Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières

Manuels Connexes pour Fronius TransTig 800 Job
















Sommaire des Matières pour Fronius TransTig 800 Job
- Page 1 TransTig 800 Job TransTig 2200 Job TransTig 2500 / 3000 Job TransTig 4000 / 5000 Job MagicWave 1700 / 2200 Job MagicWave 2500 / 3000 Job Instructions de service MagicWave 4000 / 5000 Job Liste de pièces de rechange Source de courant TIG...
-
Page 3: Cher Lecteur
Introduction Nous vous remercions de votre confiance et vous félicitons d’avoir acheté un produit de qualité supérieure de Fronius. Les instructions suivantes vous aideront à vous familiari- ser avec le produit. En lisant attentivement les instructions de service suivantes, vous découvrirez les multiples possibilités de votre produit Fronius. -
Page 5: Consignes De Sécurité
Consignes de sécurité DANGER! «DANGER!» caractérise un péril immédiat. S’y exposer entraîne la mort ou des blessures graves. AVERTISSE- «AVERTISSEMENT» caractérise une situation pouvant s’avérer dangereu- MENT! se. S’y exposer peut entraîner la mort et des blessures graves. ATTENTION! «ATTENTION!» caractérise une situation pouvant s’avérer néfaste. S’y exposer peut entraîner des blessures légères ou minimes ainsi que des dégâts matériels. - Page 6 Généralités Tout dérangement pouvant nuire à la sécurité doit être éliminé avant de (suite) mettre en marche l’appareil. Votre sécurité est en jeu ! Uilisation confor- L’appareil a été conçue exclusivement pour une utilisation de le cadre des travaux prévus. L’appareil est exclusivement conçu pour les procédés de soudage indiqués sur la plaque signalétique.
-
Page 7: Obligations Du Personnel
Obligations de L‘exploitant s‘engage à n‘autoriser l‘utilisation de l’appareil qu‘à des person- l‘exploitant connaissant les prescriptions fondamentales concernant la sécurité du travail et la prévention d‘accidents et familiarisées avec la manipulation de l’appareil ayant lu et compris les avertissements figurant dans ces instructions de service, et l‘ayant confirmé... - Page 8 Auto-protection Font entre autre partie des vêtements de protection: et protection des personnes Protégez les yeux et la face des rayons ultraviolets , de la chaleur et de (suite) la projection d’étincelles en utilisant un écran de soudeur doté de verres filtrants réglementaires.
-
Page 9: Risques Provenant De La Projection D'étincelles
Risques pro- La projection d’étincelles peut causer des incendies et des explosions. venant de la projection Ne jamais souder à proximité de matériaux inflammables. d‘étincelles Les matériaux inflammables doivent être éloignés d’au moins 11 mètres (35 pieds) de l’arc lumineux ou recouverts d’une feuille homologuée. Garder des extincteurs appropriés à... - Page 10 Risques pro- Faire vérifier régulièrement par un électricien professionnel le conducteur de venant du cou- terre de la ligne d‘alimentation secteur et la ligne d‘alimentation de l‘appareil. rant secteur et du courant de N’exploiter l’appareil que sur un réseau muni de conducteur de protection et soudage une prise de courant avec contact de conducteur de protection.
-
Page 11: Zones Particulièrement Dange- Reuses
Mesures EMV et Veiller à ce que des pannes électromagnétiques ne surviennent pas sur les installations électriques et électroniques fait partie de la responsabilité de l’exploitant. Quand on constate des pannes électromagnétiques, l’exploitant est tenu de prendre des mesures pour les éliminer. Examiner et évaluer tout problème éventuel et la résistance aux pannes des installations à... - Page 12 Zones particu- Pendant la marche: lièrement dange- S’assurer que tous les recouvrements soient fermés et l’ensemble des reuses parties latérales correctement montées. (suite) Maintenir fermés tous les recouvrements et parties latérales. La sortie du fil-électrode du brûleur représente un danger élevé de blessures (perforation de la main, blessures du visage et des yeux,...).
- Page 13 Danger par les Les bonbonnes de gaz de protection contiennent du gaz sous pression et bonbonnes de peuvent exploser en cas d’endommagement. Comme les bonbonnes de gaz gaz de protection de protection font partie de l’équipement requis pour le soudage, il convient de les manipuler avec le plus grand soin.
-
Page 14: Mesures De Sécurité Sur Le Lieu D'installation
Mesures de Avant de transporter l’appareil, vidanger entièrement le fluide réfrigérant et sécurité sur le démonter les composants suivants: lieu d‘installation Dévidoir de l’appareil et Bobine de fil pendant le trans- Bouteille de gaz protecteur port (suite) Avant la mise la mise en service suivant le transport, effectuer impérative- ment un contrôle visuel de l’appareil, pour voir s’il est endommagé. -
Page 15: Contrôle De Sécurité
Entretien et Pour toute commande, prière d‘indiquer la dénomination et le numéro de réparation référence exacts, comme indiqués sur la liste des pièces de rechange, ainsi (suite) que le numéro de série de l’appareil. Contrôle de Au moins une fois tous les douze mois, l‘exploitant est tenu de faire effectuer sécurité... - Page 16 Droits d‘auteur Le fabricant est propriétaire des droits d‘auteurs sur ces instructions de service. Le texte et les figures correspondent à l‘état de la technique lors de la mise sous presse. Sous réserve de modification. Le contenu des présentes instructions de service ne fondent aucun recours de la part de l‘acheteur. Nous sommes reconnaissants pour toute proposition d‘amélioration ou indication d‘erreurs figurant dans les instructions de service.
-
Page 17: Table Des Matières
Sommaire Informations générales Généralités ..............................7 Conception de l’appareil ..........................7 Principe de fonctionnement ........................8 Domaines d’application ..........................8 Avertissements concernant l’appareil ......................9 Composants du système ..........................10 Généralités .............................. 10 Aperçu ..............................10 Éléments de commande et connexions Description des panneaux de commande ..................... - Page 18 Mise en service ............................39 Sécurité ..............................39 Remarques sur l’unité de refroidissement ....................39 Généralités .............................. 39 Raccorder la bouteille de gaz ........................39 Créer un contact avec la pièce à souder ....................40 Brancher la torche de soudage ........................ 40 Mode soudage Modes de service TIG ..........................
- Page 19 Le menu Setup ............................. 74 Généralités .............................. 74 Aperçu ..............................74 Menu Setup Gaz protecteur .......................... 75 Généralités .............................. 75 Entrer dans le menu Setup Gaz protecteur ..................... 75 Modifier les paramètres ........................... 75 Quitter le menu Setup Gaz protecteur ..................... 75 Paramètres du menu Setup Gaz protecteur ....................
- Page 20 Élimination des erreurs et maintenance Diagnostic d’erreur, élimination de l’erreur ....................101 Généralités ............................101 Codes de service affichés ........................101 Source de courant ..........................103 Maintenance, entretien et élimination ......................105 Généralités ............................105 Sécurité ..............................105 À chaque mise en service ........................105 Tous les 2 mois .............................
-
Page 21: Informations Générales
Informations générales... -
Page 23: Généralités
Généralités Conception de Les sources de courant TIG MagicWave l’appareil (MW) 1700 / 2200 / 2500 / 3000 / 4000 / 5000 ainsi que TransTig (TT) 800 / 2200 / 2500 / 3000 / 4000 / 5000 sont des sources de courant à... -
Page 24: Principe De Fonctionnement
Principe de L’unité centrale de commande et de régulation de la source de courant est couplée à un fonctionnement processeur à signaux numériques. L’unité centrale de commande et de régulation et le processeur à signaux numériques contrôlent l’ensemble du processus de soudage. Les données effectives sont mesurées en permanence pendant le processus de souda- ge, et les modifications sont prises en compte immédiatement. -
Page 25: Avertissements Concernant L'appareil
Avertissements Les sources de courant US sont munies d’avertissements supplémentaires. L’autocollant concernant avec les avertissements ne doit pas être retiré ni peint. l’appareil Fig. 4 Source de courant US avec avertissements supplémentaires, exemple MagicWave 2200... -
Page 26: Composants Du Système
Composants du système Généralités Les sources de courant TransTig et MagicWave peuvent être exploitées avec de nom- breuses extensions système et options. Aperçu Dévidoirs à fil froid Torches de soudage TIG Standard / Up/Down Torches de soudage TIG JobMaster TIG Torche de soudage TIG pour robot Commandes à... -
Page 27: Éléments De Commande Et Connexions
Éléments de commande et connexions... -
Page 29: Description Des Panneaux De Commande
Description des panneaux de commande La disposition logique du panneau de commande en constitue une caractéristique Généralités essentielle. Tous les paramètres significatifs pour le travail quotidien peuvent être sélectionnés au moyen des touches modifiés au moyen d’une molette de réglage et sont affichés sur l’écran digital durant le soudage. -
Page 30: Panneau De Commande Magicwave
Panneau de commande MagicWave Panneau de commande MagicWave (16) (15) (14) (13) (12) (11) (10) Fig. 8 Panneau de commande MagicWave N° Fonction (1) Voyants spéciaux Voyant Impulsions s’allume lorsque le paramètre Setup „F-P“ a été réglé sur une fréquence d’impulsions Voyant Soudage par points s’allume lorsque le paramètre Setup „SPt“... - Page 31 Panneau de N° Fonction commande (2) Affichage digital gauche MagicWave (3) Voyant HOLD (suite) Les valeurs effectives actuelles du courant de soudage et de la tension de soudage sont enregistrées à chaque arrêt de soudage - le voyant Hold est allumé. Le voyant HOLD se rapporte au dernier courant principal atteint I .
- Page 32 Panneau de N° Fonction commande (6) Affichage des unités MagicWave (suite) Voyant s s’allume lorsque les paramètres t et t et les paramètres Setup suivants down sont sélectionnés : Voyant mm s’allume lorsque le paramètre Setup „Fdb“ a été sélectionné (7) Touche Procédés pour la sélection du procédé, en fonction du mode de service sélectionné...
- Page 33 Panneau de N° Fonction commande (11) Aperçu des paramètres de soudage MagicWave L’aperçu des paramètres de soudage contient les principaux paramètres de souda- (suite) ge pour le mode de soudage. L’ordre des paramètres de soudage suit une structure en „corde à linge“. La navigation à l’intérieur de l’aperçu des paramètres de soudage s’effectue à...
- Page 34 Panneau de N° Fonction commande (11) Aperçu des paramètres de soudage MagicWave (suite) Vitesse du fil (uniquement pour MagicWave 4000 / 5000) avec l’option dévidoir à fil froid, pour régler le paramètre Fd.1 de job En mode Job pour afficher les séries de paramètres enregistrées sous le numéro de job Diamètre de l’électrode pour indiquer le diamètre de l’électrode en tungstène en mode de soudage...
-
Page 35: Panneau De Commande Transtig
Panneau de commande TransTig Panneau de commande TransTig (15) (14) (13) (12) (11) (10) Fig. 10 Panneau de commande TransTig N° Fonction (1) Voyants spéciaux Voyant Impulsions s’allume lorsque le paramètre Setup „F-P“ a été réglé sur une fréquence d’impulsions Voyant Soudage par points s’allume lorsque le paramètre Setup „SPt“... - Page 36 Panneau de N° Fonction commande (2) Affichage digital gauche TransTig (3) Voyant HOLD (suite) Les valeurs effectives actuelles du courant de soudage et de la tension de soudage sont enregistrées à chaque arrêt de soudage - le voyant Hold est allumé. Le voyant HOLD se rapporte au dernier courant principal atteint I .
- Page 37 Panneau de N° Fonction commande (6) Affichage des unités TransTig (suite) Voyant s s’allume lorsque les paramètres t et t et les paramètres Setup suivants down sont sélectionnés : Voyant mm s’allume lorsque le paramètre Setup „Fdb“ a été sélectionné (7) Touche Mode de service pour la sélection du mode de service Mode 2 temps...
- Page 38 Panneau de N° Fonction commande (10) Aperçu des paramètres de soudage TransTig (suite) L’aperçu des paramètres de soudage contient les paramètres de soudage suivants: Courant d’amorçage I pour le soudage TIG Important ! Le courant d’amorçage I se mémorise séparément pour les modes de service Soudage TIG AC et Soudage TIG DC.
- Page 39 Panneau de N° Fonction commande (12) Voyant Courant de soudage TransTig sert à afficher le courant de soudage pour les paramètres (suite) Courant d’amorçage I Courant de soudage I Courant de descente I Courant de fin de soudage I L’affichage digital de gauche montre la valeur de consigne avant le début du souda- ge.
-
Page 40: Combinaisons De Touches - Fonctions Spéciales
Combinaisons de touches – Fonctions spéciales Généralités En appuyant en même temps ou une nouvelle fois sur les touches, il est possible d’accéder aux fonctions décrites ci-après sur les panneaux de commande MagicWave et TransTig. Activer le blocage des touches : Blocage des Appuyer sur la touche Sélection de paramètres tout en maintenant touches... -
Page 41: Raccords, Sélecteurs Et Composants Mécaniques
Affichage de la Le débit actuel de réfrigérant du refroidisseur est affiché en l/min (CFL version de logi- = Coolant Flow) ciel, durée écou- Avec un débit de réfrigérant < 0,7 l/min, la source de courant s’éteint lée et débit de une fois que la durée réglée dans le paramètre C-t est écoulée, et le réfrigérant message d’erreur „no | H2O“... -
Page 42: Magicwave 2500 / 3000 Job
MagicWave 2500 / 3000 Job Fig. 14 MagicWave 2500 / 3000 - Face avant Fig. 15 MagicWave 2500 / 3000 - Face arrière N° Fonction (1) Raccord Câble de masse pour le branchement du câble de masse (2) Connecteur LocalNet connecteur standardisé... -
Page 43: Magicwave 4000 / 5000 Job
MagicWave 4000 / 5000 Job (5) (4) (3) Fig. 16 MagicWave 4000 / 5000 Job - Face avant Fig. 17 MagicWave 4000 / 5000 Job - Face arrière N° Fonction (1) Interrupteur principal pour la mise en service et hors service de la source de courant (2) Raccord de la torche de soudage pour raccorder la torche de soudage TIG (3) Connecteur porte-électrode... -
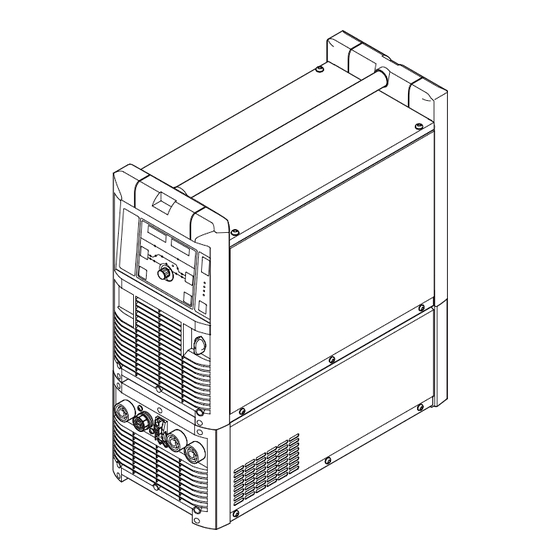
Page 44: Transtig 800 / 2200 Job
TransTig 800 / 2200 Job Fig. 19 TransTig 800 / 2200 - Face arrière Fig. 18 TransTig 800 / 2200 - Face avant N° Fonction (1) Prise de courant (+) à verrouillage à baïonnette pour le raccordement du câble de mise à la masse pour le soudage TIG du câble d’électrode ou câble de mise à... -
Page 45: Transtig 2500 / 3000 Job
TransTig 2500 / 3000 Job Fig. 20 TransTig 2500 / 3000 - Face avant Fig. 21 TransTig 2500 / 3000 - Face arrière N° Fonction (1) Prise de courant (+) à verrouillage à baïonnette pour le raccordement du câble de mise à la masse pour le soudage TIG du câble d’électrode ou câble de mise à... -
Page 46: Transtig 4000 / 5000 Job
TransTig 4000 / 5000 Job Fig. 22 TransTig 4000 / 5000 - Face avant Fig. 23 TransTig 4000 / 5000 - Face arrière N° Fonction (1) Prise de courant (+) à verrouillage à baïonnette pour le raccordement du câble de mise à la masse pour le soudage TIG du câble d’électrode ou câble de mise à... -
Page 47: Installation
Installation... -
Page 49: Équipement Minimum Pour Le Soudage
Équipement minimum pour le soudage Généralités Un certain équipement minimum est requis pour le travail avec la source de courant en fonction du procédé de soudage. Les procédés de soudage et l’équipement minimum nécessaire pour chaque mode de soudage sont décrits ci-après. Soudage TIG AC Source de courant MagicWave Câble de mise à... -
Page 50: Avant Installation Et Mise En Service
Avant installation et mise en service Sécurité AVERTISSEMENT ! Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. N’utiliser les fonctions décrites qu’après avoir lu et compris l’intégralité des documents suivants : le présent mode d’emploi tous les modes d’emploi des composants du système, en particulier les consignes de sécurité... - Page 51 Alimentation par Les sources de courant MW 1700 / 2200 et TT 800 / 2200 sont compatibles avec un générateur (MW générateur, à condition que la puissance apparente maximale produite par le générateur 1700 / 2200, TT soit d’au moins 10 kVA. 800 / 2200) REMARQUE ! La tension émise par le générateur ne doit en aucun cas se trouver en dehors des tolérances admissibles pour la tension du secteur.
-
Page 52: Raccordement Du Câble Secteur Pour Sources De Courant Us
Raccordement du câble secteur pour sources de courant US Généralités Les sources de courant US sont fournies sans câble secteur. Avant la mise en service un câble secteur correspondant à la tension du secteur doit être monté. Un dispositif anti-traction pour une section transversale de câble AWG 10 est monté sur la source de courant. -
Page 53: Remplacement De L'anti-Traction
Raccordement du Insérer le câble secteur dans l’anti- câble secteur traction. (suite) Important ! Enfoncer le câble secteur de manière à ce que le conducteur de terre et le conducteur de phase puissent être raccordés à la boîte à bornes. Serrer l’écrou auto-bloquant SW 30 Resserrer les vis (2x) Raccorder le câble secteur à... - Page 54 Remplacement Accrocher l’anti-traction de grandes de l’anti-traction dimensions dans le boîtier et le fixer à (suite) l’aide de 2 vis Raccordement du câble secteur Remettre le panneau latéral gauche en place. Fig. 28 Montage de l’anti-traction de grandes dimensions...
-
Page 55: Mise En Service
Mise en service Sécurité AVERTISSEMENT ! Une décharge électrique peut être mortelle. Si l’appareil est branché sur le réseau pendant l’installation, cela présente des risques de dommages corporels et matériels graves. Réaliser l’ensemble des travaux sur l’appareil uniquement lorsque l’interrupteur principal est sur „OFF“, l’appareil est coupé... -
Page 56: Créer Un Contact Avec La Pièce À Souder
Raccorder la Fixer la bouteille de gaz sur le chariot bouteille de gaz Enlever le bouchon de protection de la bouteille de gaz (suite) Tourner légèrement le robinet de la bouteille de gaz pour enlever les saletés qui se sont accumulées autour Vérifier le joint du détendeur Visser le détendeur sur la bouteille et serrer. -
Page 57: Mode Soudage
Mode soudage... -
Page 59: Modes De Service Tig
Modes de service TIG Sécurité AVERTISSEMENT !Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. N’utiliser les fonctions décrites qu’après avoir lu et compris l’intégralité des documents suivants : le présent mode d’emploi tous les modes d’emploi des composants du système, en particulier les consignes de sécurité... -
Page 60: Mode 2 Temps
Mode 2 temps Souder : Repousser et maintenir la gâchette de la torche Fin du soudage : Relâcher la gâchette de la torche de soudage Important ! Lorsque le mode de service 2 temps est sélectionné, pour pouvoir travailler également en mode 2 temps, le paramètre Setup SPt doit être réglé sur „OFF“, et le voyant spécial Soudage par points ne doit pas être allumé... -
Page 61: Mode 4 Temps
Mode 4 temps Début du soudage avec courant d’amorçage I : Repousser et maintenir la gâchette de la torche Soudage avec courant principal I : Relâcher la gâchette de la torche de soudage Abaisser au courant de fin de soudage I : Repousser et maintenir la gâchette de la torche Fin du soudage : Relâcher la gâchette de la torche de soudage... - Page 62 Mode spécial 4 La variante 2 du mode spécial à 4 temps est activée lorsque le paramètre Setup SFS est temps : réglé sur „2“. variante 2 L’abaissement intermédiaire se fait également en variante 2 par les valeurs Slope réglées Down-Slope t et Up-Slope t down Appuyer sur la gâchette de la torche et la maintenir : le courant de soudage baisse...
-
Page 63: Formation De Calotte Et Surcharge De La Calotte
Formation de calotte et surcharge de la calotte Formation de Avec le procédé de soudage TIG AC, la calottes fonction de formation automatique de calotte est disponible pour les sources de courant MagicWave : activer la fonction de formation automatique de calotte si le procédé de soudage TIG AC est sélectionné... -
Page 64: Soudage Tig
Soudage TIG Sécurité AVERTISSEMENT !Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. N’utiliser les fonctions décrites qu’après avoir lu et compris l’intégralité des documents suivants : le présent mode d’emploi tous les modes d’emploi des composants du système, en particulier les consignes de sécurité... -
Page 65: Préparation
Paramètres de Down-Slope t down soudage Unité (suite) Plage de réglage 0,0 - 9,9 Réglage usine Important ! Down-Slope t se mémorise séparément pour les modes de service à 2 down temps et à 4 temps. Courant de fin de soudage I Unité... - Page 66 Soudage TIG Important ! Le paramètre de vitesse du fil ne figure pas dans l’aperçu des paramèt- (suite) res de soudage pour les sources de courant MW 1700 / 2200 / 2500 / 3000 et TT 2200 / 2500 / 3000, mais il est quand même disponible. Réglage du paramètre de vitesse du fil sur MW 1700 / 2200 / 2500 / 3000 et TT 2200 / 2500 / 3000 Appuyer sur la touche de sélection des paramètres jusqu’à...
-
Page 67: Amorcer L'arc
Amorcer l’arc Généralités Les sources de courant MagicWave tiennent compte des données suivantes en vue d’un déroulement optimal de l’amorçage quand le procédé Soudage TIG AC a été sélectionné : diamètre de l’électrode température actuelle de l’électrode en tungstène en fonction de la durée de souda- ge écoulée et des pauses dans le soudage Pour un déroulement optimal de l’amorçage dans le procédé... -
Page 68: Amorçage Par Contact
Amorcer l’arc Augmenter l’inclinaison de la torche et électrique par actionner la gâchette de la torche haute fréquence suivant le mode de service sélection- (amorçage HF) né (suite) L’amorçage de l’arc se fait sans contact avec la pièce à usiner Fig. -
Page 69: Fin Du Soudage
Amorçage par Actionner la gâchette de la torche - le contact gaz protecteur afflue. (suite) Redresser lentement la torche, jusqu’à ce que l’électrode en tungs- tène touche la pièce à usiner. Fig. 37 Amorçage par contact de la pièce à usiner Relever la torche et la basculer en position normale, l’amorçage de l’arc s’effectue. -
Page 70: Fonctions Spéciales Et Options
Fonctions spéciales et options Fonction Détec- Si l’arc est coupé et s’il n’y a pas d’arrivée de courant dans le laps de temps réglé dans tion des coupu- le menu Setup, la source de courant s’arrête automatiquement. Le panneau de com- res d’arc mande affiche le code de service “no | Arc“. -
Page 71: Fonction De Pointage
Mode pulsé TIG Mode de fonctionnement du mode pulsé TIG si le procédé de soudage TIG DC est (suite) sélectionné : 1/F-P down Fig. 39 Mode pulsé TIG - cours du courant de soudage Légende : Courant d’amorçage Duty cycle Courant de fin de soudage Courant de base Up-Slope... - Page 72 Fonction de Légende : pointage Durée du courant de soudage pulsé pour le procédé de pointage (suite) Courant d’amorçage Courant de fin de soudage Up-Slope Down-Slope Down Courant principal Important ! La règle suivante s’applique pour le courant de soudage pulsé : La source de courant règle automatiquement les paramètres d’impulsions en fonction du courant principal réglé...
- Page 73 le soudage TIG à Légende : fil froid Courant d’amorçage Fd.1 Vitesse d’avance fil 1 (suite) Courant de fin de soudage Fd.2 Vitesse d’avance fil 2 Up-Slope Décalage du début de Down-Slope l’avance du fil à partir du Down Fréquence rép. impulsions début de la phase de courant (1/F-P = intervalle entre deux impulsi- principal I...
-
Page 74: Soudage À L'électrode Enrobée
Soudage à l’électrode enrobée Sécurité AVERTISSEMENT !Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. N’utiliser les fonctions décrites qu’après avoir lu et compris l’intégralité des documents suivants : le présent mode d’emploi tous les modes d’emploi des composants du système, en particulier les consignes de sécurité... -
Page 75: Fonction Hot-Start
Soudage à Important ! La source de courant TransTig ne peut pas être commutée du procédé l’électrode en- Soudage DC- à l’électrode enrobée au procédé Soudage DC+ à l’électrode enrobée. robée (suite) Procédure à suivre avec la source de courant TransTig pour passer du procédé Soudage DC- à... -
Page 76: Fonction Anti-Stick
Fonction Hot- Vous trouverez le réglage des paramètres disponibles au chapitre „Menu Setup - Niveau 2“. Start Légende (suite) I (A) Hti ..Hot-current time = Temps de courant à chaud, 0-2 s, réglage usine 0,5 s HCU ... Hot-start-current = Courant de démarrage à... -
Page 77: Mode De Service Job
Mode de service Job Généralités Le mode Job augmente considérablement la qualité de la réalisation technique de la soudure aussi bien en mode manuel qu’en mode automatisé. Il est possible de reproduire jusqu’à 100 jobs éprouvés (points de travail) en mode Job, et la documentation à... -
Page 78: Appeler Un Job
Enregistrer job Appuyer sur la touche Store et la maintenir enfoncée. (suite) Important ! Si l’emplacement de programme sélectionné est déjà occupé par un job, le job existant sera alors écrasé par le nouveau job. Il n’est pas possible d’annuler cette opération. “Pro“... -
Page 79: Appeler Un Job Avec Jobmaster Tig
Appeler un job La sélection de jobs TIG peut se faire en mode de service Job également par la torche avec JobMaster de soudage JobMaster TIG. Par contre, on ne peut sélectionner que des emplacements de programme programmés avec la torche de soudage JobMaster TIG. Un regroupement des jobs correspondants est ainsi possible lors de l’enregistrement, et un emplacement de programme est laissé... -
Page 80: Supprimer Un Job
Copier / écraser Sélectionner l’emplacement de programme souhaité au moyen de la molette de un job réglage ou garder l’emplacement proposé. (suite) Appuyer sur la touche Store et la maintenir enfoncée. Important ! Si l’emplacement de programme sélectionné est déjà occupé par un job, le job existant sera alors écrasé... - Page 81 Supprimer un job Le procédé de suppression est terminé lorsque „nPG“ apparaît sur l’affichage digital (suite) de gauche. Relâcher la touche Contrôle gaz. Appuyer brièvement sur la touche Store pour quitter le menu Job. La source de courant passe au réglage consulté avant la suppression du job.
-
Page 83: Réglages Setup
Réglages Setup... -
Page 85: Correction De Job
Correction de job Généralités Le menu Correction de job permet d’adapter les paramètres Setup aux exigences spécifiques de chaque job. Accéder au menu Sélectionner le mode de service Job au moyen de la touche Mode de service. Rectification de Appuyer sur la touche Store et la maintenir enfoncée. Appuyer sur la touche Mode de service La source de courant se trouve maintenant dans le menu Correction de job. - Page 86 Paramètres pouvant être Up-Slope t - Temps de passage du courant d’amorçage I au courant principal I corrigés dans le Unité menu Correction Plage de réglage 0,0 - 9,9 de job Réglage usine (suite) I (current)-1 - Courant principal I Unité...
- Page 87 Paramètres pouvant être Gas-High - Augmentation du temps post-gaz avec courant de soudage maximum corrigés dans le Unité menu Correction Plage de réglage 0 - 40 / Aut de job Réglage usine (suite) Pour de plus amples informations concernant le paramètre G-H, consulter le menu Setup Gaz protecteur.
- Page 88 Paramètres pouvant être time-Starting - Temps de courant d’amorçage corrigés dans le Unité menu Correction Plage de réglage OFF / 0,01 - 9,9 de job Réglage usine (suite) Pour de plus amples informations concernant le paramètre t-S, consulter le menu Setup TIG.
- Page 89 Paramètres Fd.1 pouvant être Feeder 1 - Vitesse d’avance fil 1 (Option dévidoir à fil froid) corrigés dans le Unité m/min ipm. menu Correction Plage de réglage OFF / 0,1 - max. OFF / 3,94 - max. de job Réglage usine (suite) Fd.2 Feeder 2 - Vitesse d’avance fil 2 (Option dévidoir à...
-
Page 90: Le Menu Setup
Le menu Setup Généralités Le menu Setup permet d’accéder à ces connaissances d’experts dans la source de courant ainsi qu’à plusieurs fonctions complémentaires très simplement. Ce menu permet d’adapter les paramètres aux instructions les plus diverses. Vous trouverez tous les paramètres Setup ayant des conséquences directes sur le processus de soudage dans le menu Setup. -
Page 91: Menu Setup Gaz Protecteur
Menu Setup Gaz protecteur Généralités Le menu Setup Gaz protecteur permet d’accéder facilement aux réglages concernant le gaz protecteur. Entrer dans le Appuyer sur la touche Store et la maintenir enfoncée. menu Setup Gaz protecteur Appuyer sur la touche Contrôle gaz La source de courant se trouve maintenant dans le menu Setup Gaz protecteur. - Page 92 Paramètres du Important ! Les valeurs de réglage pour les paramètres Setup G-L et G-H sont addition- menu Setup Gaz nées. Si, par exemple, les deux paramètres sont réglés au maximum (40 sec), le temps protecteur post-gaz dure (suite) 40 sec en cas de courant de soudage minimum 80 sec en cas de courant de soudage maximum 60 sec quand le courant de soudage est par ex.
-
Page 93: Menu Setup Tig
Menu Setup TIG Accéder au menu Sélectionner le mode de service 2 temps ou 4 temps au moyen de la Setup TIG touche Mode de service. Appuyer sur la touche Store et la maintenir enfoncée. Appuyer sur la touche Mode de service La source de courant se trouve maintenant dans le menu Setup TIG. - Page 94 Paramètres du „OFF“ Fonction de pointage mise hors service menu Setup TIG (suite) Le voyant spécial Pointage s’allume sur le panneau de commande tant qu’une valeur est indiquée pour le temps de pointage. Frequency-pulsing - Fréquence d’impulsions Unité Hz / kHz Plage de réglage OFF / 0,20 Hz - 2,00 kHz Réglage usine...
- Page 95 Paramètres du Important ! Le paramètre Setup t-E n’est valable que pour le mode de service à 2 temps. menu Setup TIG En mode de service à 4 temps, la durée de la phase de courant d’amorçage I se détermi- (suite) ne au moyen de la gâchette de la torche de soudage (chapitre „Modes de service TIG“).
- Page 96 Paramètres du menu Setup TIG Factory - Réinitialiser l’installation de soudage (suite) Maintenir enfoncée la touche Store pendant 2 sec pour rétablir les réglages usine. L’installation de soudage est réinitialisée quand l’affichage digital affiche „PrG“. Important ! Tous les réglages personnalisés dans le menu Setup sont perdus lorsque l’installation de soudage est réinitialisée.
-
Page 97: Menu Setup Tig - Niveau 2
Menu Setup TIG - Niveau 2 Entrer dans le Accéder au menu Setup TIG menu Setup TIG - Sélectionner les paramètres “2nd“. Niveau 2 Appuyer sur la touche Store et la maintenir enfoncée. Appuyer sur la touche Mode de service La source de courant se trouve maintenant dans le menu Setup TIG - Niveau 2. - Page 98 Paramètres dans le menu Setup Cooling unit control - Commande du refroidisseur (option) TIG - Niveau 2 Unité (suite) Plage de réglage Aut / ON / OFF Réglage usine Mise hors service du refroidisseur 2 minutes après la fin du soudage Le refroidisseur reste en service en permanence Le refroidisseur reste hors service en permanence Important ! Si le refroidisseur comporte l’option „Contrôleur thermique“, la température de...
- Page 99 Paramètres dans le menu Setup Ignition Time-Out - Durée jusqu’à la mise hors service de sécurité après amorçage raté TIG - Niveau 2 Unité (suite) Plage de réglage 0,1 - 9,9 Réglage usine Important ! Ignition Time-Out est une fonction de sécurité et ne peut pas être désacti- vée.
- Page 100 Paramètres dans Une sélection automatique du paramètre I (courant principal) le menu Setup s’effectue après le début du soudage TIG - Niveau 2 Le courant principal I peut être réglé immédiatement (suite) Pendant le soudage, le dernier paramètre sélectionné reste sélecti- onné.
-
Page 101: Menu Setup Ac / Inversion De Pôles
Menu Setup AC / inversion de pôles Généralités Le menu Setup AC / inversion de pôles n’est disponible qu’avec les sources de courant MagicWave. Accéder au menu Sélectionner le procédé Soudage AC au moyen de la touche Procédé Setup AC / inver- sion de pôles Appuyer sur la touche Store et la maintenir enfoncée. -
Page 102: Menu Setup Ac / Inversion De Pôles - Niveau 2
Menu Setup AC / inversion de pôles - Niveau 2 Généralités Le menu Setup AC / inversion de pôles - Niveau 2 n’est disponible qu’avec les sources de courant MagicWave. Accéder au menu Accéder au menu Setup AC / inversion de pôles Setup AC / inver- Sélectionner les paramètres “2nd“. - Page 103 Paramètres dans le menu Setup negative - Demi-onde négative AC / inversion de Unité pôles - Niveau 2 Plage de réglage tri / Sin / rEc / OFF (suite) Réglage usine triangular ... Cours triangulaire Sinus ... Cours sinusoïdal (réglage standard pour un arc silencieux et stable) rectangular ...
-
Page 104: Menu Setup Dc
Menu Setup DC Généralités Le menu Setup DC n’est disponible qu’avec les sources de courant MagicWave. Accéder au menu Sélectionner le procédé Soudage DC- au moyen de la touche Procédé Setup DC Appuyer sur la touche Store et la maintenir enfoncée. Appuyer sur la touche Procédé... -
Page 105: Menu Setup Dc - Niveau 2
Menu Setup DC - Niveau 2 Généralités Le menu Setup DC - Niveau 2 n’est disponible qu’avec les sources de courant Magic- Wave. Entrer dans le Accéder au menu Setup DC menu Setup DC - Sélectionner les paramètres „2nd“ Niveau 2 Appuyer sur la touche Store et la maintenir enfoncée. -
Page 106: Menu Setup Électrode Enrobée
Menu Setup Électrode enrobée Accéder au menu Sélectionner le mode de service Soudage à l’électrode enrobée au Setup Électrode moyen de la touche Mode de service. enrobée Appuyer sur la touche Store et la maintenir enfoncée. Appuyer sur la touche Mode de service La source de courant se trouve maintenant dans le menu Setup Électro- de enrobée. - Page 107 Paramètres du arc électrique plus doux et à faibles projections menu Setup arc électrique plus ferme et plus stable Électrode en- robée Dans certains cas, il est nécessaire de régler la dynamique pour obtenir un résultat de (suite) soudage optimal. Principe de fonctionnement : La puissance du courant augmente pendant un bref laps de temps au moment du passage de la goutte ou en cas de court-circuit.
-
Page 108: Menu Setup Électrode Enrobée - Niveau 2
Menu Setup Électrode enrobée - Niveau 2 Entrer dans le Accéder au menu Setup Électrode enrobée menu Setup Sélectionner les paramètres “2nd“. Électrode en- robée - Niveau 2 Appuyer sur la touche Store et la maintenir enfoncée. Appuyer sur la touche Mode de service La source de courant se trouve maintenant dans le menu Setup Électrode enrobée - Niveau 2. - Page 109 Paramètres dans le menu Setup Electrode-line - sélection de la caractéristique Électrode en- Unité robée - Niveau 2 Plage de réglage con / 0,1 - 20 / P (suite) Réglage usine Droite de travail pour l’électrode enrobée Droite de travail pour l’électrode enrobée en con - 20 A / V U (V) cas de longueur d’arc augmentée...
- Page 110 Paramètres dans le menu Setup Électrode en- U (V) robée - Niveau 2 (suite) I (A) - 50 % + Dynamique Exemple de dynamique réglée avec courbe Droite de travail pour l’électrode enrobée caractéristique sélectionnée (5) ou (6) Droite de travail pour électrode enrobée en Modification du courant possible avec cas de longueur d’arc augmentée Droite de travail pour électrode enrobée en...
- Page 111 Paramètres dans le menu Setup U (Voltage) cut-off - Limitation de la tension de soudage Électrode en- Unité robée - Niveau 2 Plage de réglage OFF / 5 - 90 V (suite) Réglage usine En principe, la longueur d’arc dépend de la tension de soudage. Pour mettre fin au processus de soudage il est d’habitude nécessaire de relever nettement l’électrode enrobée.
-
Page 112: Affichage De La Résistance R Du Circuit De Soudage
Affichage de la résistance r du circuit de soudage Généralités La détermination de la résistance du circuit de soudage renseigne sur la résistance totale du faisceau de liaison de la torche, de la torche de soudage elle-même, de la pièce à usiner et du câble de mise à la masse. Les composants suivants peuvent être défectueux lorsque l’on constate une résistance du circuit de soudage élevée, par ex. -
Page 113: Détermination De La Résistance R Du Circuit De Soudage
Afficher l’inductance L du circuit de soudage Généralités La pose du faisceau de liaison a des effets importants sur les caractéristiques de souda- ge. Une inductance du circuit de soudage élevée peut apparaître en particulier pendant le soudage en mode pulsé ou le soudage AC, en fonction de la longueur et de la pose du faisceau de liaison. -
Page 115: Élimination Des Erreurs Et Maintenance
Élimination des erreurs et mainten- ance... -
Page 117: Diagnostic D'erreur, Élimination De L'erreur
Diagnostic d’erreur, élimination de l’erreur Généralités Les sources de courant numériques sont équipées d’un système de sécurité intelligent; il n’a pas été nécessaire d’utiliser de fusibles (hormis le fusible de la pompe à fluide réfrigérant). La source de courant peut être exploitée normalement suite à l’élimination d’une panne éventuelle, ceci sans avoir à... - Page 118 Codes de service no | IGn affichés Cause : La fonction Ignition Time-Out est active: pas de conduction de (suite) courant dans le temps réglé au menu Setup La mise hors circuit de sécurité de la source de courant a été déclenchée. Remède : Appuyer à...
-
Page 119: Source De Courant
Codes de service -St | oP- (en cas d’exploitation de la source de courant avec interface robot ou bus affichés de terrain) (suite) Cause : Robot pas prêt Remède : Émettre le signal „Roboter ready“, émettre le signal „Valider panne de source“... - Page 120 Source de cou- pas de gaz protecteur rant Toutes les autres fonctions sont disponibles (suite) Cause : Bouteille de gaz vide Remède : Remplacer la bouteille de gaz Cause : Détendeur défectueux Remède : Remplacer le détendeur Cause : Le tuyau de gaz n’est pas monté ou est endommagé Remède : Monter ou remplacer le tuyau de gaz Cause :...
-
Page 121: Maintenance, Entretien Et Élimination
Maintenance, entretien et élimination Généralités Dans des conditions de fonctionnement normales, la source de courant ne nécessite qu’un minimum d’entretien et de maintenance. Il est toutefois indispensable de respecter certaines consignes, afin de garder longtemps l’installation de soudage en bon état de marche. -
Page 123: Annexe
Annexe... -
Page 125: Caractéristiques Techniques
Caractéristiques techniques Tension spéciale REMARQUE ! Une installation électrique mal dimensionnée peut être à l’origine de dommages importants causés sur l’appareil. La ligne d’alimentation et ses fusibles doivent être dimensionnés de manière adéquate. Les spécifications techniques valables sont celles de la plaque signalétique. MagicWave MW 1700 Job MW 2200 Job... -
Page 126: Magicwave 2500 / 3000 Job Mv
MagicWave 2500 MW 2500 Job MW 3000 Job / 3000 Job Cos phi 0,99 0,99 (suite) Plage de courant de soudage 3 - 250 A 3 - 300 A Électrode 10 - 250 A 10 - 300 A Courant de soudage à 10 min/40°C (40,00°C) 35% ED 300 A... -
Page 127: Magicwave 4000 / 5000 Job
MagicWave 2500 MW 2500 Job MV MW 3000 Job MV / 3000 Job MV Courant de soudage à 1 x 200 - 240 V (suite) 10 min/40°C (40,00°C) 35% ED 10 min/40°C (40,00°C) 40% ED 220 A (45 % ED) 220 A 10 min/40°C (40,00°C) 100% ED 150 A... -
Page 128: Magicwave 4000 / 5000 Job Mv
MagicWave 4000 MW 4000 Job MV MW 5000 Job MV / 5000 Job MV Tension du secteur 3 x 200 - 240 V 3 x 200 - 240 V 3 x 380 - 460 V 3 x 380 - 460 V Tolérance de la tension du secteur +/- 10 % +/- 10 %... -
Page 129: Transtig 2500 / 3000 Job
TransTig 800 / TransTig 800 Job TT 2200 Job 2200 Job Tension de travail (suite) 10,0 - 13,2 V 10,1 - 18,8 V Électrode 10,4 - 23,2 V 20,4 - 27,2 V Tension d’amorçage (U 9,0 kV 9,5 kV Le dispositif d’amorçage de l’arc électrique est adapté pour la commande manuelle. -
Page 130: Transtig 2500 / 3000 Job Mv
TransTig 2500 / TT 2500 Job MV TT 3000 Job MV 3000 Job MV Tension du secteur 3 x 200 - 240 V 3 x 200 - 240 V 3 x 400 - 460 V 3 x 400 - 460 V 1 x 200 - 240 V 1 x 200 - 240 V Tolérance de la tension du secteur... -
Page 131: Transtig 4000 / 5000 Job
TransTig 4000 / TT 4000 Job TT 5000 Job 5000 Job Tension secteur 3 x 400 V 3 x 400 V Tolérance de la tension de réseau +/- 15 % +/- 15 % Fréquence du secteur 50 / 60 Hz 50 / 60 Hz Protection par fusible retardé... - Page 132 TransTig 4000 / TT 4000 Job MV TT 5000 Job MV 5000 Job Tension d’amorçage (U 9,5 kV 9,5 kV (suite) Le dispositif d’amorçage de l’arc électrique est adapté pour la commande manuelle. Classe de protection IP 23 IP 23 Type de refroidissement Classe d’isolation Dimensions L/I/H...
-
Page 133: Termes Et Abréviations Employés
Termes et abréviations employés Généralités Les termes et abréviations de la liste ci-dessous sont employés en liaison avec des fonctions de série ou livrables en option. Termes et abrévi- ations A – C AC-frequency Fréquence AC Automatic current switch Commutation au courant principal Arc (arc électrique) ... -
Page 134: Termes Et Abréviations G - H
Termes et abrévi- ations D – E Electrode-line (suite) Sélection de la courbe caractéristique (soudage à l’électrode enrobée External parameter paramètre librement définissable pour la torche de soudage JobMaster TIG Termes et abrévi- ations F Usine Réinitialiser l’installation de soudage Feeder Control Mise hors service du dévidoir (option palpeur de fin de fil) Fd.1... -
Page 135: Termes Et Abréviations I - P
Termes et abrévi- ations I – P Hot-current time Temps de courant à chaud (soudage à l’électrode enrobée) I (current) - End: Courant de fin de soudage I (current) - Ground Courant de base I (current) - Starting: Courant d’amorçage Ignition Time-Out L (inductivity) Afficher l’inductance L du circuit de soudage... - Page 136 Termes et abrévi- ations R – 2nd time - end current (suite) Temps de courant de fin de soudage time - starting current Temps de courant d’amorçage U (voltage) cut-off Limite de la tension de soudage pour le soudage à électrode enrobée. Permet d’arrêter la procédure de soudage en ne relevant que légèrement l’électrode enrobée.
- Page 137 Ersatzteilliste Schaltplan Spare Parts List Circuit Diagram Liste de pièces de rechange Schéma de connexions Lista parti di ricambio Schema Lista de repuestos Esquema de cableado Lista de peças sobresselentes Esquema de conexões Onderdelenlijst Bedradingsschema Reservdelsliste Koblingsplan Seznam náhradních dílů schéma zapojení...
- Page 138 MagicWave 2200 Job G/F 4,075,119 MagicWave 2200 G/F 4,075,125 MagicWave 2200 Job G/F/US 4,075,119,800 MagicWave 2200 G/F/US 4,075,125,800 TransTig 800 Job G/F 4,075,159 TransTig 2200 G/F 4,075,126 TransTig 2200 Job G/F 4,075,120 TransTig 2200 G/F/US 4,075,126,800 TransTig 2200 Job G/F/US...
- Page 139 4,070,813 - BSV22 TT2200 4,070,798,Z - BPS17 MW 1700/TT 800 4,070,804,Z - TTS22 MW1700/2200 4,070,799,Z - BPS22 TT/MW 2200 41,0001,0627 41,0009,0057 33,0024,0032 33,0010,0325 - MW/TT2200 43,0006,0168 43,0001,1191 42,0405,0420 4,070,960,Z - UST2C 4,070,812 - HFF22 43,0004,1122 - 26pol. TT 800/2200 Job, MW1700/2200 Job, TT 2200, MW1700/2200 Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi el_fr_st_wi_00545 012007...
- Page 140 MagicWave 3000 G/F 4,075,157 MagicWave 2500 G/F 4,075,155 MagicWave 3000 G/F US 4,075,157,800 MagicWave 2500 G/F US 4,075,155,800 TransTig 3000 G/F 4,075,153 TransTig 2500 G/F 4,075,151 TransTig 3000 G/F US 4,075,153,800 TransTig 2500 G/F US 4,075,151,800 MagicWave 3000 Job G/F 4,075,158 MagicWave 2500 Job G/F 4,075,156...
- Page 141 43,0004,3830 - 26pol. 4,070,960,Z - UST2C 4,071,067,Z 4,071,068,Z 43,0006,0168 43,0006,0168 4,071,063,Z 33,0010,0366 4,071,064,Z - MV 33,0010,0367 4,071,065,Z - MW2500 4,071,066,Z - MW3000 4,071,071,Z- TT 4,070,812,Z - HFF22 43,0001,3311 - MW 42,0409,3196 - MW 43,0001,3312 - MW JOB 42,0409,3195 - TT 43,0001,3313 - TT 43,0001,3314 - TT JOB 42,0405,0596 - MW...
- Page 142 MagicWave 4000 G/F 4,075,132 MagicWave 4000 G/F MV 4,075,132,800 MagicWave 4000 G/F MV 4,075,132,630 MagicWave 4000 Job G/F 4,075,133 MagicWave 4000 Job G/F MV 4,075,133,800 MagicWave 4000 Job G/F MV 4,075,133,630 MagicWave 5000 G/F 4,075,134 MagicWave 5000 G/F MV 4,075,134,800 MagicWave 5000 G/F MV 4,075,134,630 42,0200,8860...
- Page 143 43,0004,0987 43,0004,0664 - MV 43,0004,2324 - US AWG 6 40,0003,0377 - US AWG 10 * 43,0001,1199 - 40A 42,0407,0437 - MV 4G10 42,0407,0533 - MV AWG 6 42,0407,0534 - MV AWG 10 43,0001,1213 - MV 80A BE2,0201,1355 - MV BE2,0201,1593 - MV BE2,0201,1934 - MV 4G10 42,0300,1511 32,0409,2657...
- Page 144 41,0003,0279 4,070,941 - FMW50 43,0001,0600 41,0003,0109 41,0001,0664 43,0001,1216 BE2,0201,1788 43,0001,1217 42,0405,0462 43,0006,0134 33,0010,0327 4,070,945 - HQL50 4,070,804,Z - TTS22 42,0405,0462 4,070,942 - FU50 4,070,940 - HF50 43,0004,2650 43,0004,2652 * gewünschte Länge angeben * Specify the length required 42,0405,0461 * Indiquer la longueur désirée 40,0001,0418 - * * Indicar la longitud deseada 32,0405,0183...
- Page 145 TransTig 4000 G/F 4,075,128 TransTig 4000 G/F MV 4,075,128,800 TransTig 4000 G/F MV 4,075,128,630 TransTig 4000 Job G/F 4,075,129 TransTig 4000 Job G/F MV 4,075,129,800 TransTig 4000 Job G/F MV 4,075,129,630 TransTig 5000 G/F 4,075,130 42,0200,8860 TransTig 5000 G/F MV 4,075,130,800 TransTig 5000 G/F MV 4,075,130,630...
- Page 146 43,0004,0987 43,0004,0664 - MV 43,0004,2324 - US AWG 6 40,0003,0377 - US AWG 10 * 43,0001,1199 - 40A 42,0407,0437 - MV 4G10 42,0407,0533 - MV AWG 6 42,0407,0534 - MV AWG 10 43,0001,1213 - MV 80A BE2,0201,1355 - MV BE2,0201,1934 - MV 4G10 BE2,0201,1593 - MV 42,0300,1511 4,070,940 - HF50...
-
Page 147: Magicwave 1700 Job
MagicWave 1700 Job... -
Page 148: Magicwave 2200 Job
MagicWave 2200 Job... - Page 149 MagicWave 2500 Job / MagicWave 2500 Job MV...
- Page 150 MagicWave 3000 Job / MagicWave 3000 Job MV...
- Page 152 MagicWave 4000 Job / MagicWave 5000 Job (1)
- Page 153 MagicWave 4000 Job / MagicWave 5000 Job (2)
- Page 154 MagicWave 4000 Job MV / MagicWave 5000 Job MV (1)
- Page 155 MagicWave 4000 Job MV / MagicWave 5000 Job MV (2)
- Page 156 MagicWave 4000 Job MV / MagicWave 5000 Job MV (3)
-
Page 157: Transtig 800 Job
TransTig 800 Job... -
Page 158: Transtig 2200 Job
TransTIG 2200 Job... - Page 159 TransTIG 2500 Job / TransTig 2500 Job MV...
- Page 160 TransTIG 3000 Job / TransTig 3000 Job MV...
- Page 161 TransTig 4000 Job / TransTig 5000 Job...
- Page 162 TransTig 4000 Job MV / TransTig 5000 Job MV (1)
- Page 163 TransTig 4000 Job MV / TransTig 5000 Job MV (2)
- Page 164 TransTig 4000 Job MV / TransTig 5000 Job MV (3)
- Page 165 Tel: +49 (0)9901 2008-0 Fax: +49 (0)9901 2008-10 500 04 HRADEC KRÁLOVÉ, Pražská 293/12 Tel.: +420 495 070 011 Fax: +420 495 070 019 E-Mail: sales.h.kralove@fronius.com Under http://www.fronius.com/addresses you will find all addresses of our sales branches and partner firms! ud_fr_st_so_00082 032006...