
Manuels Connexes pour Miller Aerowave Triphasé





Sommaire des Matières pour Miller Aerowave Triphasé
- Page 1 OM-183 173H/fre août 1999 Procédés SAEE Description Source d’Alimentation pour le Soudage à l’Arc Aerowave MANUEL DE L’UTILISATEUR Visitez notre site sur www.MillerWelds.com...
- Page 2 1929 demeure inchangé. Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos produits Miller. Veuillez prendre le temps de lire les précautions de sécurité. Elles vous aident à vous protéger contre des dangers éventuels au travail. Miller vous permet une installation rapide et l’exploitation facile.
-
Page 3: Table Des Matières
Table des matières SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION 1-1. Signification des symboles ......... 1-2. -
Page 4: Déclaration De Conformité Pour Les Produits De La Communauté Européenne (Ce)
Communauté européenne (CE) Remarque Ces renseignements sont fournis pour les appareils avec la certification CE (voir la plaque caractéristique sur l’appareil). Miller Electric Mfg. Co. Nom du fabricant: 1635 W. Spencer Street Adresse du fabricant: Appleton, WI 54914 USA Aerowave Déclare que le produit:... -
Page 5: Section 1 - Consignes De Securite - Lire Avant Utilisation
SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION som _nd_fre 4/98 1-1. Signification des symboles Signifie Mise en garde ! Soyez vigilant ! Cette procédure présente des risques de danger ! Ceux-ci sont identifiés par des symboles adjacents aux directives. Ce groupe de symboles signifie Mise en garde ! Soyez vigilant ! Il y a des Y Identifie un message de sécurité... - Page 6 LES RAYONS DE L’ARC peuvent pro- LES ACCUMULATIONS DE GAZ ris- voquer des brûlures dans les yeux et quent de provoquer des blessures ou sur la peau. même la mort. Le rayonnement de l’arc du procédé de soudage D Fermer l’alimentation du gaz protecteur en cas de génère des rayons visibles et invisibles intenses non utilisation.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
1-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance Risque D’INCENDIE OU DES ORGANES MOBILES peuvent D’EXPLOSION. provoquer des blessures. D Ne pas placer l’appareil sur, au-dessus ou à proxi- D Rester à l’écart des organes mobiles comme le mité... -
Page 8: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding and Cutting, norme ANSI Z49.1, de l’American Wel- Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, ding Society, 550 N.W. Lejeune Rd, Miami FL 33126 de la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. -
Page 9: Section 2 - Definitions
SECTION 2 – DEFINITIONS 2-1. Définitions des étiquettes d’avertissement Avertissement! Attention! Les ris- ques éventuels sont indiqués par ces symboles. L’électrocution due au contact avec des électrodes ou des fils de soudage peut entraîner la mort. 1.1 Porter des gants d’isolation secs. -
Page 10: Plaque Signalétique Pour Les Produits Ce
2-2. Plaque signalétique pour les produits CE ISO/IEC 974-1 1A/10V 375A/25V 100% 375A 300A 235A = 90V 19.4V 1A/20V 375A/35V 100% 375A 300A 235A = 90V 29.4V 380V 20.2A 1max 1eff 415V 18.4A 50 Hz 1max 1eff Q = 4.0 Kvar 1A/10V 350A/24V 100%... -
Page 11: Symboles Et Définitions
2-3. Symboles et définitions Soudage à Ampères Panneau Soudage TIG l’electrode (EE) Durée des Volts Fréquence Surtension pointages Amorçage au Sortie Coupe-circuit A distance contact (TIG) Terre de protection Courant Amorçage à haute Entrée (Terre) alternatif fréquence Durée du post-gaz Durée du pré-gaz Kvar Haute fréquence... -
Page 12: Section 3 - Installation
SECTION 3 – INSTALLATION 3-1. Spécifications Ampérage en fonction de la puissance nominale équilibrée, C.A. 50 Hz Puissance nominale Tension à 380 V 415 V Ampérage de soudage vide Triphasé: NEMA Classe I (60) – 300 Ampères, 32 Volts C.A./ 20,9 19,7 1-375 A... -
Page 13: Courbes Volt-Ampère
3-3. Courbes Volt-Ampère Les courbes volt-ampère indiquent la tension et l’ampérage minimum et maximum de sortie possibles de l’appareil. Les courbes pour d’au- tres réglages se placent entre les courbes indiquées. B. Mode CA A. Mode DC Ampères Ampères (DC) (CA) ssb1.1 10/91 –... -
Page 14: Choix D'un Emplacement
3-5. Choix d’un emplacement Plaque signalétique Renversement Se servir de cette étiquette pour déterminer la puissance absorbée. Y Ne pas déplacer ou faire fonc- Manutention Dispositif de coupure de la tionner l’appareil à un endroit où il peut se renverser ligne Placer l’appareil à... -
Page 15: Bornes De Sortie De Soudage Et Choix De La Dimension Des Câbles
3-7. Bornes de sortie de soudage et choix de la dimension des câbles Y LE SOUDAGE A L’ARC peut causer de l’interférence électromagnétique. Pour réduire la possibilité d’interférence, maintenir les câbles de soudage aussi courts, aussi proches l’un de l’autre, et aussi bas (par terre, par exemple) que possible. -
Page 16: Guide De Service Électrique
3-9. Guide de service électrique Triphasé Tension d’alimentation Ampérage d’entrée en fonction de la puissance nominale Puissance nominale max. recommandée en ampères d’un fusible ou coupe circuit standard Dimension min. du conducteur d’alimentation en mm Longueur max. en mètres recommandée pour le conducteur d’entrée Dimension min. -
Page 17: Branchement Sur Le Circuit D'alimentation
3-11. Branchement sur le circuit d’alimentation Etiquette des connexions du courant d’alimentation Conducteurs d’entrée et de terre Voir la Section 3-9. Dispositif de coupure de ligne Voir la Section 3-9. Remettre en place le couvercle ar- rière. TERRE/ S-183 345 Branchements triphasés Y Brancher d’abord le conducteur de terre. -
Page 18: Connexion Au Bornier Rc12 Pour L'automation
3-12. Connexion au bornier RC12 pour l’Automation Carte Principale de régulation Bornier RC12 Entrées 1 à 6 Voir tableau pour les fonctions. Vis de serrage Desserrer les vis, introduire les fils Entrées Fonction de commande et resserrer. Amplitude électrode négative (0–10 volts) Terre (circuit common) Amplitude électrode positive (0–10 volts) Train d’impulsions (0 ou 15 volts, côntrole la fréquence et la balance) -
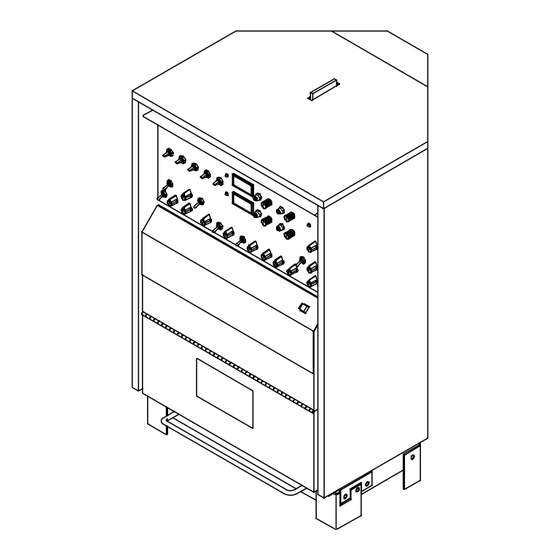
Page 19: Section 4 - Fonctionnement
SECTION 4 – FONCTIONNEMENT 4-1. Commandes Sélecteur de procédé (Voir la Section 4-3) Interrupteur d’ampérage (Voir la Section 4-6) Interrupteur et voyant de sortie (Voir la Section 4-5) Interrupteur d’amorçage (Voir la Section 4-11) Sélecteur de polarité et voyants (voir la Section 4-2) Compteur de réglage de l’ampérage (voir la Section 4-4) -
Page 20: Sélecteur De Procédé
4-3. Sélecteur de procédé Sélecteur de procédé Utiliser le sélecteur pour choisir le procédé de soudage EE ou TIG. La gâchette et l’électrovanne de gaz sont activées dans la position TIG; elles sont désactivées dans la position EE. Le maintien de la gâchette TIG fonctionne comme suit: Appuyer sur l’interrupteur de la torche pour amorcer l’arc. -
Page 21: Commandes De Réglage De L'ampérage
4-6. Commandes de réglage de l’ampérage Interrupteur de commande de l’ampérage Utiliser l’interrupteur pour choisir le mode de commande de réglage de l’ampérage. Pour la commande au panneau frontal mettre l’interrupteur dans la position au panneau. Pour la commande à distance, met- tre l’interrupteur dans la position à... -
Page 22: Exemples De Commande D'ampérage Combiné À Distance
4-7. Exemples de commande d’ampérage combiné à distance Commande à distance sur la torche Commande à distance au pied Commande à distance manuelle Voir les exemples ci-dessous. Régler les interrupteurs Régler la sortie REGLAGE DE L’AMPERAGE Min=1A C.A. Max=150 A EP/250 A EN REGLAGE DE L’AMPERAGE Min = 1 A C.A. -
Page 23: Réglage De La Balance C.a
4-8. Réglage de la balance C.A. Bouton-poussoir et réglage de Si le sélecteur de polarité n’est pas sur C.A., l’afficheur la balance C.A. s’éteint lors de l’actionnement du bouton-poussoir. Régler le sélecteur de polarité sur C.A. Utiliser le bouton-poussoir, la commande et l’afficheur pour chan- ger l’onde carrée du courant de sor- tie C.A. -
Page 24: Commande De La Durée Du Post-Gaz
4-10. Commande de la durée du post-gaz. Commande de la durée du post-gaz. Utiliser la commande pour régler la durée en secondes de l’alimenta- tion de gaz après le soudage. 4-11. Interrupteur d’amorçage Interrupteur d’amorçage Electrode de soudage TIG Exemple d’amorçage de torche Pièce Amorcer l’arc comme suit avec la haute fréquence sur marche:... -
Page 25: Commandes En Option
4-13. Commandes en option Choix du type de maintien de la gâchette TIG (voir la Section 4-14) Commandes de la durée du pré-gaz (voir la Section 4-16) Commandes de la séquence initiale (voir la Section 4-17) Commandes de la durée de soudage par points (voir la Section 4-15) Commande des pulsations... -
Page 26: Commande De La Durée Du Soudage Par Points (Option)
4-15. Commande de la durée du soudage par points (option) Interrupteur de la durée du soudage par points Marche – assure la durée du sou- dage par points Arrêt – pas de durée de soudage Arrêt – pour le soudage EE. Commande de la durée du soudage par points Utiliser la commande pour régler la... -
Page 27: Commandes Des Pulsations (Option)
4-18. Commandes des pulsations (option) Interrupteur du générateur d’impulsions Arrêt – pas d’impulsions; Impulsion lente – utiliser l’échelle intérieure de la commande de ré- glage du nombre de pulsations par seconde; Impulsion rapide – utiliser l’échelle extérieure de la commande de ré- glage du nombre de pulsations par seconde Arrêt –... -
Page 28: Onde De Soudage Pulsé
4-20. Onde de soudage pulsé Ampérage de pointe L’ampérage de pointe est l’impul- sion élevée du courant de soudage qui chauffe le bain de soudage. Exemple A Courant de base (50%) Le courant de base est l’impulsion basse du courant de soudage qui refroidit le bain de soudage. -
Page 29: Section 5 - Maintenance & Detection Des Pannes
SECTION 5 – MAINTENANCE & DETECTION DES PANNES 5-1. Maintenance de routine Augmenter la fréquence des Y Débrancher l’alimentation avant travaux d’entretien dans des d’effectuer des travaux d’entretien. conditions de service sévères. 3 mois Nettoyer et Remplacer des serrer les Remplacer toute étiquettes bornes de... -
Page 30: Protection Contre Les Surcharges Et Réglage De L'écartement Des Électrodes Hf
5-2. Protection contre les surcharges et réglage de l’écartement des électrodes HF Voyant d’arrêt “surtension” Le voyant s’allume après l’arrêt de l’appareil en raison d’un problème de surtension. Cet incident peut seulement se produire lorsque le sélecteur de polarité se trouve dans la position c.a. -
Page 31: Dépannage
5-3. Dépannage Cause Remède Pas de débit de soudage; appareil Mettre l’interrupteur de mise sous tension sur la position marche (voir la Section 4-12). complètement inopérant. Mettre le dispositif de coupure de ligne sur la position Marche (voir la Section 3-11). Contrôler et remplacer le(s) fusible(s) de ligne ou réarmer le coupe circuit (voir la Section 3-11). -
Page 32: Section 6 - Schema Electrique
SECTION 6 – SCHEMA ELECTRIQUE Figure 6-1. Schéma de connexions OM-183 173 Page 28... - Page 33 SD-185 645-C OM-183 173 Page 29...
-
Page 34: Section 7 - Haute Frequence (Hf)
SECTION 7 – HAUTE FREQUENCE (HF) 7-1. Procédés de soudage HF Tension HF TIG – soutient l’arc pour sauter l’entrefer entre la torche et la pièce et/ou stabiliser l’arc. Pièce high_freq_fre 12/96 – S-0693 7-2. Installation incorrecte S-0694 Sources à rayonnement direct HF Sources de conduction HF Sources de réflexion du rayonnement HF Source HF (source électrique de... -
Page 35: Installation Correcte
7-3. Installation correcte Source HF (Appareil à souder avec Liaison commune des canalisations et Conditions pour les constructions dispositif HF incorporé ou séparé) mise à la terre mécaniques Relier électriquement toutes les sections de Méthodes de liaison métallique des Coffret de terre mécanique, borne de sortie de canalisation avec des bandes en cuivre ou tableaux de la construction la pièce, dispositif de coupure de ligne,... -
Page 36: Section 8 - Liste Des Pieces
SECTION 8 – LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. ST-801 678 Figure 8-1. Ensemble principal OM-183 173 Page 32... - Page 37 Item Dia. Part Mkgs. Description Quantity Figure 8-1. Ensemble principal ....182 126 COVER, top ........... .
- Page 38 Item Dia. Part Mkgs. Description Quantity Figure 8-1. Ensemble principal (suite) ....145 783 TAPE, adh dual lock type 170 1.000 wide (order by ft) .
- Page 39 Item Dia. Part Mkgs. Description Quantity Figure 8-2. Module, Electronics Box (Fig 8-1 Item 53) ..... . . 107 551 STRAIN RELIEF, cover .
- Page 40 La visserie est seulement disponible que si elle figure sur la liste. ST-800 685-B Figure 8-3. HF Panel Assembly OM-183 173 Page 36...
- Page 41 Item Dia. Part Mkgs. Description Quantity Figure 8-3. HF Panel Assembly (Fig 8-1 Item 36) ....093 995 CIRCUIT BREAKER, man reset 1P 15A 250VAC .
- Page 42 La visserie est seulement disponible que si elle figure sur la liste. ST-800 683-A Figure 8-4. Heat Sink & Baffle Assembly OM-183 173 Page 38...
- Page 43 Item Dia. Part Mkgs. Description Quantity Figure 8-4. Heat Sink & Baffle Assembly (Fig 8-1 Item 2) ..... . . 157 879 BRACKET, mtg heat sink .
- Page 44 Item Dia. Part Mkgs. Description Quantity Figure 8-5. Panel, Mtg Components (Fig 8-1 Item 35) ..LEM1,2 ..124 684 TRANSDUCER, current 300A module supply ....
- Page 45 Notes...
- Page 46 Notes...
- Page 47 Entrée en vigueur le 1 janvier 1999 (Equipement portant le numéro de série précédé de “KK” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE – En vertu des dispositions et des 90 jours —...
-
Page 48: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 1999 Miller Electric Mfg. Co. 8/99...