
Manuels Connexes pour Miller Pipepro










Sommaire des Matières pour Miller Pipepro
- Page 1 OM-223 157D/fre 2005−09 Procédés Soudage fil fourré (avec ou sans gaz) Description Dévidoir Dévidoir Pipepro MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION ......1-1. - Page 4 REMARQUE Ces renseignements sont fournis pour les appareils homologués pour la CE (voir l’étiquette signalétique fixée à l’appareil). Fabricant: Contact Européen Miller Electric Mfg. Co. Mr. Danilo Fedolfi, 1635 W. Spencer St. Directeur général Appleton, WI 54914 USA ITW WELDING PRODUCTS ITALY S.r.l.
-
Page 5: Section 1 − Consignes De Sécurité − À Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som _3/05 Y Avertissement : se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés Symbole graphique d’avertissement ! Attention ! Cette pro- cédure comporte des risques possibles ! Les dangers éven- tuels sont représentés par les symboles graphiques joints. - Page 6 LES RAYONS D’ARC peuvent entraî- ACCUMULATIONS ner des brûlures aux yeux et à la peau. risquent de provoquer des blessures ou même la mort. Le rayonnement de l’arc du procédé de soudage génère des rayons visibles et invisibles intenses D Fermer l’alimentation du gaz protecteur en cas (ultraviolets et infrarouges) susceptibles de provo- de non-utilisation.
- Page 7 D Utiliser un équipement de levage de capacité D Utiliser uniquement des pièces de rechange suffisante pour lever l’appareil. Miller/Hobart. D En utilisant des fourches de levage pour déplacer l’unité, s’assu- rer que les fourches sont suffisamment longues pour dépasser du côté...
-
Page 8: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Boulevard, Rexdale, Ontario, Canada M9W 1R3 (téléphone : de Global Engineering Documents (téléphone : 1-877-413-5184, site In- 800-463-6727 ou à Toronto 416-747-4044, site Internet ternet : www.global.ihs.com). www.csa-international.org). -
Page 9: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Définitions des étiquettes d’avertissement A. Avertissement ! Attention ! Les risques éventuels sont indiqués par ces symboles. B. Les galets d’entraînement peuvent provoquer des blessures aux doigts. C. Le fil de soudure et les organes mobiles sont sous tension pendant les opérations de soudage −... -
Page 10: Etiquette Des Caractéristiques Pour Les Produits Ce
S/N: des étiquettes. −−− 50/60 IP 21 10.0 X 100 % MILLER ELECTRIC MFG. CO., APPLETON, WI USA Ref. 222 650-A 2-3. Symboles et définitions Remarque Certains symboles ne se trouvent que sur les produits CE. Ampères Volts Courant alternatif... -
Page 11: Section 3 − Introduction
électrique soudage 40 volts DC PipePro 450 RFC avec 1,3 à 19,8 m/min 0,6 à 3,2 mm 100 volts, IP 21 Longueur : 20,41 kg 10 Ampères connecteur 14 broches et 750 Ampères,... -
Page 12: Section 4 − Installation
SECTION 4 − INSTALLATION 4-1. Choix d’un emplacement et branchements .L’aimant de dé- tection de la ten- sion d’arc doit être placé le plus proche de la soudure. 804 097-B Y Ne pas placer le dévidoir sur la sour- Dévidoir L’aimant de détection de la tension ce de soudage. -
Page 13: Connexions Du Panneau Arrière Et Partie Mécanique Orientable
4-2. Connexions du panneau arrière et partie mécanique orientable Câble de commande 14−broches - 1,5 mètres Raccord du robinet de gaz protecteur Brancher le tuyau de gaz fourni par le client avec filetage 5/8-18 à droite. Borne du câble de soudage Câble de soudage Ensemble d’alimentation du fil Vis papillon de blocage de la... -
Page 14: Informations Relatives À La Prise 14-Broches
4-3. Informations relatives à la prise 14-broches Broche* Commentaire 24 V DC par rapport à la broche G. Commun du circuit 24 volts DC. La fermeture du contact avec K ferme le circuit de commande de contacteur La fermeture du contact avec B ferme le circuit de commande de contacteur Alimentation +10 volts DC de la source fournie au dévidoir par rapport à... -
Page 15: Mise En Place Et Enfilage Du Fil De Soudage
4-6. Mise en place et enfilage du fil de soudage Monter les guides-fil et Monter la bobine. Régler l’écrou tendeur le guide anti-usure. de sorte que le fil reste tendu après l’arrêt de l’alimentation du fil. Monter les galets d’entraînement. Echelle Réglage pression... -
Page 16: Réglage Des Interrupteurs Dip
4-7. Réglage des interrupteurs DIP Déposer le capot. Interrupteur DIP S1 sur carte du moteur PC1 Mettre finalement le capot en place. w Annulation de détection de l’intensité (S1−1) L’annulation de détection de l’inten- sité est utilisé pour désactiver le run−in automatique quand une source est utilisé... -
Page 17: Réglages De L'interrupteur Dip De L'appareil (Uniquement Pour Les Modèles Avec Compteurs)
4-8. Réglages de l’interrupteur DIP de l’appareil (uniquement pour les modèles avec compteurs) Déposer le capot. Mettre finalement le capot en place. Fonctions des compteurs numériques Moteur standard Moteur rapide mètres/minute mètres/minute Outils nécessaires : 1/4” Ref. 802 946 OM-223 157 Page 13... -
Page 18: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Interrupteur d’alimentation Interrupteur d’alimentation 802 827-A 5-2. Avance manuelle du fil/Purge Bouton d’avance manuelle du fil/purge Réglage de la vitesse du fil Prise de la gâchette de la torche Le fait d’appuyer sur l’interrupteur d’avance manuelle du fil permet de faire avancer le fil sans activer le contacteur soudage... -
Page 19: Interrupteur De Gâchette 4-Temps
5-3. Interrupteur de gâchette 4-temps 802 828-A • Pour cela, placer l’interrupteur de gâchette Interrupteur de gâchette 4−temps (sans excéder 6 secondes). Le soudage 4−temps en position marche. continue lorsque la gâchette est relâchée. La gâchette 4−temps permet de souder sans •... -
Page 20: Section 6 − Maintenance
SECTION 6 − MAINTENANCE 6-1. Maintenance de routine Y Débrancher l’alimentation avant d’effectuer des travaux d’entretien. 3 Mois Réparer ou Nettoyer et Remplacer remplacer serrer les le câble de bornes de étiquettes soudage soudage. illisibles. fissuré. Remplacer Vérifier le cordon Vérifier le tuyau et Vérifier le faisceau les parties... -
Page 21: Diagnostics
6-2. Diagnostics Capot Carte moteur PC1 LED3 Pour les besoins de la démonstration, le panneau avant est enlevé. En réalité, le panneau avant est en place. Affichage sur Séquence LED3 sur la compteur carte de commande du Erreur indiquée (le cas échéant) moteur PC1 AIDE 11 1 clignotement... -
Page 22: Dépannage
6-3. Dépannage Y Débrancher l’alimentation avant d’effectuer des travaux de dépannage. Cause Remède Le fil avance, le gaz protecteur Vérifier le branchement des câbles. En contrôler la continuité et les réparer ou les remplacer si s’écoule, mais le fil-électrode n’est pas nécessaire (voir Section 4-2). -
Page 23: Section 7 − Schema Electrique
SECTION 7 − SCHEMA ELECTRIQUE 223 151-B Figure 8-1. Schéma des connexions OM-223 157 Page 19... -
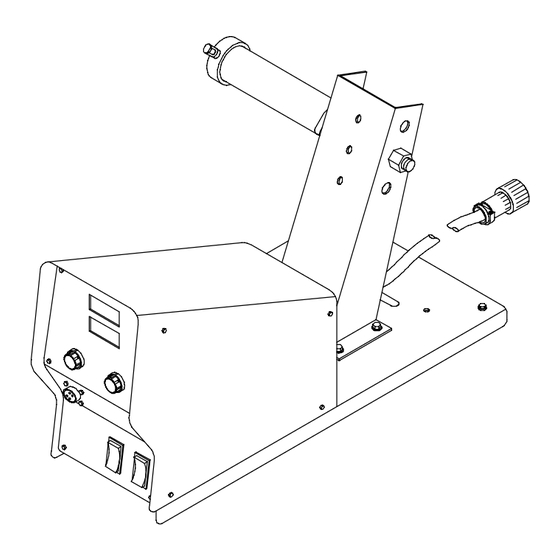
Page 24: Section 8 − Liste Des Pieces
SECTION 8 − LISTE DES PIECES La visserie est seulement dis- ponible que si elle figure sur la liste. Fig 9-3 Fig 9-2 802 943 Figure 9-1. Ensemble principal OM-223 157 Page 20... - Page 25 Item Item Part Part Description Description Quantity Quantity Figure 9-1. Ensemble principal ....159 647 Insulator, Motor Clamp ......... . .
- Page 26 La visserie est seulement dis- ponible que si elle figure sur la liste. 804 098-B Figure 9-2. Control Box Item Diagram Part marking Description Quantity Figure 9-2. Control Box (Figure 9-1 Item 21) ....200 555 Wrapper, Feeder .
- Page 27 Item Diagram Part Quantity marking Description Figure 9-2. Control Box (Figure 9-1 Item 21) ....171 007 Knob, Pointer 1.670 Dia X .250 Id W/Set Screwsplstc .
- Page 28 La visserie est seulement dis- ponible que si elle figure sur la liste. See Table 9-1 For Drive Roll & Wire Guide Kits 803 790-A Figure 9-3. Drive Assembly, Wire Item Diagram Part marking Description Quantity Figure 9-3. Drive Assembly, Wire (Figure 9-1 Item 4) .
- Page 29 Item Diagram Part Quantity marking Description Figure 9-3. Drive Assembly, Wire (Continued) ..... 203 631 Pressure Arm, S/L & Vert S/R 4 Roll (Includes) .
- Page 30 Table 9-1. Drive Roll And Wire Guide Kits OM-223 157 Page 26...
- Page 31 Entrée en vigueur le 1 janvier 2005 (Equipement portant le numéro de série précédé de “LE” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
- Page 32 : térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2005 Miller Electric Mfg. Co. 1/03...