Table des Matières
Dépannage

Manuels Connexes pour Miller Maxstar 140 STR











Sommaire des Matières pour Miller Maxstar 140 STR
- Page 1 OM-2224/fre 191 802F Février 2003 Procédés Description Source d’Alimentation pour le Soudage à l’Arc Maxstar 140 STR avec Auto-Link et la prise à distance MANUEL DE L’UTILISATEUR Visitez notre site sur www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 – CONSIGNES DE SÉCURITÉ – À LIRE AVANT UTILISATION 1-1. Signification des symboles ........1-2. -
Page 5: Section 1 - Consignes De Sécurité - À Lire Avant Utilisation
SECTION 1 – CONSIGNES DE SÉCURITÉ – À LIRE AVANT UTILISATION som _nd_fre 7/02 1-1. Signification des symboles Signifie « Mise en garde. Faire preuve de vigilance. » Cette procédure présente des risques identifiés par les symboles adjacents aux directives. Ce groupe de symboles signifie «... - Page 6 LES RAYONS DE L’ARC peuvent cau- LES ACCUMULATIONS DE GAZ peu- ser des brûlures oculaires et cuta- vent causer des blessures ou même nées. la mort. Le rayonnement de l’arc génère des rayons visibles et D Couper l’alimentation en gaz protecteur en cas de invisibles intenses (ultraviolets et infrarouges) suscep- non utilisation.
-
Page 7: Autres Symboles Relatifs À L'installation, Au Fonctionnement Et À L'entretien De L'appareil
1-3. Autres symboles relatifs à l’installation, au fonctionnement et à l’entretien de l’appareil. Risque D’INCENDIE OU D’EXPLO- LES ORGANES MOBILES peuvent SION causer des blessures. D Ne pas placer l’appareil sur une surface inflam- D Se tenir à l’écart des organes mobiles comme les mable, ni au–dessus ou à... -
Page 8: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, norme ANSI Z49.1, Rexdale, Rexdale (Ontario) Canada M9W 1R3 (téléphone : (800) de l’American Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 463–6727 ou à Toronto : (416) 747–4044, site Web : www.csa–interna- (téléphone : (305) 443–9353, site Web : www.aws.org). -
Page 9: Section 2 - Specifications Et Installation
SECTION 2 – SPECIFICATIONS ET INSTALLATION 2-1. Spécifications Ampérage d’entrée Courant KVAAT Puissance Plage Tension c.c. en fonction de la d’alimentation facteur de nominale de d’ampérage maximale cir- puissance nominale Dimensions Poids Monophasé marche soudage de soudage cuit ouvert de sortie, 50/60 Hz, de 100% C.A. -
Page 10: Inclus Avec Le Poste (Électrode Enrobée Uniquement)
2-3. Inclus avec le poste (électrode enrobée uniquement) Bandoulière (courroie de transport) Câble de 4 m avec porte-électrode et fiche Quick-Connect Câble de 3 m avec pince de masse et fiche Quick-Connect Cordon d’alimentation de 1,8 m 115 V c.a. avec fiche 20 A A monter partiellement. -
Page 11: Facteur De Marche Et Surchauffe
2-5. Facteur de marche et surchauffe Le facteur de marche représente un pourcentage de 10 minutes au cours duquel le poste peut souder en régime nominal sans surchauffe. En cas de surchauffe du poste, la 230 V c.a. sortie se coupe, le témoin de surchauffe s’allume et le ventilateur 115 V c.a. -
Page 12: Courbes Volts-Ampères
2-6. Courbes volts-ampères Les courbes volts-ampères montrent ALIMENTATION 115 V c.a. la tension minimum et maximum et les possibilités d’ampérage de sortie du poste. Les courbes d’autres réglages tombent entre les courbes indiquées. TIG et électrode enrobée max. Electrode Electrode enrobée Min. enrobée Min. -
Page 13: Choix D'un Emplacement
2-7. Choix d’un emplacement Poste de soudage Utiliser la bandoulière pour lever et déplacer le poste. Plaque signalétique La plaquette signalétique se trouvant sur le côté du poste vous permettra de déterminer la puis- sance absorbée nécessaire. Y Une installation spéciale peut s’imposer en présence de liquides volatiles ou d’essence –... -
Page 14: Raccordement Aux Fiches De Sortie De Soudage
2-9. Raccordement aux fiches de sortie de soudage Y Eteindre le poste avant de faire les raccordements. Prise de sortie de soudage négative (–) Prise de sortie de soudage positive (+) Connecteurs Pour le soudage TIG (électrode néga- tive), raccorder le connecteur du câ- ble de masse à... -
Page 15: Branchement Sur Le Circuit D'alimentation
2-11. Branchement sur le circuit d’alimentation Y Le poste est fourni avec un cordon de 115 V c.a., 20 A, monté. Si le pos- te est raccordé à une alimentation 230 V c.a., 20 A, installer un nouveau cordon conformément à la Section 2-12. -
Page 16: Installation D'un Cordon D'alimentation 230 V C.a
2-13. Installation d’un cordon d’alimentation 230 V c.a. Outils nécessaires: Ref. ST-802 385 Y Débrancher la fiche d’alimentation de zaine de cm dans le poste. Introduire le nouveau cordon d’alimentation la prise avant d’installer un autre cor- à travers la pince de décharge de traction et Repérer l’emplacement des bornes de don d’alimentation. -
Page 17: Indications Concernant La Prise De Commande À Distance (Pour Lift-Arce Tig Uniquement)
2-14. Indications concernant la prise de commande à distance (pour Lift-ArcE TIG unique- ment) REMARQUE Lorsqu’il est connecté à la prise de commande à distance, le dispositif de commande à distance permet à tout moment de régler complètement l’ampérage. Indication concernant la prise de courant Prise* +10 volts c.c. -
Page 18: Section 3 - Fonctionnement
SECTION 3 – FONCTIONNEMENT 3-1. Commandes du panneau avant Les prises de sortie de soudage sont sous tension quand l’inter- rupteur d’alimentation est sur Marche et que l’alimentation secteur est branchée. Voyant “Prêt à fonctionner” Sélecteur Electrode enrobée/TIG La commande de réglage de courant Ce sélecteur permet de choisir facilement comporte une double graduation. -
Page 19: Procédure Tig Lift-Arct
3-2. Procédure TIG Lift-Arct Avec le sélecteur de procédé dans la position TIG Lift-Arc, amorcer l’arc comme suit: Electrode TIG Pièce Mettre l’électrode de tungstène en contact avec la pièce au point de départ de la soudure, maintenir l’électrode sur la pièce pendant 1 à... -
Page 20: Dépoussiérage De L'intérieur De L'appareil
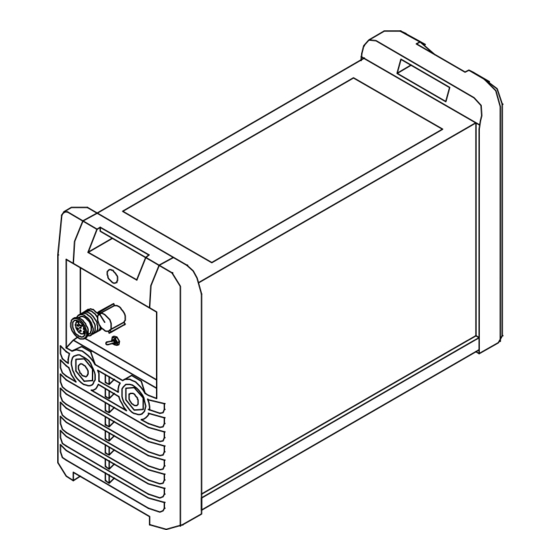
4-2. Dépoussiérage de l’intérieur de l’appareil Y Ne pas retirer le capot pour dépoussiérer l’intérieur de l’appareil. Pour souffler l’appareil, diriger le jet d’air à travers la grille avant et arriè- re comme illustré. Ref. ST-802 385-A OM-2224 Page 16... -
Page 21: Détection Et Suppression Des Pannes
4-3. Détection et suppression des pannes Cause Remède Pas de courant de soudage; appareil Mettre sur marche l’interrupteur du circuit d’alimentation du poste. complètement inopérant; voyant Prêt complètement inopérant; voyant Prêt éteint. Contrôler et remplacer le(s) fusible(s) secteur, au besoin ou réarmer le coupe-circuit. S’assurer que le cordon d’alimentation est raccordé... -
Page 22: Section 5 - Schema Electrique
SECTION 5 – SCHEMA ELECTRIQUE 203 617-A Figure 5-1. Schéma électrique de la source OM-2224 Page 18... -
Page 23: Section 6 - Directives Pour Le Soudage À
SECTION 6 – DIRECTIVES POUR LE SOUDAGE À L’ÉLECTRODE ENROBÉE (EE) 6-1. Procédé de soudage à l’électrode enrobée (EE) Y Le courant de soudage est établi dès que l’électrode touche la pièce. Y Le courant de soudage peut endommager les pièces électro- niques dans véhicules. -
Page 24: Amorçage De L'arc - Technique D'amorçage Au Grattage
6-2. Tableau de choix de l’électrode et de l’ampérage 3/32 6010 5/32 & 3/16 6011 7/32 6010 DEEP MIN. PREP, ROUGH 1/16 HIGH SPATTER 6011 DEEP 5/64 6013 EP,EN GENERAL 3/32 SMOOTH, EASY, 6013 7014 EP,EN FAST 5/32 3/16 LOW HYDROGEN, 7018 STRONG 7/32... -
Page 25: Position Du Porte-Électrode
6-5. Position du porte-électrode ° ° ° ° Vue latérale de l’angle de travail Vue latérale de l’angle d’électrode SOUDURES BORD À BORD ° ° ° ° Vue latérale de l’angle de travail Vue latérale de l’angle d’électrode SOUDURES D’ANGLE S-0060 6-6. -
Page 26: Conditions Affectant La Forme Du Cordon De Soudure
6-8. Conditions affectant la forme du cordon de soudure NOTE La forme du cordon de soudure est déterminée par l’angle d’électrode, la longueur de l’arc, la vitesse de déplacement et l’épaisseur du métal de base. Angle correct ° - ° Angle trop petit Angle trop grand Tiré... -
Page 27: Raccord Abouté
6-10. Raccord abouté Soudure par points Empêcher les bords du raccord de se rapprocher devant l’électrode en soudant par points les pièces en pla- ce avant la soudure finale. Soudure à rainure carrée Convient pour les pièces jusqu’à 5 mm d’épaisseur. Soudure à... -
Page 28: Essai De Soudage
6-13. Essai de soudage Étau Raccord soudé Marteau Frapper le raccord dans la direction indiquée. raccord plie mais ne casse pas. 2 à 3 pouces (51-76 mm) 2 à 3 pouces (51-76 mm) 1/4 pouce (6,4 mm) S-0057-B 6-14. Dépannage de soudage – Porosité Porosité... -
Page 29: Dépannage De Soudage - Absence De Pénétration
6-17. Dépannage de soudage – Absence de pénétration Absence de pénétration – fusion superficielle entre le métal d’apport et le métal de base. Absence de pénétration Bonne pénétration Causes possibles Mesures correctives Préparation impropre du joint. Le matériau est trop épais. Le joint sera formé et préparé de manière à pouvoir accéder dans le fond du joint. -
Page 30: Dépannage De Soudage - Déformation
6-21. Dépannage de soudage – Déformation Déformation – retrait du métal d’apport pendant le soudage qui induit un dépla- cement du métal de base. Le métal de base se déforme dans le sens du cordon de soudure Causes possibles Mesures correctives Apport excessif de chaleur. -
Page 31: Section 7 - Choisir Et Preparer L'electrode En Tungstene
SECTION 7 – CHOISIR ET PREPARER L’ELECTRODE EN TUNGSTENE gtaw2_fre 7/97 REMARQUE Pour obtenir plus de renseignements, demandez à votre distributeur un manuel sur le soudage TIG. Portez des gants propres pour éviter la contamination de l’électrode en tungstène. 7-1. Choisir l’électrode en tungstène ♦... -
Page 32: Préparation De L'électrode En Tungstène Pour Le Soudage Dcen C.c
7-3. Préparation de l’électrode en tungstène pour le soudage DCEN C.C. Electrode en tungstène Extrémité affûtée Meuler l’extrémité de l’électrode en tungstène à l’aide d’une meule dure à grains fins avant le soudage. Ne pas utiliser cette meule pour d’au- tres applications car, en cas de contamination du tungstène, la qualité... -
Page 33: Positionner La Torche
SECTION 8 – RECOMMANDATION POUR LE SOUDAGE TIG 8-1. Positionner la torche Y Le meulage d’une électrode en tungstène produit de la poussière et des étincelles susceptibles d’occasionner des blessures et un incendie. Aux installations de meulage, utiliser un système d’échappement local (ventilation forcée), ou porter un masque homologué. -
Page 34: Mouvement De La Torche Pendant Le Soudage
8-2. Mouvement de la torche pendant le soudage Tungstène sans baguette d’apport ° Sens de soudage Incliner la torche. Former un bain. Déplacer la torche vers l’avant du bain. Répéter cette opération. Tungstène avec baguette d’apport ° ° Sens de soudage Former un bain. -
Page 35: Positionnement De La Torche Et De L'électrode De Tungstène Pour Les Différents Joints De Soudure
8-3. Positionnement de la torche et de l’électrode de tungstène pour les différents joints de soudure ° Soudure bout à bout ° ° ° Soudure en «T» ° ° ° ° Soudure à clin ° ° ° ° ° Soudure en angle extérieur °... - Page 36 Notes OM–2224 Page 32...
- Page 37 Notes OM-2224 Page 33...
-
Page 38: Section 9 - Liste Des Pieces
SECTION 9 – LISTE DES PIECES La visserie est seulement dis- ponible que si elle figure sur la liste. ST-802 386-C Figure 9-1. Welding Power Source Components OM-2224 Page 34... - Page 39 Item Dia. Part Mkgs. Description Quantity Figure 9-1. Welding Power Source Components ....203 990 LABEL, WARNING, general precautionary ..... . .
- Page 40 Notes...
- Page 41 Notes...
- Page 42 Notes...
- Page 43 Entrée en vigueur le 1 janvier 2002 (Equipement portant le numéro de série précédé de “LC” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE – En vertu des dispositions et des La garantie limitée True Blue MILLER...
-
Page 44: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2003 Miller Electric Mfg. Co. 1/03...