Miller Summit Arc 1000 Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour Summit Arc 1000:
- Manuel de l'utilisateur (48 pages) ,
- Manuel de l'utilisateur (40 pages)

Manuels Connexes pour Miller Summit Arc 1000











Sommaire des Matières pour Miller Summit Arc 1000
- Page 1 OM-2221/fre 186 183S 2006−08 Procédés AS (Arc Submergé) Description Source d’Alimentation pour le Soudage à l’Arc ™ Summit Arc 1000/1250 MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 REMARQUE Ces renseignements sont fournis pour les appareils homologués pour la CE (voir l’étiquette signalétique fixée à l’appareil). Fabricant: Contact Européen Miller Electric Mfg. Co. Mr. Danilo Fedolfi, 1635 W. Spencer St. Directeur général Appleton, WI 54914 USA ITW WELDING PRODUCTS ITALY S.r.l.
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION som _3/05 Y Avertissement : se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés Symbole graphique d’avertissement ! Attention ! Cette pro- cédure comporte des risques possibles ! Les dangers éven- tuels sont représentés par les symboles graphiques joints. - Page 6 LES RAYONS D’ARC peuvent entraî- ACCUMULATIONS ner des brûlures aux yeux et à la peau. risquent de provoquer des blessures ou même la mort. Le rayonnement de l’arc du procédé de soudage génère des rayons visibles et invisibles intenses D Fermer l’alimentation du gaz protecteur en cas (ultraviolets et infrarouges) susceptibles de provo- de non-utilisation.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Utiliser un équipement de levage de capacité D Utiliser uniquement des pièces de rechange suffisante pour lever l’appareil. Miller/Hobart. D En utilisant des fourches de levage pour déplacer l’unité, s’assu- rer que les fourches sont suffisamment longues pour dépasser du côté... -
Page 8: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Boulevard, Rexdale, Ontario, Canada M9W 1R3 (téléphone : de Global Engineering Documents (téléphone : 1-877-413-5184, site In- 800-463-6727 ou à Toronto 416-747-4044, site Internet ternet : www.global.ihs.com). www.csa-international.org). -
Page 9: Section 2 − Installation
SECTION 2 − INSTALLATION 2-1. Spécifications Ampérage RMS d’entrée nominal en fonction de Gamme la tension d’alimentation triphasée de ten- de ten- Gamme de Gamme de Tension à Tension à 380/400/415 V 460 V 500 V 575 V Sortie en AC et sion en courant en vide... -
Page 10: Courbes Volt-Ampère
2-3. Courbes Volt-Ampère Les courbes volt-ampère indiquent la tension et l’ampérage minimum et maximum de sortie possibles de l’appareil. Les courbes pour d’au- tres réglages se placent entre les courbes indiquées. A. Mode CC Sortie DC Sortie AC B. Mode CV Sortie DC Sortie AC va_curve1 4/95 −... -
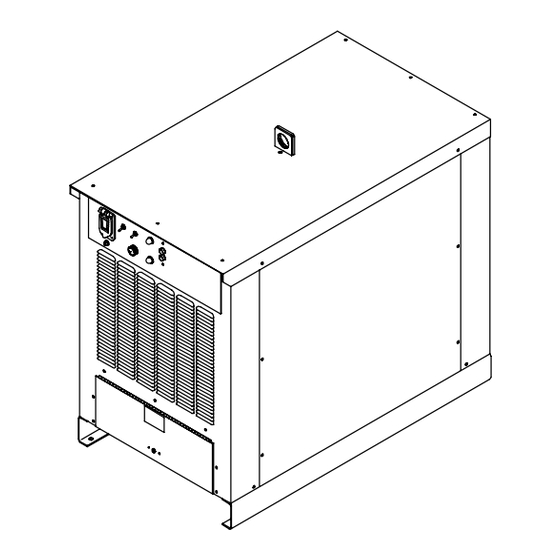
Page 11: Dimensions Et Poids
2-4. Dimensions et poids Dimensions Hauteur* 1118 mm Largeur* 692 mm Poids Poids Profondeur* 1168 mm 540 kg 48 mm 1120 mm 17 mm 662 mm Front Front 4 orifices: 6,5 mm * La visserie, poignées, anneau de levage, etc. compris. 2-5. -
Page 12: Plaque Signalétique Concernant Les Produits Ce
2-6. Plaque signalétique concernant les produits CE 2-7. Choix d’un emplacement Anneau de levage Fourches de levage Utiliser l’anneau ou les fourches de levage pour déplacer l’appareil. Manutention En cas d’utilisation de fourches de levage, les faire saillir au delà du côté... -
Page 13: Bornes De Sortie De Soudage Et Choix De La Dimension Des Câbles
2-8. Bornes de sortie de soudage et choix de la dimension des câbles Longueur totale du câble (cuivre) dans le circuit de soudage égale à Bornes de sortie 30 m ou moins 45 m 60 m 70 m 90 m 105 m 120 m de soudage... -
Page 14: Choix De Sortie Ac Ou Dc
2-9. Choix de sortie AC ou DC Y Arrêter la source de souda- ge et déconnecter l’alimen- tation avant de commuter l’appareil. Déposer le panneau du haut. Ï Ï Ï Etiquette de sélection AC/DC Ï Ï Ï Ï Ï Ï Ï... -
Page 15: Soudage Sous Flux (Saw) De Base
Pour DCEN (polarité directe), inverser les câbles de sou- dage et les fils de détection de ten- sion. Systéme de flux Summit Arc 1000/1250 Électrode Piéce Vanne Câble de com- de flux mande moteur de... - Page 16 B. Conseils de placement des fils de détection de tension à distance pour un arc unique (nécessaires) Fils de détection de tension à distance SOURCE DU COURANT DE SOUDAGE MAUVAIS Le fil de détection est influencé par le courant de soudage. À...
- Page 17 Conseils de placement des fils de détection de tension à distance pour plusieurs arcs Fils de détection de tension à distance SOURCE MAUVAIS DU COURANT Le courant de la première torche DE SOUDAGE affecte la détection de la seconde. Le courant de la seconde torche affecte la détection de la première.
-
Page 18: Connexions De Commandes À Distance
2-12. Connexions de commandes à distance Y Arrêter la source de souda- ge et déconnecter l’alimen- tation avant d’ouvrir la porte d’accès. Porte d’accès Prise de commande à distance 14−broches (à l’intérieur) Connecter la commande à distan- ce à la prise 14−broches. Si votre prise ne correspond pas, connec- tez vous au bornier TE3 (voir Sec- tion 2-10). -
Page 19: Prises Auxiliaires 115Vac Et Coupe Circuit (Modèles 460 Et 575 V)
2-13. Prises auxiliaires 115VAC et coupe circuit (modèles 460 et 575 V) Prise AC 115V 12A La puissance 115V est partagée par les prises auxiliaires et les connexions 115V sur le bornier TE3 et la prise 14-broches (voir Section 2-10). Coupe circuit CB1 CB1 protège les prises 115V et la partie 115V de TE3 et de la 14-bro-... -
Page 20: Guide De Service Électrique
2-15. Guide de service électrique Triphasé Triphasé , 50/60 Hz , 60 Hz Tension d’alimentation Ampérage d’entrée en fonction de la puissance nominale Taille maximale des fusibles en Ampères Fusible temporisé Fusible normal Dimension min. du conducteur d’entrée en mm 40 (1/0) 40 (1/0) 40 (1/0) -
Page 21: Branchement Sur Le Circuit D'alimentation
2-16. Branchement sur le circuit d’alimentation Y L’installation doit répondre à tous les codes na- Voir Section 2-17 comment tester tionaux et locaux − demander à une personne les phases. qualifiée d’effectuer cette installation. Y Débrancher et verrouiller ou consigner l’ali- mentation avant de raccorder les conducteurs = GND/PE d’alimentation de cet appareil. -
Page 22: Synchronisation Des Phases L1, L2 Et L3 Avec Des Unités Multiples
2-17. Synchronisation des phases L1, L2 et L3 avec des unités multiples Y Arrêter la source de souda- ge et déconnecter l’alimen- tation avant d’ouvrir la porte Mettre sur lecture Volt AC d’accès. Ce test est à faire dans le cas où plusieurs unités doivent être re- La polarité... -
Page 23: Section 3 − Connexions Des Cables De Puissance
SECTION 3 − CONNEXIONS DES CABLES DE PUISSANCE 3-1. Connexion du câble de soudage et câble de masse pour un seul arc DC ou AC Y Arrêter la source de souda- Y En cas de questions concernant cette ge et déconnecter l’alimen- procédure, contactez l’usine avant de tation avant d’ouvrir la porte connecter. -
Page 24: Unités Multiples − Tandem; Premier Fil Dc, Fils Suivants Ac Avec Électrodes Séparées
3-2. Unités multiples − tandem; premier fil DC, fils suivants AC avec électrodes séparées Y Arrêter la source de souda- Y En cas de questions concernant cette ge et déconnecter l’alimen- procédure, contactez l’usine avant de tation avant d’ouvrir la porte connecter. -
Page 25: Unités Multiples; Un Ou Plusieurs Arcs Ac Avec Électrodes Séparées
3-3. Unités multiples; un ou plusieurs arcs AC avec électrodes séparées Y Arrêter la source de souda- Y En cas de questions concernant cette ge et déconnecter l’alimen- tation avant d’ouvrir la porte procédure, contactez l’usine avant de d’accès. connecter. Pour utiliser plusieurs électrodes Y UN CHOC ÉLECTRIQUE peut tuer. -
Page 26: Unités Multiples; Sorties Dc En Parallèle
3-4. Unités multiples; sorties DC en parallèle Y Arrêter la source de souda- Y En cas de questions concernant cette ge et déconnecter l’alimen- procédure, contactez l’usine avant de tation avant d’ouvrir la porte connecter. d’accès. Pour utiliser plusieurs unités DC en Y UN CHOC ÉLECTRIQUE peut tuer. -
Page 27: Unités Multiples; Sorties Ac En Parallèle
3-5. Unités multiples; sorties AC en parallèle Y Arrêter la source de souda- Y En cas de questions concernant cette ge et déconnecter l’alimen- procédure, contactez l’usine avant de tation avant d’ouvrir la porte connecter. d’accès. Y Toujours vérifier la synchro- Y UN CHOC ÉLECTRIQUE peut tuer. -
Page 28: Synchronisation Des Sorties Ac En Parallèle
3-6. Synchronisation des sorties AC en parallèle Y Arrêter la source de souda- Y En cas de questions concernant cette ge et déconnecter l’alimen- procédure, contactez l’usine avant de tation avant d’ouvrir la porte connecter. d’accès. Bornier TE4 Cette procédure permet de syn- chroniser les sorties AC de deux sources ou plus pour que les for- mes d’ondes correspondent. -
Page 29: Utilisation De Connexions Sur Le Bornier Te4 Pour Des Arcs Ac Non Parallèles
3-7. Utilisation de connexions sur le bornier TE4 pour des arcs AC non parallèles Y Arrêter la source de soudage Y En cas de questions concernant cette et déconnecter l’alimentation procédure, contactez l’usine avant de avant d’ouvrir la porte d’ac- connecter. -
Page 30: Rallèle Synchronisés
3-8. Connexions sur la carte de régulation PC1 pour des arcs multiples en AC ou pour des arcs AC en parallèle synchronisés Y Arrêter la source de souda- ge et déconnecter l’alimen- tation avant de commencer cette procédure. Déposer le capot du haut. Y En cas de questions concernant cette procédure, Panneau avant contactez l’usine avant de connecter. -
Page 31: Vérification De La Synchronisation Des Sorties Ac Avant Le Fonctionnement En Parallèle
3-9. Vérification de la synchronisation des sorties AC avant le fonctionnement en parallèle Y Arrêter la source de souda- ge et déconnecter l’alimen- tation avant de commencer cette procédure. Y En cas de questions concernant cette procédure, Y Si les sources ne sont pas contactez l’usine avant de connecter. -
Page 32: Section 4 − Operation
SECTION 4 − OPERATION 4-1. Commandes en face avant (modèles non CE) Commande du contacteur de sortie Arrêter la source avant de connecter une Voyant d’arrêt haute température commande à distance. S’allume si l’appareil surchauffe. Pour coller le contacteur, placer l’inverseur Pour pouvoir régler à... -
Page 33: Commandes En Face Avant (Modèles Ce)
4-2. Commandes en face avant (modèles CE) Commande du contacteur de sortie Arrêter la source avant de connecter une Voyant d’arrêt haute température commande à distance. S’allume si l’appareil surchauffe. Pour coller le contacteur, placer l’inverseur Pour pouvoir régler à distance, connecter en position marche. -
Page 34: Section 5 − Maintenance & Detection Des Pannes
SECTION 5 − MAINTENANCE & DETECTION DES PANNES 5-1. Maintenance de routine Y Débrancher l’alimentation Augmenter la fréquence des travaux d’entretien avant d’effectuer des dans des conditions de service sévères. travaux d’entretien. 3 mois Réparer ou Remplacer des Remplacer le remplacer étiquettes corps de torche... -
Page 35: Accès Aux Coupe-Circuits
5-3. Accès aux coupe-circuits Arrêter la source de soudage et dé- connecter l’alimentation avant de vérifier les coupe−circuits. Coupe-circuit CB2 CB2 protège la partie 24 VAC du bornier TE3 et de la prise 14−bro- ches. Coupe−circuit CB3 CB2 protège la partie 42 VAC du bornier TE3. -
Page 36: Section 6 − Schema Electrique
SECTION 6 − SCHEMA ELECTRIQUE 224 360-A Figure 6.1. Schéma électrique pour les modèles 460 et 575 VAC OM-2221 Page 32... - Page 37 224 361-A Figure 6.2. Schéma électrique pour les modèles 400 VAC OM-2221 Page 33...
-
Page 38: Section 7 − Liste Des Pieces
SECTION 7 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 801 981-B Figure 7-1. Ensemble principal OM-2221 Page 34... - Page 39 Item Dia. Part Mkgs. Description Quantity Figure 7-1. Ensemble principal ... 071 624 Panel, Side ............
- Page 40 La visserie est seulement dispo- nible que si elle figure sur la liste. 801 982-D Figure 7-2. Front Panel Assembly OM-2221 Page 36...
- Page 41 Item Dia. Part Mkgs. Description Quantity Figure 7-2. Front Panel Assembly (Figure 7-1 Item 32) ....038 805 Cover, Receptacle Weatherproof ........
- Page 42 Item Dia. Part Mkgs. Description Quantity Figure 7-3. Rear Panel Assembly (Figure 7-1 Item 15) ..059 266 Relay, Encl 120 VAC DPDT 10A/120 VAC ......
- Page 43 Entrée en vigueur le 1 janvier 2006 (Equipement portant le numéro de série précédé de “LG” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
-
Page 44: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © IMPRIME AUX USA 2006 Miller Electric Mfg. Co. 2006−01...