
Manuels Connexes pour Miller PipePro 300









Sommaire des Matières pour Miller PipePro 300
- Page 1 OM-243 915J/fre 2013−03 Procédés RMD (Court circuit contrôlé) MIG−pulsé Soudage fil fourré Soudage multiprocédé Description Source d’Alimentation pour le Soudage à l’Arc PipePro 300 MANUEL DE L’UTILISATEUR...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
........... . 5-14. Souder de l’acier inoxydable avec et sans gaz à l’envers avec PipePro 300 . - Page 4 Table des matières 6-2. Risques liés à la maintenance ............6-3.
- Page 5 DECLARATION OF CONFORMITY for European Community (CE marked) products. MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the product(s) identified in this declaration conform to the essential requirements and provisions of the stated Council Directive(s) and Standard(s).
-
Page 7: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2011−10 Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 8 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un les sources de soudage onduleur UNE FOIS incendie ou une explosion. l’alimentation coupée. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 9: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
ACCUMULATIONS LES BOUTEILLES peuvent exploser risquent de provoquer des blessures si elles sont endommagées. ou même la mort. Les bouteilles de gaz comprimé contiennent du gaz D Fermer l’alimentation du gaz comprimé en cas sous haute pression. Si une bouteille est endommagée, elle peut exploser. -
Page 10: Proposition Californienne 65 Avertissements
Les PIÈCES MOBILES peuvent RAYONNEMENT HAUTE causer des blessures. FRÉQUENCE (H.F.) risque provoquer des interférences. D Ne pas s’approcher des organes mobiles. D Ne pas s’approcher des points de coincement D Le rayonnement haute fréquence (H.F.) peut tels que des rouleaux de commande. provoquer des interférences avec les équi- pements de radio−navigation et de com- LES FILS DE SOUDAGE peuvent... -
Page 11: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone: is available as a free download from the American Welding Society at 800-463-6727, website: www.csa-international.org). http://www.aws.org or purchased from Global Engineering Documents Safe Practice For Occupational And Educational Eye And Face Protec- (phone: 1-877-413-5184, website: www.global.ihs.com). - Page 12 OM-243 915 Page 6...
-
Page 13: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Symboles et Définitions supplémentaires relatifs à la Sécurité Certains symboles ne se trouvent que sur les produits CE. Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Safe1 2012−05 Porter des gants isolants secs. Ne pas toucher l’électrode à mains nues. Ne pas porter des gants humides ou endommagés. - Page 14 Ne pas enlever ou recouvrir l’étiquette de peinture. Safe20 2012−05 Quand l’alimentation est branchée, certaines pièces défectueuses peuvent exploser ou provoquer l’explosion d’autres pièces. Safe26 2012−05 Les morceaux ou pièces éjectées peuvent blesser. Toujours porter un masque pour faire l’entretien de l’appareil. Safe27 2012−05 Porter des manches longues et boutonner son col pour faire l’entretien de l’appareil.
-
Page 15: Symboles Et Définitions Divers
2-2. Symboles et définitions divers Courant continu Courant alternatif Ampérage Tension (DC) (AC) Commande Sortie Coupe-circuit Marche à distance Tension Arrêt Positif Négatif d’alimentation Terre de protection Arc force Tension constante Inductance (terre) Convertisseur transformateur Branchement au Augmenter Soudage MIG redresseur de secteur fréquence statique... -
Page 16: Section 3 − Spécifications
SECTION 3 − SPÉCIFICATIONS L’appareil peut avoir une apparence différente de celle qui est illustrée dans le manuel. 3-1. Importantes informations relatives aux produits CE (Vendus au sein de l’UE) A. Informations sur les champs électromagnétique (EMF) Cet équipement n’est pas prévu à usage du grand public car les limites d’exposition aux CEM du public risquent d’être dépassées lors du soudage. -
Page 17: Dimensions Et Poids
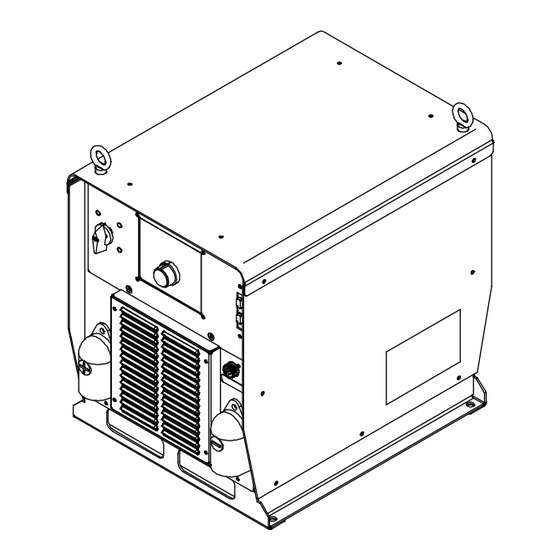
3-4. Dimensions et poids Disposition des trous 434 mm 22-1/2 in. 441 mm (572 mm) 485 mm 23 in. (584 mm) 409 mm 13 mm Poids 17-3/32 in. (434 mm) 51 kg net 61 kg brut 243 893-A 3-5. Facteur de marche et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un... -
Page 18: Emplacement Du Numéro De Série Et De La Plaque Signalétique
3-6. Emplacement du numéro de série et de la plaque signalétique Le numéro de série et les données signalétiques de ce produit se trouvent à l’arrière. La plaque signalétique permet de déterminer l’alimentation élec- trique requise et/ou la puissance nominale. Consigner le numéro de série dans la zone prévue à cet effet sur le dos de couverture du présent guide afin de pouvoir vous y référer ultérieurement. -
Page 19: Section 4 − Installation
SECTION 4 − INSTALLATION 4-1. Branchement correct de la cosse au fil de détection de la tension Vue avant 2 po 1/4 po 3/8 po 1 po 18 m Outils nécessaires : 208 810 Si le fil de détection de la tension est coupé au contact du conducteur central ou de Blindage tressé... -
Page 20: Raccordements Aux Bornes De Soudage
4-3. Raccordements aux bornes de soudage Si on utilise une électrode négative (polarité directe), le fil de détection de la tension doit être raccordé à la pièce. Ne rien placer entre la borne de câble de soudage et la barre de cuivre. -
Page 21: Choix De La Dimension Des Câbles
4-4. Choix de la dimension des câbles* NOTE − La longueur de câble totale du circuit de soudage (voir tableau ci−dessous) est la longueur cumulée des deux câbles de soudage. Par ex- emple, si la source de courant est à 30 m de la pièce à souder, la longueur de câble totale du circuit de soudage est de 60 m (2 câbles de 30 m). Utiliser la colonne 60 m pour déterminer le calibre du câble. -
Page 22: Disposition Des Câbles De Soudage Pour Réduire L'inductance Du Circuit (Dévidoir De Type Valise)
4-5. Disposition des câbles de soudage pour réduire l’inductance du circuit (dévidoir de type valise) Source de courant de soudage Câble d’électrode Câble d’alimentation Câble de masse Mauvais Fil de détection de la tension Dévidoir Pièce La méthode selon laquelle on dispose les câbles a un effet significatif sur les propriétés de soudage. -
Page 23: Fil De Détection De Tension Et Raccordement Des Câbles De Masse Dans Le Cas D'arcs De Soudage Multiples (Dévidoir De Type Valise)
4-6. Fil de détection de tension et raccordement des câbles de masse dans le cas d’arcs de soudage multiples (dévidoir de type valise) A. Mauvaise installation 243 906-A Source du courant de soudage Pièce dans la pièce. La chute de tension à l’intérieur de la pièce ne sera pas mesurée Câble électrode Cette disposition est mauvaise parce que... - Page 24 B. Installation idéale 243 908-A Source du courant de soudage Dévidoir tension vers les postes de soudage. On ne peut pas atteindre la meilleure sensibilité Câble électrode Pièce de détection à cause de la chute de tension Câble d’alimentation (en option) dans la pièce.
-
Page 25: Prises Et Protecteur Supplémentaire Du Panneau Arrière
4-7. Prises et protecteur supplémentaire du panneau arrière Prise RC2 115 V 10 A AC La prise fournit l’alimentation monopha- sée sous 60 Hz. La sortie maximale de RC2 est limitée par le protecteur sup- plémentaire CB1 à 10 A. Protecteur supplémentaire CB1 Protecteur supplémentaire CB2 CB1 protège la prise RC2 de 115 V... -
Page 26: Fonctions De La Prise Périphérique
4-8. Fonctions de la prise périphérique Fonction Prise Informations concernant la prise Non utilisé. Non utilisé. Circuit commun. Non utilisé. La fermeture du contact en F indique que le contacteur de débit du liquide de refroidissement est Signal d’entrée fermé et que le système de recyclage du liquide est du contacteur de opérationnel. -
Page 27: Fonctions De Commande Du Moteur
4-9. Fonctions de commande du moteur Prise Informations concernant la prise Non utilisé. +40 volts DC. Non utilisé. +40 volts DC retour. Non utilisé. Non utilisé. Electrode sense. Non utilisé. Non utilisé. Non utilisé. Ref. 803 675-A 4-10. Informations relatives à la prise 14-broches Broche* Commentaire +40 V DC par rapport à... -
Page 28: Guide D'entretien Électrique
4-11. Guide d’entretien électrique Le non-respect de ces recommandations concernant les fusibles et les coupe-circuit peut entraîner un risque d’électrocution ou d’in- cendie. Ces recommendations sont pour le circuit d’alimentation dédié, applicable à la puissance nominale et au facteur de marche de la source de soudage. -
Page 29: Branchement De L'alimentation En Triphasé
4-12. Branchement de l’alimentation en triphasé = Terre PE Faire passer le câble d’alimentation dans le tube à l’intérieur du poste. Faire passer le conducteur de terre dans le transducteur de courant puis vers la borne. Outils nécessaires : 5/16 in. Input5 2012−05 −Ref. -
Page 30: Branchement De L'alimentation En Triphasé (Suite)
4-12 Branchement de l’alimentation en triphasé (suite) Se référer à la plaque signalétique du Conducteurs d’entrée L1, L2, L3 Couper la source d’alimentation de poste et vérifier la tension disponible sur le soudage et vérifier la tension aux Brancher d’abord à la borne de terre de la site. -
Page 31: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Termes de fonctionnement On trouvera ci-après une énumération des expressions et leurs définitions applicables à cette interface : Expressions générales : Choix Bouton de commande permettant de changer ou de régler les paramètres et les fonctions. Indique l’intensité... -
Page 32: Commandes Du Panneau Avant (Voir 5-3)
5-2. Commandes du panneau avant (voir 5-3) Setup Adjust Arc Control 219 712-A Quand un voyant est allumé, cela veut dire que la fonction correspondante est active. Afficheur du programme sur le panneau avant pendant la soudure. Quand ce voyant est allumé, tourner le bouton de réglage pour choisir le type de fil, son alliage Affiche le numéro du programme en cours. -
Page 33: Commandes Du Panneau Avant − Suite (Voir Section 5-2)
5-3. Commandes du panneau avant − suite (voir Section 5-2) Arc Control LED l’ampérage de soudage ou la vitesse fil sur Le voyant allumé indique si l’affichage indique l’afficheur inférieur (le voyant allumé sous la tension ou la longueur de l’arc The LED lights to indicate the Arc Control but- l’afficheur inférieur indique l’unité... - Page 34 5-4. Schéma de branchement type de l’équipement MIG (GMAW) utilisant un dévidoir de type valise Source du courant de soudage Relier le fil de détection de la tension à la pince de mas- se et placer la pince de masse le plus près possible de l’arc.
-
Page 35: Configuration Du Pipepro 300 Rfc Pour Le Mig (Gmaw)
5-5. Configuration du PipePro 300 RFC pour le MIG (GMAW) Voir Table 5-1 pour connaître les choix possibles. Activer l’interrupteur d’alimentation du poste de soudage (environ 30 secondes pour un fonctionnement complet). Appuyer sur la touche Programme. Utiliser le bouton de réglage pour sélectionner le numéro du programme choisi (de 1 à 8). -
Page 36: Schéma De Branchement Type De L'équipement Tig (Gtaw)
5-6. Schéma de branchement type de l’équipement TIG (GTAW) Source du courant de soudage Câble d’interconnexion Raccorder la prise à 14 broches au câble de la commande à distance au pied ou au câble d’extension en option. Raccorder la prise à 72 broches à la prise E/S RC72 située à... -
Page 37: Configuration Du Pipepro 300 Rfc Avec L'équipement Lift Tig (Gtaw)
Si Commande à distance est sélectionné, connecter une commande à distance en utilisant un adaptateur (300248) pour se connecter sur le cordon Y et connecter le cordon Y au PipePro 300. Le dispositif à distance et le poste de soudage sont désormais dans une configura- tion de commande maître/esclave. -
Page 38: Schéma De Branchement Type De L'équipement Électrode Enrobée (Smaw)
5-8. Schéma de branchement type de l’équipement électrode enrobée (SMAW) Source du courant de soudage Câble d’interconnexion Raccorder la prise à 14 broches au câble de la commande à distance au pied ou au câble d’extension en option. Raccorder la prise à 72 broches à... -
Page 39: Configuration Du Pipepro 300 Rfc Avec L'équipement Électrode Enrobée (Smaw)
Si Commande à distance est sélectionné, connecter une commande à distance en utilisant un adaptateur (300248) pour se connecter sur le cordon Y et connecter le cordon Y au PipePro 300. Le dispositif à distance et le poste de soudage sont désormais dans une configura- tion de commande maître/esclave. -
Page 40: Isolation De Deux Procédés Par Une Commande D'isolation/Inversion De La Polarité (042 871) Avec Coffret Hf
5-10. Isolation de deux procédés par une commande d’isolation/inversion de la polarité (042 871) Avec coffret HF Électrode 1 Électrode 2 Borne A Borne B Borne C WIRE FEEDER DRIVE MOTOR POLARITY REVERSING SWITCH #1 E #2 FROM WORK POWER SOURCE E #1 Outils nécessaires :... -
Page 41: Isolation De Trois Procédés Par La Commande D'isolation/Inversion De La Polarité (042 871) Avec Coffret Hf
5-11. Isolation de trois procédés par la commande d’isolation/inversion de la polarité (042 871) Avec coffret HF Électrode 1 Électrode 2 Borne A Barre de connexion Borne B Borne Cl POLARITY REVERSING SWITCH #2 E #2 JUMPER A TO B POLARITY REVERSING SWITCH #1 E #2... - Page 42 75% Argon, 25% Helium HE25 *Le PipePro 300 RFC ne requiert aucune sélection du mélange de gaz pour ce procédé. Consulter le fabricant du fil pour connaître le mélange de gaz recommandé. **Le diamètre du fil fourré sans gaz ne peut pas dépasser 1,6mm.
- Page 43 Table 5-1. Programmes de soudage (suite) Diamètre Procédé Type Fil Type Alliage Gaz de protection pouce Chrome Moly CrMo 0.045 75% Argon, 25% CO 0.045 90% Argon, 10% CO Fil à poudre MCOR métallique 0.045 85% Argon, 15% CO 98% Argon, 2% CO 98% Argon, 2% Oxygen 0.035 90% Helium, 7.5% Argon,...
-
Page 44: Interrupteurs Du Panneau Avant
5-12. Interrupteurs du panneau avant Ref. 803 246-B Interrupteur d’alimentation Voyant de contacteur WAIT Le voyant de contacteur s’allume quand PLS WAIT est l’indication de la mise à Met le poste sous tension ou coupe la la sortie de soudage est activée. jour du réseau et indique que le réseau tension. -
Page 45: Paramètres De Base Du Pipepro 300
5-13. Paramètres de base du PipePro 300 Acier Diamètre Vitesse fil Réglage d’arc/Trim Arc Control Gaz protecteur Procédé (pouces par minute) (pouces) 0.9 (.035) 2.5-7.7 avec 5.1 nominal 47-53 avec 50 nominal 90/10 (100-300 avec 200 nominal) 0.9 (.035) 2.5-7.7 avec 5.1 nominal... - Page 46 Acier Diamètre Vitesse fil Réglage d’arc/Trim Arc Control Gaz protecteur Procédé (pouces par minute) (pouces) 0.9 (.035) 3.0-7.6 avec 5.1 nominal 52-57 avec 54 nominal 90/10 (120-300 avec 200 nominal) 0.9 (.035) 3.0-7.6 avec 5.1 nominal 52-57 avec 54 nominal 30-35 85/15 (120-300 avec 200 nominal)
- Page 47 Acier inoxydable Diamètre Vitesse fil Réglage d’arc/Trim Arc Control Gaz protecteur Procédé (pouces par minute) (pouces) 0.9 (.035) 5.7-12.7 avec 4.4 nominal 53-57 avec 55 nominal Tri-H (225-500 avec 175 nominal) 0.9 (.035) 5.7-12.7 avec 4.4 nominal 52-57 avec 56 nominal Tri-A (225-500 avec 175 nominal) 0.9 (.035)
-
Page 48: Souder De L'acier Inoxydable Avec Et Sans Gaz À L'envers Avec Pipepro 300
*Consulter le fabricant du fil pour connaître la vitesse de fil et le mélange de gaz recommandés. 5-14. Souder de l’acier inoxydable avec et sans gaz à l’envers avec PipePro 300 Lorsque l’on soude de l’acier inoxydable avec ou sans gaz à l’envers, il convient de respecter les consignes suivantes: Utiliser uniquement du fil d’acier inoxydable présentant une teneur élevée en silicium car cela facilite la fluidité... -
Page 49: Mode De Réinitialisation
5-16. Mode de réinitialisation Le mode de réinitialisation n’est pas disponible quand le blocage de programme est activé. Le mode de réinitialisation permet à l’opérateur de recharger la configura- tion du programme d’usine pour les huit programmes actifs du poste. Les données de configuration du système seront perdues pendant la réinitialisation. -
Page 50: Section 5 − Maintenance
SECTION 6 − MAINTENANCE 6-1. Maintenance de routine Débrancher l’alimenta- Augmenter la fréquence des tion avant d’effectuer travaux d’entretien dans des des travaux d’entretien. conditions de service sévères. n = Vérifier Z = Change ~ = Nettoyer l = Remplacer * Travail à... -
Page 51: Section 6 − Précautions De Sécurité Pour La Maintenance
SECTION 7 − PRÉCAUTIONS DE SÉCURITÉ POUR LA MAINTENANCE OM−243 915J safety_stm2011−10fre Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 7-1. -
Page 52: Avertissement Lié À La Proposition 65 De Californie
RISQUE D’ÉLECTROCUTION pendant L’EMPLOI EXCESSIF peut SUR- les tests. CHAUFFER L’ÉQUIPEMENT. D Couper l’alimentation de la source et celle du D Prévoir une période de refroidissement; respecter dévidoir ou arrêter le moteur avant de raccor- le cycle opératoire nominal. der ou de modifier les raccordements des fils D Réduire le courant ou le facteur de marche de mesure. -
Page 53: Information Emf
7-4. Information EMF Le courant électrique qui traverse tout conducteur génère des champs Maintenir la tête et le torse aussi loin que possible du matériel du circuit de soudage. électromagnétiques (CEM) à certains endroits. Le courant de soudage crée un CEM autour du circuit et du matériel de soudage. Les CEM Connecter la pince sur la pièce aussi près que possible de la peuvent créer des interférences avec certains implants médicaux soudure. - Page 54 OM-243 915 Page 48...
-
Page 55: Mode Test Manuel
SECTION 8 − DÉPANNAGE 8-1. Mode Test Manuel Setup Adjust Arc Control Le mode Test Manuel est un outil de dépan- Entrer dans le mode Test Manuel en appuyant sur le bouton de vitesse d’avance du fil/ampé- nage qui permet de passer manuellement sur les boutons de configuration et de rage pour basculer entre l’afficheur du haut et Arc Control en même temps. -
Page 56: Dépannage De La Source De Soudage Ou Du Dévidoir
8-2. Dépannage de la source de soudage ou du dévidoir Si la source de soudage et le dévidoir NE répondent PAS alors que tout est branché, suivre les consignes répertoriées ci-après avant de contacter l’agent d’entretien agréé le plus proche. La source de soudage est branché... - Page 57 8-3. Diagnostics Les messages d’erreur suivants apparaissent dans les afficheurs du haut et du bas pour indiquer des erreurs spécifiques. Les explications sont dans le texte ci-dessous : STUK STRT TEMP LINE Indique une erreur Indique une erreur Indique une erreur de Indique une erreur Indique une erreur Indique une erreur...
- Page 58 8-3. Diagnostics (suite) OVER UNIT COMM WAIT Indique une erreur de dé- Indique une erreur Indique une erreur passement des limites du bus CRC PCM. de communication établies pour le courant. sur le réseau. OVER AVG UNIT COMM NET WAIT •...
-
Page 59: Dépose Du Capot Pour Mesurer La Tension D'alimentation Des Condensateurs
8-4. Dépose du capot pour mesurer la tension d’alimentation des condensateurs Arrêter le courant de soud- age et débrancher l’aliment- ation. Outils nécessaires : Les condensateurs peuvent conserver une tension c.c. importante après coupure de 5/16 de pouce l appareil. Toujours con- trôler la tension comme in- diqué... -
Page 60: Voyants De Diagnostic Sur La Carte Process Soudage Pc4
8-5. Voyant de diagnostic de la carte process soudage PC4 Carte process soudage PC4 Les LED de diagnostic sont visibles à l’intérieur de l’appareil, situées sur la PC4 montée sur le plateau supérieur. Se reporter à la Section 8-6 pour plus d’informations relatives aux voyants de diagnostic. -
Page 61: Voyant De Diagnostic Sur La Carte Du Moteur Pc7
8-7. Voyants de diagnostic de la carte du moteur PC7 LED1 LED2 218 559-A / 804 756-A Carte du moteur PC7 Remettre le capot en place après avoir Les micro-interrupteurs servent à identifier vérifié les LED de diagnostic. chaque carte du réseau interne. Les Les voyants de diagnostic sont visibles à... -
Page 62: Voyants De Diagnostic Du Module Automation Pc9
8-9. Voyants de diagnostic du module automation PC9 LED11 LED13 LED25 LED28 LED12 LED14 LED27 LED31 LED30 LED1 LED2 LED3 LED4 LED5 LED6 LED7 LED8 LED9 LED10 LED32 LED33 LED15 LED20 LED19 LED18 LED16 LED21 LED22 LED23 LED24 LED26 LED29 LED17 216 958-A / 243 896-A Module Automation PC9... - Page 63 8-10. Voyants de diagnostic du module automation PC9 État Diagnostic Marche Signal d’entrée provenant du robot activé pour avance manuelle du fil Arrêt Signal d’entrée provenant du robot désactivé pour absence d’avance manuelle du fil Marche Signal d’entrée provenant du robot activé pour activer le contacteur Arrêt Signal d’entrée provenant du robot désactivé...
- Page 64 Signal d’entrée activé pour relais auxiliaire activé Arrêt Signal d’entrée désactivé pour relais auxiliaire désactivé Marche Signal d’entrée activé, capteur tactile détecté Arrêt Signal d’entrée désactivé, capteur tactile non détecté *Indique que le signal est utilisé sur le PipePro 300. OM-243 915 Page 58...
-
Page 65: Voyants D'état Du Réseau Et Du Module
8-11. Voyants d’état du réseau et du module Voyants d’état du réseau Ce qui suit est un voyant d’état du réseau: LED1 (voyant 1) du tableau électrique UIM. LED4 (voyant 4) du tableau électrique WFM et PCM. LED30 (voyant 30) du tableau électrique AIM. État Diagnostic Les deux voyants... - Page 66 SECTION 9 − SCHEMA ELECTRIQUE Figure 9-1. Schéma électrique de la source OM-243 915 Page 60...
- Page 67 243 024-D OM-243 915 Page 61...
- Page 68 SECTION 10 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 6 − Fig 10-4 4 − Fig 10-3 5 − Fig 10-2 17 − Fig 10-5 Ref. 804 751-C Figure 10-1. Ensemble principal OM-243 915 Page 62...
- Page 69 Item Dia. Part Mkgs. Description Quantity Figure 10-1. Ensemble principal ....210492 . . . Cover, Top ........... .
- Page 70 La visserie est seulement disponible que si elle figure sur la liste. 20 21 802 955-C Figure 10-2. Windtunnel Assembly LH And RH OM-243 915 Page 64...
- Page 71 Item Dia. Part Mkgs. Description Quantity Figure 10-2. Windtunnel Assembly LH And RH (Fig 10-1 Item 6) ....214597 . . . Windtunnel, LH w/Components (including).
- Page 72 La visserie est seulement disponible que si elle figure sur la liste. Ref. 802 916-B Figure 10-3. Top Tray Assembly Item Dia. Part Mkgs. Description Quantity Figure 10-3. Top Tray Assembly (Fig 10-1 Item 4) ..PC12 .
- Page 73 La visserie est seulement disponible que si elle figure sur la liste. 803 681-B Figure 10-4. Rear Panel Assembly Item Dia. Part Mkgs. Description Quantity Figure 10-4. Rear Panel Assembly (Fig 10-1 Item 8) ..
- Page 74 La visserie est seulement disponible que si elle figure sur la liste. Ref. 803 682-B Figure 10-5. Front Panel Assembly Item Dia. Part Mkgs. Description Quantity Figure 10-5. Front Panel Assembly (Fig 10-1 Item 14) ..
- Page 75 The last three numbers of the program and the program revision letter appear on the display. All three boards will match one of the rows horizontally in Table 9-1. The WFCM board will appear on the display for earlier versions of program. This board is not used in the PipePro 300 so it can be ignored in this case.
- Page 76 Notes...
- Page 77 Notes...
- Page 78 Notes...
- Page 79 Entrée en vigueur le 1 janvier 2013 (Equipement portant le numéro de série précédé de “MD” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des conditions Positionneurs et contrôleurs...
-
Page 80: Informations Propriétaire
Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2013 Miller Electric Mfg. Co. 2013−01...