. Appuyer momentanément bouton pour allumer le voyant. Pour changer le programme, tourner le bouton de réglage et choisir un des huit programmes disponibles. -
Page 23: Afficheur Inférieur
5-6. Afficheur inférieur Afficheur inférieur Voyant Arc Ctl (Arc Control) Si les voyants de l’afficheur inférieur et celui de WFS sont tous les deux allumés, il est possible Le voyant s’allume pour indiquer que de modifier WFS tout en soudant avec le L’afficheur inférieur indique WFS (vitesse fil), l’inductance (MIG) ou ARC [pulsé, Accu-pulsé... -
Page 24: Touche Configuration Du Dévidoir
5-7. Touche Configuration du dévidoir Temps de démarrage Évanouissement Temps Post-gaz Temps Pré-gaz Schéma de la séquence Réglage du dévidoir Voyant Configuration du dévidoir inférieur, quand STRT ou CRTR est affiché entre elles, en sélectionner certaines en en haut, on peut entrer la tension (MIG) ou désélectionne donc d’autres. -
Page 25: Touche Procédé
5-9. Touche Procédé Touche Procédé Voyant Procédé Voyants de sélection des programmes Process Set Up • Le fait d’appuyer une première fois sur la • Le fait d’appuyer une quatrième fois sur la • Si un programme sur mesure est chargé à touche Procédé... -
Page 26: Avance Manuelle Du Fil/Purge
5-10. Avance manuelle du fil/purge Bouton d’avance manuelle du fil/purge Commande de réglage Prise de la gâchette de la torche 803 505-A Le bouton d’avance manuelle du fil ou de 3 secondes, la sortie de soudage s’arrête et plus possible faire avancer purge est utilisé... -
Page 27: Mode De Réinitialisation
5-11. Mode de réinitialisation Le mode de réinitialisation n’est pas disponible quand le blocage de programme est activé. Le mode de réinitialisation permet à l’opérateur recharger configuration du programme d’usine pour les huit programmes actifs du poste. Les données de configuration du Setup Adjust Arc Control... -
Page 28: Section 6 − Réglage Des Paramètres Séquentiels
SECTION 6 − RÉGLAGE DES PARAMÈTRES SÉQUENTIELS 6-1. Paramètres de la séquence des programmes La touche configuration du dévidoir de la Section 5-7 donne davantage d’informations sur le mode séquence. Il n’est possible de régler le temps de Séquence Paramètres soudage qu’avec un ordinateur de poche équipé... -
Page 29: Section 7 − Maintenance
SECTION 7 − MAINTENANCE 7-1. Maintenance de routine Augmenter la fréquence Arrêter le moteur avant d’effectuer l’entretien. des travaux d entretien dans des conditions de service sévères. n = Vérifier Z = Change ~ = Nettoyer l = Remplacer * Travail à confier à un agent d’entretien agréé. Tous l Étiquettes illisibles ~ Les bornes de soudage... -
Page 30: Diagnostics
7-2. Diagnostics Les messages d’erreur suivants apparaissent dans les afficheurs du haut et du bas pour indiquer des erreurs spécifiques. Les explications sont dans le texte ci-dessous : TACH MOTR STRT STOP FLOW Indique une erreur de Indique une erreur Indique une erreur Indique une erreur Indique une erreur... - Page 31 7-2. Diagnostics (suite) WELD MOTR OVER WAIT WAIT CRNT STOP Indique une erreur Indique une erreur Indique une erreur Indique une erreur de Indique une erreur Indique une erreur d’attente de cycle de communication avance du fil trop communication UIM. de surintensité.
-
Page 32: Dépannage
7-3. Dépannage Débrancher l’alimentation avant d’effectuer des travaux de dépannage. Cause Remède Le fil avance, le gaz protecteur Vérifier et resserrer les connexions des câbles de soudage. (voir la Section 4-2). s’écoule, mais le fil-électrode n’est pas sous tension. L’alimentation du fil d’électrode s’arrête Contrôler le branchement de la gâchette du pistolet. - Page 33 Notes OM-242 474 Page 29...
-
Page 34: Section 8 − Schema Electrique
SECTION 8 − SCHEMA ELECTRIQUE Figure 8-1. Schéma des connexions OM-242 474 Page 30... - Page 35 211 005-E OM-242 474 Page 31...
-
Page 36: Section 9 − Liste Des Pieces
SECTION 9 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 4 − Fig 9-3 21 − Fig 9-2 803 506-C Figure 9-1. Ensemble principal OM-242 474 Page 32... - Page 37 Item Part Description Quantity Figure 9-1. Ensemble principal ....159 647 INSULATOR, motor clamp ........
- Page 38 La visserie est seulement disponible que si elle figure sur la liste. 803 507-F Figure 9-2. Control Box Item Dia. Part Mkgs. Description Quantity Figure 9-2. Control Box (Fig 9-1 Item 21) ....178 936 LABEL, warning general precautionary wordless CE WF .
- Page 39 Item Dia. Part Mkgs. Description Quantity Figure 9-2. Control Box (Fig 9-1 Item 21) (Continued) ....211 073 NAMEPLATE, lower ..........
- Page 40 La visserie est seulement disponible que si elle figure sur la liste. See Table 9-1 For Drive Roll & Wire Guide Kits 802 950-B Figure 9-3. Drive Assembly, Wire Item Dia. Part Mkgs. Description Quantity Figure 9-3. Drive Assembly, Wire (Fig 9-1 Item 4) .
- Page 41 Item Dia. Part Mkgs. Description Quantity Figure 9-3. Drive Assembly, Wire (Fig 9-1 Item 4) (continued) ....134 834 HOSE, SAE .187 ID x .410 OD (order by ft) .
- Page 42 Notes...
- Page 43 Entrée en vigueur le 1 janvier 2009 (Equipement portant le numéro de série précédé de “LK” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Torches de découpage au plasma, modèles APT et...
-
Page 44: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2009 Miller Electric Mfg. Co.