Miller Dimension 1000 Manuel De L'utilisateur
Source d'alimentation pour le soudage à l'arc
Masquer les pouces
Voir aussi pour Dimension 1000:
- Manuel de l'utilisateur (36 pages) ,
- Manuel de l'utilisateur (37 pages) ,
- Manuel de l'utilisateur (36 pages)

Manuels Connexes pour Miller Dimension 1000











Sommaire des Matières pour Miller Dimension 1000
- Page 1 OM-2223/fre 190 969AF 2011−11 Procédés Soudage multiprocédé Description Source d’Alimentation pour le Soudage à l’Arc Dimension 1000 ™ MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . -
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2011−10 Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un les sources de soudage onduleur UNE FOIS incendie ou une explosion. l’alimentation coupée. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
ACCUMULATIONS LES BOUTEILLES peuvent exploser risquent de provoquer des blessures si elles sont endommagées. ou même la mort. Les bouteilles de gaz comprimé contiennent du gaz sous haute pression. Si une bouteille est D Fermer l’alimentation du gaz comprimé en cas endommagée, elle peut exploser. -
Page 8: Proposition Californienne 65 Avertissements
Les PIÈCES MOBILES peuvent RAYONNEMENT HAUTE causer des blessures. FRÉQUENCE (H.F.) risque provoquer des interférences. D Ne pas s’approcher des organes mobiles. D Ne pas s’approcher des points de coincement D Le rayonnement haute fréquence (H.F.) peut tels que des rouleaux de commande. provoquer des interférences avec les équi- pements de radio−navigation et de com- LES FILS DE SOUDAGE peuvent... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone: is available as a free download from the American Welding Society at 800-463-6727, website: www.csa-international.org). http://www.aws.org or purchased from Global Engineering Documents Safe Practice For Occupational And Educational Eye And Face Protec- (phone: 1-877-413-5184, website: www.global.ihs.com). - Page 10 OM-2223 Page 6...
-
Page 11: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Symboles et définitions Courant continu Ampères Volts Hertz (DC) Commande au Connexion de Courant alternatif Triphasé panneau ligne Sortie Sous tension Entrée Hors tension Lire les instructions A distance Facteur de marche ( Arc Submergé ) Tension nominale à... -
Page 12: Facteur De Marche Et Surchauffement
3-2. Facteur de marche et surchauffement Le facteur de marche est le pour- centage de 10 minutes auquel l’ap- pareil peut souder avec un ampéra- ge donné sans surchauffement. Lorsqu’il y a surchauffement de l’appareil, le(s) thermostat(s) ou- vre(nt), la sortie s’arrête et le venti- lateur fonctionne. -
Page 13: Courbes Volt-Ampère
3-3. Courbes Volt-Ampère Les courbes volt-ampère indiquent la tension et l’ampérage minimum et maximum de sortie possibles de l’appareil. Les courbes pour d’au- A. Mode CC tres réglages se placent entre les courbes indiquées. B. Mode CV va_curve1 − 4/95 − ST-190 972 / ST-190 973 OM-2223 Page 9... -
Page 14: Choix D'un Emplacement
3-4. Choix d’un emplacement Anneau de levage Fourches de levage Utiliser l’anneau ou les fourches de levage pour déplacer l’appareil. En cas d’utilisation des fourches, Manutention les faire dépasser de l’autre côté de l’appareil. Etiquette signalétique Se servir de cette étiquette pour déterminer la puissance absorbée. -
Page 15: Dimensions Et Poids
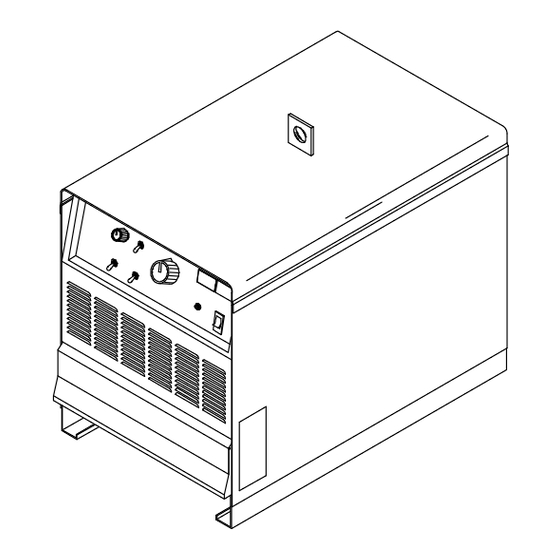
3-5. Dimensions et poids Dimensions 762 mm, y compris l’anneau de levage 584 mm 966 mm, y compris la relaxation des contraintes 889 mm 32 mm 4 Holes 537 mm 29 mm 11 mm Dia Poids Front 800 453-A / 801 530 1000 Amp 292 kg OM-2223 Page 11... -
Page 16: Renversement
3-6. Renversement Ne pas déplacer ou faire fonctionner l’appareil dans un endroit où il peut se ren- verser. 3-7. Coupe-circuit et prise 115 V AC, protecteurs supplémentaires, et borne de sortie de soudage Couper l’alimentation avant de brancher le prise ou borne de sortie de soudage. -
Page 17: Soudage Sous Flux (Saw) De Base
193 587-A Système de flux Coffret HDC Câble de commande de la source de soudage à 14 broches Dimension 1000 Vanne de flux Câble de commande moteur à 10 broches Ensemble d’alimen- tation du fil Du bornier 1T, borne P... - Page 18 B. Réglages des commandes pour soudage sous flux (SAW) Positionner les interrupteurs comme illustré pour la commande à distance. Mettre en marche le poste de soudage, le système de flux, l’ensemble d’entraînement du fil et le coffret de commande HDC. Lorsque l’interrupteur de commande est en position à...
- Page 19 C. Conseils de placement des fils de détection de tension à distance pour un arc unique (nécessaires) Fils de détection de tension à distance MAUVAIS Source du Le fil de détection est influencé courant de par le courant de soudage. soudage À...
- Page 20 D. Conseils de placement des fils de détection pour plusieurs arcs Fils de détection de tension à distance MAUVAIS Source Le courant de la première torche du courant affecte la détection de la seconde. de soudage Le courant de la seconde torche affecte la détection de la première.
-
Page 21: Bornes De Sortie De Soudage Et Choix De La Dimension Des Câbles
3-9. Bornes de sortie de soudage et choix de la dimension des câbles* NOTE − La longueur de câble totale du circuit de soudage (voir tableau ci-dessous) est la longueur cumulée des deux câbles de soudage. Par exemple, si le poste est à 30 m de la pièce à souder, la longueur de câble totale du circuit de soudage est de 60 m (2 câbles de 30 m). Utiliser la colonne 60 m pour déterminer le calibre du câble. -
Page 22: Information Concernant Le Prise De Commande A Distance 14 Broches Et Le Bornier 1T
3-10. Information concernant le prise de commande a distance 14 broches et le bornier 1T Prise Borne Information 24 volts AC par un coupe circuit CB2. 24 VOLTS AC La fermeture du contact en A ferme le circuit de commande du contacteur 24 volts AC. -
Page 23: Branchement De La Commande À Distance
3-11. Branchement de la commande à distance Couper l’alimentation avant de brancher le prise. Prise 14 broches RC8 Brancher la commande à distance en option à RC8. Si la prise ne s’adapte pas, relier les fils du cordon à la bor- nier 1T. -
Page 24: Guide De Service Électrique
3-12. Guide de service électrique Le non-respect des recommandations de ce guide d’entretien électrique entraîne des risques d’électrocution ou d’incendie. Ces re- commandations sont destinées à un circuit de dérivation adapté à la puissance nominale et au facteur de marche de la source du poste de soudage. -
Page 25: Branchement De L'alimentation Électrique
3-14. Branchement de l’alimentation électrique L’installation doit répondre à tous les codes nationaux et locaux − demander à une personne qualifiée d’effectuer cette installation. Débrancher verrouiller consigner l’alimentation avant de raccorder les conducteurs d’ali- = Terre GND/PE mentation de cet appareil. Raccorder le câble d’alimentation au poste de soudage d’abord. -
Page 26: Section 4 − Fonctionnement
SECTION 4 − FONCTIONNEMENT 4-1. Commandes 229 883-C Commande de la force d’arc res. Lorsqu’il est tourné sur la position CV, chaud (Hot Start) est activé pour le gou- tourner le bouton de réglage dans le sens geage et le soudage à l’électrode. Le Augmenter l’ampérage en court circuit EE des aiguilles d’une montre pour augmen- Hot Start permet un courant de court−... -
Page 27: Section 5 − Maintenance & Detection Des Pannes
SECTION 5 − MAINTENANCE & DETECTION DES PANNES 5-1. Maintenance de routine Couper l’alimentation et verrouillez ou étiquetez l’alimentation électrique avant d’effectuer les pro- cédures de maintenance ou de dépannage. 3 mois Nettoyer et Réparer ou Remplacer les serrer les remplacer un plaquettes bornes de... -
Page 28: Dépannage
5-3. Dépannage Cause Remède Pas de courant de soudage; appareil Mettre l’interrupteur principal dans la position Marche (voir la Section 3-14). complètement inopérant; voyant pilote Contrôler l’ouverture du(des) fusible(s) de ligne, et remplacer en cas d’ouverture (voir la PL1 sur arrêt. Section 3-14). - Page 29 Notes OM-2223 Page 25...
-
Page 30: Section 6 − Schema Electrique
SECTION 6 − SCHEMA ELECTRIQUE Ne jamais toucher les pièces électriques sous tension. Mise en garde Couper l’alimentation ou arrêter le moteur avant de procéder à l’entretien de l’appareil. Ne pas faire fonctionner sans les capots. L’installation, l’utilisation et la maintenance doivent être effec- tuées par des personnes qualifiées. - Page 31 236 682-A OM-2223 Page 27...
-
Page 32: Section 7 − Liste Des Pieces
SECTION 7 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 802 296-D Figure 7-1. Ensemble principal OM-2223 Page 28... - Page 33 Item Dia. Part Mkgs. Description Quantity Figure 7-1. Ensemble principal ..... +179 432 PANEL, side ..........
- Page 34 La visserie est seulement disponible que si elle figure sur la liste. 802 297 Figure 7-2. Panel, Front w/Components (Figure 7-1 Item 32) Item Dia. Part Mkgs. Description Quantity Figure 7-2. Panel, Front w/Components (Figure 7-1 Item 32) ..
- Page 35 Item Dia. Part Mkgs. Description Quantity Figure 7-2. Panel, Front w/Components (Figure 7-1 Item 32) (Continued) ..... . 070 371 BLANK, snap-in nyl 1.093/1.125mtg hole .
- Page 36 Item Dia. Part Mkgs. Description Quantity Figure 7-3. Rectifier, SCR Main (Figure 7-1 Item 33) ..C7-12 ..048 420 CAPACITOR, cer disc .01uf 1000VDC ......
- Page 37 Item Dia. Part Mkgs. Description Quantity Figure 7-4. Panel, Rear w/Components (Figure 7-1 Item 21) ....132 101 CHAMBER, plenum 14 in/motor mount .
- Page 38 Notes...
- Page 39 Entrée en vigueur le 1 janvier 2011 (Equipement portant le numéro de série précédé de “MB” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des conditions Torches Tregaskiss (pas de main−d’oeuvre)
-
Page 40: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2011 Miller Electric Mfg. Co.