Miller Spectrum 875 Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour Spectrum 875:
- Manuel de l'utilisateur (56 pages) ,
- Manuel de l'utilisateur (56 pages)

Manuels Connexes pour Miller Spectrum 875












Sommaire des Matières pour Miller Spectrum 875
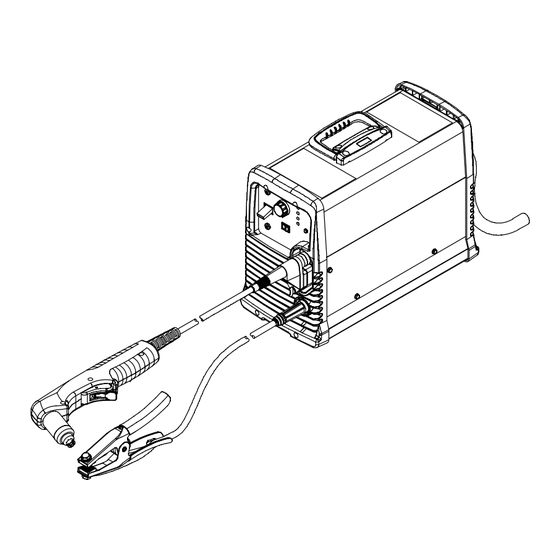
- Page 1 OM-234 163A/cfr 2008−07 Procédés Coupage et gougeage plasma Description Coupeur Plasma Spectrum 875 et Torche ICE-60T MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
................3-13. Câblage de la fiche facultative de 240 V (119 172) pour branchement à une génératrice Miller Bobcat, Trailblazer ou Hobart Champion 10,000 . - Page 4 Table des matières SECTION 6 − SCHEMA ELECTRIQUE ............SECTION 7 −...
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION pom2007−04fre Se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Signification des symboles DANGER! − Indique une situation dangereuse qui si on Indique des instructions spécifiques. - Page 6 D Assurez−vous que le fil de terre du cordon d’alimentation est cor- D Ayez recours à des protège−tympans ou à un serre−tête ignifuges rectement relié à la borne de terre dans la boîte de coupure ou que afin d’éviter que les étincelles n’entrent dans vos oreilles. la fiche du cordon est branchée à...
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
D Ne coupez pas dans un endroit près d’opérations de décapage, de LES BOUTEILLES peuvent exploser nettoyage ou de vaporisation. La chaleur et les rayons d’arc peu- si elles sont endommagées. vent réagir avec les vapeurs et former des gaz hautement toxiques et irritants. -
Page 8: Proposition Californienne 65 Avertissements
Danger D’EXPLOSION LE RAYONNEMENT HAUTE FRÉ- D’HYDROGÈNE. QUENCE (H.F.) risque de provoquer des interférences. D Lors du coupage d’aluminium partiellement ou totalement immergé dans l’eau, de l’hydrogène D Le Rayonnement haute frequence (H.F.) peut libre peut s’accumuler sous la pièce. provoquer des interférences avec les équipe- D Consultez votre ingénieur de coupage et les instructions de la ments de radio−navigation et de communica-... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, L4W 5NS (téléphone : 800-463-6727 ou à Toronto 416-747-4044, site de Global Engineering Documents (téléphone : 1-877-413-5184, site In- Internet : www.csa-international.org). ternet : www.global.ihs.com). Safe Practice For Occupational And Educational Eye And Face Protec- Recommended Practices for Plasma Arc Cutting, American Welding tion, ANSI Standard Z87.1, de American National Standards Institute,... -
Page 10: Section 2 − Définitions
Une liste complète des pièces est disponible sur www.MillerWelds.com. SECTION 2 − DÉFINITIONS 2-1. Symboles et définitions utilisés dans le manuel et sur l’appareil Coupage à l’arc Régler la pression Témoin basse Ampères plasma (CAP) air / gaz pression d’air Volts Augmenter Non −... -
Page 11: Section 3 − Installation
Une liste complète des pièces est disponible sur www.MillerWelds.com. SECTION 3 − INSTALLATION 3-1. Fiche technique Alimentation Alimentation Nbre de phases (PH) Monophasé 50 − 60 Hz — — et fréquence de secteur (Hz) Courant (A) Tension CA efficace (rms) − (U efficace (rms) −... -
Page 12: Facteur De Marche Et Surchauffe
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-2. Facteur de marche et surchauffe Le facteur de marche équivaut au Facteur de marche pourcentage de 10 minutes pendant de 40% lequel l’appareil peut couper sans surchauffe à la charge nominale. Le facteur de marche est basé... -
Page 13: Dimensions, Poids Et Déplacement Du Système
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-4. Dimensions, poids et déplacement du système Ne pas déplacer ou faire fonctionner l’appareil à un endroit où il pourrait se renverser. Dimensions et poids de l’appareil 42 lb (19,1 kg) 18−1/2 po (470 mm) Poids de la torche... -
Page 14: Branchement Et Débranchement De La Torche
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-6. Branchement et débranchement de la torche Couper l’alimentation débrancher la prise Connecteur de torche Collier de connecteur rapide Mamelon Prise Clavette de blocage Pour brancher la torche: Pousser le connecteur de torche dans la prise et le raccord rapide jusqu’à... -
Page 15: Bande Auto Agrippante Pour Câbles
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-8. Bande auto agrippante pour câbles Bande auto agrippante pour câbles Enrouler le câble d’alimentation et l’attacher à l’appareil au moyen de la bande auto agrippante. 805 275−A OM−234 163 Page 11... -
Page 16: Guide D'entretien Électrique
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-9. Guide d’entretien électrique Le défaut d’observer ces recommandations d’entretien électrique peut entraîner des chocs électriques ou un incendie. Ces recommandations visent un circuit de branchement dédié et dimensionné selon l’intensité secondaire nominale et au facteur de marche de la source de courant de soudage au plasma. -
Page 17: Sélection De La Localisation Et Raccordement De L'alimentation
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-11. Sélection de la localisation et raccordement de l’alimentation déplacer faire L’installation doit être conforme fonctionner l’appareil à un endroit à tous les codes fédéraux et où il pourrait se renverser. locaux −... - Page 18 Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-12. Branchement de l’appareil de coupe au plasma à une génératrice Miller ou Hobart équipée d’une prise de capacité en KVA correspondante (NEMA 14-50R) à l’aide d’un cordon de connexion (no de pièce 300 158) Cordon de connexion Fiche de l’appareil de coupe au...
-
Page 19: Câblage De La Fiche Facultative De 240 V (119 172) Pour Branchement À Une Génératrice Miller Bobcat
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-13. Câblage de la fiche facultative de 240 V (119 172) pour branchement à une génératrice Miller Bobcat, Trailblazer ou Hobart Champion 10,000 Conducteurs d’entrée et de terre 3 (Non utilisé) Fiche câblée alimentation 240V... -
Page 20: Réglages De La Génératrice En Vue Du Plasma Coupage
Une liste complète des pièces est disponible sur www.MillerWelds.com. 3-14. Réglages de la génératrice en vue du plasma coupage Le sélecteur «ENGINE» doit être réglé Régler la commande de réglage final à 10 (si présent) à la position “RUN” − et non “RUN/IDLE”. en vue d’une puissance d’appoint maximale. -
Page 21: Section 4 − Fonctionnement
Une liste complète des pièces est disponible sur www.MillerWelds.com. SECTION 4 − FONCTIONNEMENT 4-1. Commandes Réf. 234 155−A Commande de sortie Commutateur coupage/gougeage N’utiliser que de l’air propre, sec, Utiliser cette commande pour régler la sortie sous pression de 90 à 120 lb/po (620 de coupage. -
Page 22: Verrou De Sécurité De La Gâchette
Une liste complète des pièces est disponible sur www.MillerWelds.com. 4-2. Verrou de sécurité de la gâchette Gâchette Gâchette verrouillée Gâchette déverrouillée 801 397−A 4-3. Pratiques visant les systèmes de plasma coupage L’arc pilote s’amorce immédiatement lorsqu’on appuie sur la gâchette. COUPAGE GOUGEAGE Raccorder toujours la pince de pièce à... -
Page 23: Déroulement Du Coupage
Une liste complète des pièces est disponible sur www.MillerWelds.com. 4-4. Déroulement du coupage COUPAGE GOUGEAGE Raccorder la pince de pièce à une zone propre L’appareil règle automatiquement la pression et exempte de peinture de la pièce à couper, le à 70 lb/po (480 kPa) pour le coupage. -
Page 24: Déroulement Du Gougeage
Une liste complète des pièces est disponible sur www.MillerWelds.com. 4-5. Déroulement du gougeage COUPAGE GOUGEAGE L’appareil règle automatiquement la pression à 60 lb/po (410 kPa) pour le gougeage. Raccorder la pince de pièce à une zone propre et exempte de peinture de la pièce à couper, le plus près possible de la coupe. -
Page 25: Déroulement De La Perforation
Une liste complète des pièces est disponible sur www.MillerWelds.com. 4-6. Déroulement de la perforation L’arc pilote s’amorce immédiatement lorsqu’on appuie sur la gâchette. La capacité de perforation maximale recommandée est de 7/16 po (11 mm). COUPAGE GOUGEAGE L’appareil règle automatiquement la pression à... -
Page 26: Vitesse De Coupage
Une liste complète des pièces est disponible sur www.MillerWelds.com. 4-7. Vitesse de coupage Acier doux Épaisseur du matériau Vitesses de coupage recommandées Courant d’arc Pouces PO/MN mm/mn 2184 1041 12,7 15,9 19,1 22,2 Inoxydable Épaisseur du matériau Vitesses de coupage recommandées Courant d’arc Pouces PO/MN... -
Page 27: Section 5 − Entretien Et Dépannage
Une liste complète des pièces est disponible sur www.MillerWelds.com. SECTION 5 − ENTRETIEN ET DÉPANNAGE 5-1. Entretien courant Couper l’alimentation Effectuer un entretien avant d’effectuer plus fréquent en présence l’entretien. de conditions rigoureuses. n = Vérifier Z = Changer ~ = Nettoyer l = Remplacer Référence * À... -
Page 28: Vérification Ou Remplacement Du Bec De Torche, De L'électrode Et De La Coupelle De Retenue
Une liste complète des pièces est disponible sur www.MillerWelds.com. 5-3. Vérification ou remplacement du bec de torche, de l’électrode et de la coupelle de retenue Un serrage excessif endommagera les filets. Ne pas trop serrer l’électrode, le bec et la coupelle de retenue durant l’assemblage. Ne pas interchanger des pièces de filetage différent ce qui endommagerait les filets des éléments de l’appareil. -
Page 29: Retrait Et Installation Du Capot
Une liste complète des pièces est disponible sur www.MillerWelds.com. 5-4. Retrait et installation du capot Couper l’alimentation et débrancher la fiche d’alimentation de la prise ou, couper et verrouiller/étiqueter le dispositif d’alimentation avant de faire l’entretien de l’appareil. Une tension CC importante peut demeurer charge condensateurs après mise hors tension... -
Page 30: Vérification Ou Remplacement D'un Élément Filtrant (Pièce No 227 877)
Une liste complète des pièces est disponible sur www.MillerWelds.com. 5-5. Vérification ou remplacement d’un élément filtrant (Pièce No 227 877) Couper l’alimentation et débrancher la fiche d’alimentation de la prise ou, couper verrouiller/étiqueter le dispositif d’alimentation avant de faire l’entretien de l’appareil. Une tension CC importante peut demeurer charge... -
Page 31: Témoins D'état/De Problèmes
Une liste complète des pièces est disponible sur www.MillerWelds.com. 5-6. Témoins d’état/de problèmes Témoin Condition État/cause probable Alimentation Marche (On) Alimentation normale. Arrêt (Off) Lorsque le témoin Power est allumé, le système Pressure/Cup/T emp fonctionne normalement si ces témoins sont éteints. Le taux de clignotement est fixe pendant 15 secondes ou La tension d’alimentation était supérieure à... -
Page 32: Dépannage Visant Le Convertisseur D'énergie Électrique
Une liste complète des pièces est disponible sur www.MillerWelds.com. 5-7. Dépannage visant le convertisseur d’énergie électrique Problème Mesures correctives Nettoyer ou remplacer les éléments fusibles selon qu’il sera nécessaire (voir rubrique 5-3). Pas d’arc pilote; difficile d’amorcer un arc. Vérifier s’il y a endommagement de la torche ou du câble de torche. Vérifier la position du commutateur CUT / GOUGE. -
Page 33: Dépannage Visant La Torche
Une liste complète des pièces est disponible sur www.MillerWelds.com. Problème Mesures correctives Clignotement du témoin CUP pendant Le système au plasma n’a pu amorcer un arc. La source de courant de soudage n’a pu fournir le 15 secondes ou jusqu’à ce qu’on courant à... - Page 34 SECTION 6 − SCHEMA ELECTRIQUE Mise en garde Ne jamais toucher les pièces électriques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entretien de l’appareil. Ne pas faire fonctionner sans les capots. L’installation, l’utilisation et la maintenance doivent être Danger effectuées par des personnes qualifiées.
- Page 35 234 157-A OM-234 163 Page 31...
-
Page 36: Pièces De Rechange Recommandées
SECTION 7 − LISTE DES PIECES 7-1. Pièces de rechange recommandées Description Qté de pièce Pièces de rechange recommandées ....234843 LABEL, ICE 60T CONSUMABLES . - Page 37 Item Part Item Part Description Description 215 594 Handle w/Screws (1) 215 606 Clip, retaining (1) 215 478 Kit, cup sensor (1) 212 735 O-Ring, main body (1) 215 479 Torch Head Repair Kit (1) 234 829 Kit, ICE 60T/TM quick connect w/wing head fastener (1) 185 833 Switch Assy w/Spring (1)
- Page 38 Notes...
- Page 39 Entrée en vigueur le 1 janvier 2008 (Equipement portant le numéro de série précédé de “LJ” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
-
Page 40: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © IMPRIME AUX USA 2008 Miller Electric Mfg. Co. 2008−01...