
Manuels Connexes pour Miller Axcess 300 CE










Sommaire des Matières pour Miller Axcess 300 CE
- Page 1 OM-230 032V/fre 2015−07 Procédés MIG−pulsé Soudage fil fourré Soudage automatique Description Interface de soudage automatique et poste de soudage Axcess 300 MANUEL DE L’UTILISATEUR www.MillerWelds.com/ams...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 DECLARATION OF CONFORMITY for European Community (CE marked) products. MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the product(s) identified in this declaration conform to the essential requirements and provisions of the stated Council Directive(s) and Standard(s).
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2013−09 Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 6 D Ne pas raccorder plus d’une électrode ou plus d’un câble de D Avoir recours à des écrans protecteurs ou à des rideaux pour masse à une même borne de sortie de soudage. Débrancher le protéger les autres contre les rayonnements les éblouissements câble pour le procédé...
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
LES BOUTEILLES peuvent exploser DES PIECES DE METAL ou DES si elles sont endommagées. SALETES peuvent provoquer des blessures dans les yeux. Les bouteilles de gaz comprimé contiennent du gaz sous haute pression. Si une bouteille est D Le soudage, l’écaillement, le passage de la endommagée, elle peut exploser. - Page 8 LES CHARGES ÉLECTROSTATI- RAYONNEMENT HAUTE QUES peuvent endommager les cir- FRÉQUENCE (H.F.) risque cuits imprimés. provoquer des interférences. D Établir la connexion avec la barrette de terre D Le rayonnement haute fréquence (H.F.) peut avant de manipuler des cartes ou des pièces. provoquer des interférences avec les équi- pements de radio−navigation et de com- D Utiliser des pochettes et des boîtes antista-...
-
Page 9: Proposition Californienne 65 Avertissements
1-4. Proposition californienne 65 Avertissements Les équipements de soudage et de coupage produisent des Ce produit contient des produits chimiques, notamment du fumées et des gaz qui contiennent des produits chimiques plomb, dont l’État de Californie reconnaît qu’ils provoquent dont l’État de Californie reconnaît qu’ils provoquent des mal- des cancers, des malformations congénitales ou d’autres formations congénitales et, dans certains cas, des cancers. - Page 10 OM-230 032 Page 6...
-
Page 11: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Symboles et définitions supplémentaires relatifs à la sécurité Certains symboles ne se trouvent que sur les produits CE. Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Safe1 2012−05 Porter des gants isolants secs. Ne pas toucher l’électrode à mains nues. Ne pas porter des gants humides ou endommagés. - Page 12 Ne pas enlever ou recouvrir l’étiquette de peinture. Safe20 2012−05 Quand l’alimentation est branchée, certaines pièces défectueuses peuvent exploser ou provoquer l’explosion d’autres pièces. Safe26 2012−05 Les morceaux ou pièces éjectées peuvent blesser. Toujours porter un masque pour faire l’entretien de l’appareil. Safe27 2012−05 Porter des manches longues et boutonner son col pour faire l’entretien de l’appareil.
-
Page 13: Symboles Et Définitions Divers
2-2. Symboles et définitions divers Certains symboles ne se trouvent que sur les produits CE. Courant continu Courant alternatif Ampérage Tension (DC) (AC) Commande Sortie Coupe-circuit Marche à distance Tension Arrêt Positif Négatif d’alimentation Terre de protection Arc force Tension constante Inductance (terre) Convertisseur... -
Page 14: Section 3 − Specifications
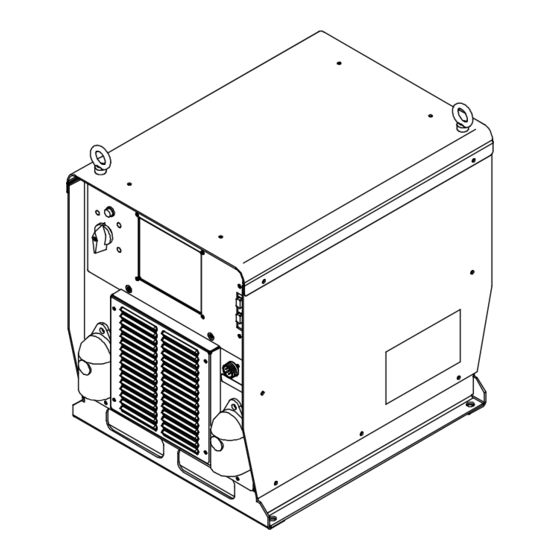
SECTION 3 − SPECIFICATIONS 3-1. Emplacement du numéro de série et de la plaque signalétique Le numéro de série et les données signalétiques de ce produit se trouvent à l’arrière. La plaque signalétique permet de déterminer l’alimentation électrique requise et/ou la puissance nominale. Consigner le numéro de série dans la zone prévue à cet effet sur le dos de couverture du présent guide afin de pouvoir vous y référer ultérieurement 3-2. -
Page 15: Facteur De Marche Et Surchauffe
3-4. Facteur de marche et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage nominal sans surchauffe. En cas de surchauffe de l’appareil, le(s) thermostat(s) se déclenche(nt), la sortie s’arrête et le ventilateur se met en marche. -
Page 16: Spécifications Environnementales
3-6. Spécifications environnementales A. Niveau de protection IP Niveau de protection IP21S Le présent matériel est conçu pour une utilisation à l’intérieur. Il ne peut être utilisé ou entreposé à l’extérieur. IP21S 2014−06 B. Informations sur les champs électromagnétique (EMF) Cet équipement n’est pas prévu à... -
Page 17: Section 4 − Installation
SECTION 4 − INSTALLATION L’appareil peut avoir une apparence différente de celle qui est illustrée dans le manuel. 4-1. Choix d’un emplacement Ne pas déplacer ou faire fonctionner l’appareil à un endroit où il pourrait se renverser. Mouvement Emplacement et circulation d’air Une installation spéciale peut être nécessaire en présence d’essence ou de liquides volatils −... -
Page 18: Prises Et Protecteur Supplémentaire Du Panneau Arrière
4-3. Prises et protecteur supplémentaire du panneau arrière Prise RC2 115 V 10 A AC La prise fournit l’alimentation mono- phasée sous 60 Hz. La sortie maximale de RC2 est limitée par le protecteur supplémentaire CB1 à 10 A. Protecteur supplémentaire CB1 Protecteur supplémentaire CB2 CB1 protège la prise RC2 de 115 V contre les surcharges. -
Page 19: Guide D'entretien Électrique
4-5. Guide d’entretien électrique Elec Serv 2014−01 Le non-respect de ces recommandations concernant les fusibles et les coupe-circuit peut entraîner un risque d’électrocution ou d’in- cendie. Ces recommendations sont pour le circuit d’alimentation dédié, applicable à la puissance nominale et au facteur de marche de la source de soudage. -
Page 20: Alimentation Électrique Triphasée
4-6. Alimentation électrique triphasée =Terre Faire passer le câble d’alimentation dans le tube à l’intérieur du poste. Faire passer le conducteur de terre dans le transducteur de courant puis vers la borne. Outils nécessaires : 5/16 po. Input5 2013−04 Ref. 803 766-C / 804 650-B / Ref. 803 855-B / 219 842-B OM-230 032 Page 16... -
Page 21: Alimentation Électrique Triphasée (Suite)
Alimentation électrique triphasée (suite) Sélectionner la section et la longueur Raccorder les conducteurs d’entrée L1, L2 Couper la source d’alimentation de des conducteurs selon la section 4-5. et L3 (V) aux bornes des phases du poste de soudage et vérifier la tension aux Les conducteurs doivent correspondre aux soudage. -
Page 22: Section 5 − Procédures De Réglage Recommandées
SECTION 5 − PROCÉDURES DE RÉGLAGE RECOMMANDÉES 5-1. Choix de la dimension des câbles* NOTE − La longueur de câble totale du circuit de soudage (voir tableau ci-dessous) est la longueur cumulée des deux câbles de soudage. Par exemple, si la source de courant est à 30 m de la pièce à souder, la longueur de câble totale du circuit de soudage est de 60 m (2 câbles de 30 m). Utiliser la colonne 60 m pour déterminer le calibre du câble. -
Page 23: Raccordements Aux Bornes De Soudage
5-3. Raccordements aux bornes de soudage Si on utilise une électrode négative (polarité di- recte), le fil de détection de la tension doit être raccordé à la pièce. Ne rien placer entre la borne de câble de soudage et la barre de cuivre. -
Page 24: Courant De Soudage
5-4. Courant de soudage Le fait de minimiser la longueur de la boucle de soudage peut éviter des chutes de tension extrêmes qui produisent de mauvaises caractéristiques de soudage. Source du courant de soudage Câble d’électrode Câble d’alimentation Câble de masse Circuit de soudage standard Fil de détection de la tension Dévidoir... -
Page 25: Disposition Des Câbles De Soudage Pour Réduire L'inductance Du Circuit
5-5. Disposition des câbles de soudage pour réduire l’inductance du circuit Source de courant de soudage Câble d’électrode Câble d’alimentation Mauvais Câble de masse Fil de détection de la tension Dévidoir Pièce La méthode selon laquelle on dispose les câbles a un effet significatif sur les propriétés de soudage. -
Page 26: Utilisation De Plusieurs Sources De Soudage
Welding on a single workpiece using multiple welding power sources can cause arc blow and arc impedance to develop or intensify. 5-6. Utilisation de plusieurs sources de soudage Source du courant de soudage Câble électrode Câble d’alimentation Câble de masse Fil de détection de la tension Dévidoir Pièce... -
Page 27: Fil De Détection De Tension Et Raccordement Des Câbles De Masse Dans Le Cas D'arcs De Soudage Multiples
5-7. Fil de détection de tension et raccordement des câbles de masse dans le cas d’arcs de soudage multiples. A. Mauvaise installation Ref. 804 528-B Passage du courant Source du courant de soudage Pièce dans la pièce. La chute de tension à l’intérieur de la pièce ne sera pas mesurée Câble électrode Cette disposition est mauvaise parce que... - Page 28 B. Meilleure installation Passage du courant Ref. 804 529-B Source du courant de soudage Dévidoir tension vers les postes de soudage. On ne peut pas atteindre la meilleure sensibilité Câble électrode Pièce de détection à cause de la chute de tension Câble d’alimentation dans la pièce.
-
Page 29: La Meilleure Installation
C. La meilleure installation Passage du courant Ref. 804 530-B Source du courant de soudage Fil de détection de la tension détecter la tension à la pièce. Le retour de tension vers les postes de soudage est Câble électrode Dévidoir plus précis et on obtient ainsi des départs Pièce Câble d’alimentation... -
Page 30: Section 6 − Fonctionnement
SECTION 6 − FONCTIONNEMENT 6-1. Interrupteurs du panneau avant Ref. 803 669-A Interrupteur d’alimentation Voyant pilote Port PDA Son illumination indique l’état de l’alimentation Met le poste sous tension ou hors tension. Port PC de soudage ; allumé si le poste est sous tension et éteint si le poste est hors tension. -
Page 31: Section 7 − Maintenance
SECTION 7 − MAINTENANCE 7-1. Maintenance de routine Débrancher l’alimentation Augmenter la fréquence avant d’effectuer des tra- des travaux d’entretien vaux d’entretien. dans des conditions de service sévères. n = Vérifier Z = Change ~ = Nettoyer l = Remplacer * Travail à... -
Page 32: Section 8 − Précautions De Sécurité Pour La Maintenance
SECTION 8 − PRÉCAUTIONS DE SÉCURITÉ POUR LA MAINTENANCE safety_stm2013−09fre Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 8-1. -
Page 33: Avertissement Lié À La Proposition 65 De Californie
LA CHUTE DE L’ÉQUIPEMENT L’EMPLOI EXCESSIF peut SUR- peut provoquer des blessures. CHAUFFER L’ÉQUIPEMENT. D Utiliser l’anneau de levage uniquement pour D Prévoir une période de refroidissement; respecter soulever l’appareil, NON PAS les chariots, le cycle opératoire nominal. les bouteilles de gaz ou tout autre accessoire. D Réduire le courant ou le facteur de marche D Utiliser un équipement de levage de capacité... -
Page 34: Section 9 − Dépannage
SECTION 9 − DÉPANNAGE 9-1. Enlever le couvercle et mesurer la tension des condensateurs d’entrée Arrêter le courant de soudage et déb- rancher l’alimentation. Après l’arrêt de l’appareil, une tension DC. significative peut rester dans les Outils nécessaires : condensateurs. Avant de travailler sur l’appareil, contrôler toujours la tension 5/16 po comme indiqué, pour s’assurer que les... -
Page 35: Voyant De Diagnostic De La Carte Process Soudage Pc4
9-2. Voyant de diagnostic de la carte process soudage PC4 Module de commande de procédé PC4 Les LED de diagnostic sont visibles à l’intérieur de l’appareil, situées sur la PC4 montée sur le plateau supérieur. Se reporter à la Section 9-3 pour plus d’informations relatives aux LED de diagnostic. -
Page 36: Voyants D'état Du Réseau Et Du Module
9-4. Voyants d’état du réseau et du module Voyants d’état du réseau Ce qui suit est un voyant d’état du réseau: LED4 (voyant 4) du tableau électrique PCM. État Diagnostic Arrêt La carte électronique n’est pas branché au réseau ou la carte n’est pas alimentée. Vert La carte électronique fonctionne normalement et les connexions sont établies avec le réseau. -
Page 37: Dépannage
9-5. Dépannage Cause Remède Pas de courant de soudage; appareil Mettre le dispositif de coupure de ligne sur la position Marche (voir la Section 4-6). complètement inopérant Contrôler et remplacer le(s) fusible(s) de ligne, si nécessaire, ou réarmer le coupe-circuit (voir Section 4-6). -
Page 38: Section 10 − Schema Electrique
SECTION 10 − SCHEMA ELECTRIQUE Figure 10-1. Schéma électrique de la source e soudage OM-230 032 Page 34... - Page 39 263 485-A OM-230 032 Page 35...
- Page 40 SECTION 11 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 5 − Fig 11-3 7 − Fig 11-4 6 − Fig 11-2 22 − Fig 11-5 Ref. 804 651-E Figure 11-1. Ensemble principal OM-230 032 Page 36...
- Page 41 Item Dia. Part Mkgs. Description Quantity Figure 11-1. Ensemble principal ....+210492 . . . Cover, Top ........... .
- Page 42 La visserie est seulement disponible que si elle figure sur la liste. 20 21 802 955-C Figure 11-2. Windtunnel Assembly LH And RH Item Dia. Part Mkgs. Description Quantity Figure 11-2. Windtunnel Assembly LH And RH (Fig 11-1 Item 6) .
- Page 43 Item Dia. Part Mkgs. Description Quantity Figure 11-2. Windtunnel Assembly LH And RH (Continued) (Fig 11-1 Item 6) ....201695 ..Clamp, Capacitor (Bottom) .
- Page 44 La visserie est seulement disponible que si elle figure sur la liste. 803 422-B Figure 11-3. Top Tray Assembly Item Dia. Part Mkgs. Description Quantity Figure 11-3. Top Tray Assembly (Fig 11-1 Item 5) ..
- Page 45 La visserie est seulement disponible que si elle figure sur la liste. 803 672-B Figure 11-4. Rear Panel Assembly Item Dia. Part Mkgs. Description Quantity Figure 11-4. Rear Panel Assembly (Fig 11-1 Item 7) ....+210478 .
- Page 46 La visserie est seulement disponible que si elle figure sur la liste. Ref. 804 676-A Figure 11-5. Front Panel Assembly Item Dia. Part Mkgs. Description Quantity Figure 11-5. Front Panel Assembly (Fig 11-1 Item 21) ..
- Page 47 Item Dia. Part Mkgs. Description Quantity Figure 11-5. Front Panel Assembly (Continued) ....207979 . . . Box, Louver ...........
- Page 48 Notes...
- Page 49 Notes...
- Page 50 Notes...
- Page 51 Entrée en vigueur le 1 janvier 2015 (Equipement portant le numéro de série précédé de “MF” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des conditions 6 mois —...
-
Page 52: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service transport du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2015 Miller Electric Mfg. Co. 2015−01...