Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières

Manuels Connexes pour ESAB EPP-600













Sommaire des Matières pour ESAB EPP-600
- Page 1 EPP-600 source d’alimentation pour plasma Manuel d’instructions 0558004600...
-
Page 2: Responsabilités De L'utilisateur
ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR. VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR. ATTENTION Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualifiés seulement. Si vous n’avez pas une connaissance approfondie des principes de fonctionnement et des règles de sécurité... -
Page 3: Table Des Matières
4.5 Courbes tension-intensité de l’EPP-600 ........ -
Page 4: Section / Titre
Table des MaTières section / Titre Page 6.0 Dépannage ..................287 6.1 Généralités . -
Page 5: Précautions De Sécurité
PRÉCAUTIONS DE SÉCURITÉ Précautions de sécurité Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes. - Page 6 SECTION 1 PRÉCAUTIONS DE SÉCURITÉ LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES SE TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS DE AVERTISSEMENT PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES LORS D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE. DEMANDEZ À...
-
Page 7: Description
• Amplitude du courant de découpe allant de 50 à 600 A • Refroidissement forcé à l’air • Circuit d’alimentation c.c. à semi-conducteurs • Protection de la tension d’entrée • Commande locale ou à distance du panneau avant • Protection du transformateur principal et des composants des semi-conducteurs de l’alimentation par interrupteur thermique • Anneaux supérieurs de soulèvement ou socle adapté à la manutention par chariot élévateur • Capacité d’alimentation secondaire en parallèle pour élargir l’amplitude du courant de sortie. 2.2 caractéristiques générales EPP-600 400 V, EPP-600 460 V, EPP-600 575 V, 50/60Hz CE 60Hz 60Hz Réf. nº 0558005701 0558005702 0558005703 Tension 200 V c.c. Amplitude courant c.c. (marquage) 12 A à 600 A Sortie (100% de ca- Amplitude courant c.c. (découpe) 50 A à 600 A pacité) -
Page 8: Dimensions Et Poids
secTion 2 descriPTion 2.3 dimensions et poids 114,3 mm 94,6 mm 45,00 po. 37,25 po. 102,2 mm 40,25 po. Poids : 925,34 kg (2040 livres) -
Page 9: Installation
3.3 emplacement remarque : Utilisez les deux œilletons de levage lors du transport par suspension. • Un dégagement minimum de 61 cm (2 pieds) est nécessaire à l’avant et à l’arrière pour permettre une bonne circulation de l’air de refroidissement. • Prévoyez également le retrait du panneau supérieur et des panneaux latéraux à des fins d’entretien, de nettoyage et d’inspections. • Placez l’EPP-600 à proximité d’une source d’alimentation électrique équipée de fusibles appropriés. • Conservez une zone dégagée sous la source d’alimentation pour permettre à l’air de refroidissement de circuler. • L’endroit doit être peu propice à l’accumulation de poussière, d’émanations ou de chaleur excessives. Ces facteurs aurant une conséquence directe sur l’efficacité du refroidissement. la présence de poussière ou de saleté conductrices à l’intérieur de la source d’alimentation peuvent entraîner un contournement de l’arc. aTTenTion des dégâts matériels peuvent en résulter. -
Page 10: Branchement De L'alimentation
Pour estimer le courant d’entrée sous plusieurs conditions de sortie, utilisez la formule ci-dessous. (arc V) x (arc I) x 0,688 Courant d’entrée = (ligne V) un circuit d’alimentation spécialisé peut être nécessaire. noTe bien que l’ePP-600 soit équipé d’un compensateur de tension, un circuit d’alimentation spécialisée peut être nécessaire pour éviter toute défaillance du fonctionnement résultant d’une surcharge du circuit électrique. -
Page 11: Conducteurs D'entrée
à bague. les conducteurs d’entrée doivent être équipés d’une terminaison par bornes à bague pour un matériel de 12,7 mm (0,50 po.) avant d’être attachés à l’ePP-600. 3.4.3 Procédure de branchement de l’entrée Retirez le panneau gauche de l’EPP-600 2. Faites passer les câbles par l’ouverture d’accès située sur le panneau arrière. -
Page 12: Branchement De Sortie
secTion 3 insTallaTion TouTe décharGe élecTrique PeuT êTre MorTelle ! vérifiez de laisser un esPace enTre les bornes à averTisseMenT baGue, le Panneau laTéral eT le TransforMaTeur PrinciPal. ceT esPace doiT êTre suffisanT Pour éviT- er TouT arc élecTrique évenTuel. vérifiez que les câbles ne GênenT Pas la roTaTion du venTilaTeur de refroidisseMenT. -
Page 13: Procédure De Branchement De La Sortie
secTion 3 insTallaTion 3.5.2 Procédure de branchement de la sortie 1. Retirez le panneau d’accès sur la partie inférieure avant de la source d’alimentation. 2. Faites passer les câbles de sortie par les ouvertures situées sur la partie inférieure du panneau avant ou à la base de la source d’alimentation située directement derrière le panneau avant. 3. Branchez les câbles aux bornes appropriées situées à l’intérieur de la source d’alimentation à l’aide de connecteurs à pression pour câbles portants le label UL. 4. Remettez en place le panneau retiré dans la première étape. Deux sources d’alimentation de 600 A peuvent être connectées en parallèle pour augmenter l’amplitude du courant de sortie. Panneau d’accès 3.6 installation en parallèle le courant de démarrage des sources d’alimentation en parallèle dé- passe la limite recommandée lors d’une découpe inférieure à... - Page 14 4. Branchez le câble de l’arc pilote à sa forme au niveau de la source d’alimentation. Le branchement de l’arc pilote à la source d’alimentation auxiliaire n’est pas utilisé. Le circuit de l’arc pilote n’est pas en parallèle. 5. Placez le commutateur HIGH / LOW de l’arc pilote de la source d’alimentation auxiliaire sur la position « LOW ». 6. Placez le commutateur HIGH / LOW de l’arc pilote de la source d’alimentation principale sur la position « HIGH » (haute). 7. Si un signal de référence de courant continu de 0,00 to +10,00 est utilisé pour régler le courant de sortie, faites-le suivre dans les deux sources d’alimentation. Interconnectez J1-A (commun) sur les deux sources d’alimentation et faites de même pour J1-B (0,00 - 10,00 c.c.) Avec les deux sources d’alimentation en fonctionnement, le courant de sortie peut être calculé à l’aide de la formule suivante : [courant de sortie (ampères)] = [tension de référence] x [100] Branchements pour l’installation de deux sources d’alimentation EPP-600 en parallèle EPP-600 EPP-600 Source d’alimentation Source d’alimentation auxiliaire principale électrode électrode...
- Page 15 Va permettre à la source d’alimentation auxiliaire de rester sous tension. L’EPP-600 n’est pas équipé d’un interrupteur de marche/arrêt. L’alimentation principale est contrôlée par le coupe-circuit mural. ne démarrez pas l’epp-600 sans couVercle.
-
Page 16: Câbles D'interfaces Cnc
3 insTallaTion 3.7 câbles d’interfaces cnc a - 0558005528 Branchement du câble d’interface Branchement de la fiche J6 à 10 broches au connecteur d’interface CNC. b - 0558005530 Branchement du câble d’interface Branchement de la fiche J1 à 19 broches au connecteur d’interface CNC. remarque : Les câbles d’interfaces ne sont pas fournis avec la source d’alimentation EPP-600 et ne servent ici que de référence. -
Page 17: Description Des Circuits Du Schéma Fonctionnel
secTion 4 fonTionneMenT 4.1 description des circuits du schéma fonctionnel... - Page 18 Le circuit d’alimentation utilisé par l’EPP-600 est généralement appelé le convertisseur abaisseur de tension ou le relais modulateur. Les commutateurs électroniques ultra-rapides s’allument et s’éteignent plusieurs milliers de fois par seconde fournissant ainsi des impulsions d’énergie à la sortie. Un circuit de filtrage, principalement composé d’un inducteur (parfois appelé bobine), convertit les impulsions en courant relativement continu. Bien que l’inducteur de filtrage supprime la plupart des fluctuations de la tension de sortie « coupée » des commuta- teurs électroniques, des petites fluctuations, appelées ondulations sont toujours présentes. L’EPP-600 utilise un circuit d’alimentation breveté qui permet de réduire ce phénomène d’ondulations en associant la tension de sortie de deux relais modulateurs, chacun fournissant approximativement la moitié de la tension totale. Ces relais sont synchronisés de façon à ce que toute augmentation de la tension causée par le premier soit compensée par une réduction de tension par le deux- ième. Les ondulations d’un relais sont ainsi partiellement annulées par les ondulations de l’autre. Cela permet d’obtenir un très faible niveau d’ondulations et une tension de sortie à la fois très constante et très fiable. Un faible niveau d’ondulations...
- Page 19 Chaque relais contient les IGBT, les diodes à roue libre, un capteur Hall, un inducteur de filtrage et des diodes anti-re- tour. Les IGBT sont les commutateurs électroniques de l’EPP-600 qui s’allument et s’éteignent 10 000 fois par seconde. Ils fournissent les impulsions d’énergie filtrées par l’inducteur. Les diodes à roue libre fournissent le trajet que le courant doit suivre lorsque les IGBT sont éteints. Le capteur Hall est un transducteur de courant qui contrôle le courant de sortie et ap- porte le signal de rétroaction au circuit de contrôle. Les diodes anti-retour ont deux fonctions. En premier lieu, elles évitent que le courant continu de 420 V délivré par le circuit d’amplification de démarrage ne soit renvoyé vers les IGBT et vers le bus de 310 V. Deuxièmement, elles permettent d’isoler les deux relais l’un de l’autre. Ceci permet le fonctionnement de chaque relais indépendamment de l’autre. Le circuit de commande contient des servo-régulateurs pour les deux relais. Il contient également un servomécanisme qui contrôle le signal de la tension totale de sortie renvoyé par le shunt de précision. Ce troisième servo règle les servos des deux relais afin de maintenir une tension de sortie précisément contrôlée et commandée par le signal Vref. Le montage des circuits Vref est équipé d’une protection galvanique contre le reste de la source d’alimentation. Cette isola- tion permet d’éviter les problèmes éventuels entraînés par les boucles de mise à la terre. Chaque relais, principal de gauche et d’asservissement de droite, contiennent leur propre MID / carte PC de commande de grille installés directement sur les modules IGBT. Ce montage de circuit permet de fournir les signaux de marche et d’arrêt aux MID nécessaires au fonctionnement des IGBT. Le MID gauche (principal) fournit un signal d’horloge synchronisé à son propre circuit de commande de grille, ainsi qu’au circuit du MID droit (d’asservissement). C’est par le biais de ce signal syn- chronisé que les IGBT des deux côtés vont successivement réduire les ondulations de tension de sortie. L’EPP-600 contient un amplificateur de tension pour fournir approximativement 425 V de courant continu nécessaire à l’amorçage de l’arc. Une fois l’arc établi, cet amplificateur est désactivé par un contact situé sur le contacteur de l’arc pilote (K4). Un atténuateur polarisé reduit la tension transitoire engendrée lors de l’extinction de l’arc de découpe. Cela permet égale- ment de réduire la tension transitoire provenant d’une source d’alimentation en parallèle et évitant ainsi d’endommager cette dernière. Le circuit de l’arc pilote est constitué des composants nécessaires à l’activation d’un arc pilote. Ce circuit est automatique- ment désactivé lorsque l’arc de découpe est établi.
-
Page 20: Panneau De Commande
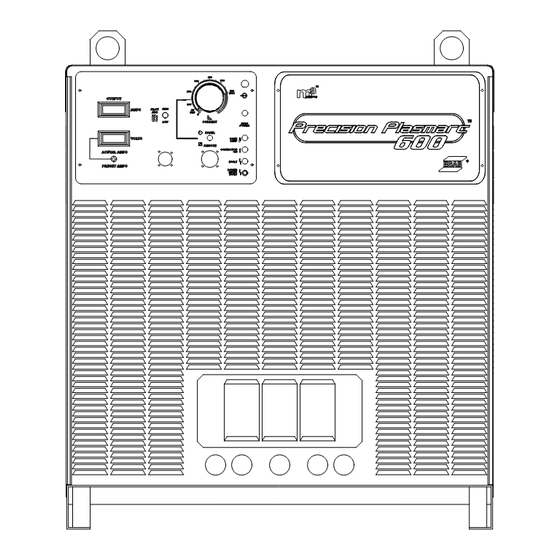
4 fonTionneMenT 4.2 Panneau de commande A - Alimentation principale Le témoin s’allume lorsque la source d’alimentation est mise sous tension. B - Contacteur allumé Le témoin s’allume lorsque le contacteur principal est mis sous tension. C - Surchauffe Le témoin s’allume en cas de surchauffe de la source d’alimentation. D - Défaillance Le témoin s’allume en cas d’anomalies du processus de découpe ou lorsque la tension de la ligne d’entrée s’écarte de plus ou moins 10 % de la valeur nominale requise. E - Erreur de rétablissement de l’énergie Le témoin s’allume en cas de défaillance sérieuse. L’alimentation doit être débranchée pendant au moins 5 secondes avant d’être rebranchée. F - Commande de sélection de courant (potentiomètre) Commande de l’EPP-600 illustrée. La capacité de l’EPP-600 s’échelonne entre 12 à 600 A. Utilisé uniquement en mode panneau. -
Page 21: Panneau De Commande (Suite)
4 fonTionneMenT 4.2 Panneau de commande (suite) G - Commutateur à distance du panneau Permet de contrôler l’emplacement des commandes de courant. • Mettre en position PANEL (panneau) pour permettre un con- trôle par le biais du potentiomètre de courant. • Mettre en position REMOTE (à distance) pour permettre un contrôle par le biais d’un signal externe (CNC). H et L - Connexion à distance Connecteur amphénol à 19 broches (J1) et à 10 broches (J6) pour brancher l’alimentation au CNC. I - Commutateur HIGH / LOW (Haute/Basse) de l’arc pilote Utilisé pour sélectionner la tension souhaitée de l’arc pilote. En règle générale, la position LOW est utilisée pour toute tension égale ou inférieure à 100 A. En fonction du type de gaz, de matériau et de torche utilisés. Le détail de ces positions est précisé dans les données de découpe présentées dans le manuel de la torche. Lorsque l’EPP-600 est en mode de marquage, ce sélecteur doit être en position basse (LOW). - Page 22 secTion 4 fonTionneMenT 4.2 Panneau de commande (suite) J - Jauges Affiche la tension et l’intensité lors de la découpe. L’ampèremètre peut être activé avant la découpe pour afficher une estimation du courant de découpe nécessaire. K - Commutateur effectif / prédéfini Le commutateur à bascule automatique ACTUAL AMPS / PRESET AMPS S42, se remet en position ACTUAL (haute) par défaut. Dans la position ACTUAL, l’ampèremètre de sortie (OUTPUT AMMETER) affiche la tension de sortie de découpe. En position PRESET (basse), l’ampèremètre de sortie affiche une estimation de la tension de sortie de découpe en contrôlant le signal de référence du courant continu de sortie entre 0,00 – 10,00 (Vref ). Le signal de référence provient du potentiomètre de courant (CURRENT POTENTIOMETER) avec le commutateur PANEL/REMOTE e n p osition P ANEL ( haute) e t d ’un s ignal d e r éférence à d istance (J1-A / J1-B(+)) avec le commutateur PANEL/REMOTE en position REMOTE (basse). La valeur affichée dans l’ampèremètre de sortie (OUTPUT AMMETER) sera égale à 80 fois la valeur de Vref (volts). Par exemple, un signal de référence...
-
Page 23: Modes De Fonctionnement : Mode De Découpe Et De Marquage
4 fonTionneMenT 4.2.1 Modes de fonctionnement : mode de découpe et de marquage L’EPP-600 fonctionne en mode de découpe via une amplitude de courant de sortie unique et continuellement réglable entre 50 A et 600 A à l’aide du potentiomètre situé sur le panneau avant ou par l’intermédiaire d’un signal électrique de référence à distance qui alimente le connecteur J1. Lors de l’utilisation du signal à distance, 80 A correspond à un signal de référence de 1,00 V c.c. et 600 A correspond à un signal de 7,50 V c.c. Pour les signaux supérieurs à 8,00 V, la source d’alimentation généralement limite intérieure- ment le courant de sortie à 680 A. Le mode de découpe de l’EPP-600 est automatiquement sélectionné, à moins que le signal de commande du mode de marquage soit sélectionné. La source d’alimentation est activée en mode de marquage par un relais isolé externe ou un contacteur de commutateur assurant la connexion entre J1-F (115 V ca) et J6-A. Voir le schéma de circuits situés à l’intérieur du couvercle arrière. Cette fermeture de contact doit être effectuée avant (50 ms ou plus) de sélectionner une commande de démarrage ou d’activation de contact. En mode de marquage, le courant de sortie est continuellement réglé entre 12 A et 600 A à l’aide du potentiomètre situé sur le panneau avant, ou par l’intermédiaire d’un signal électrique de référence à distance qui alimente le con- necteur J1. Lors de l’utilisation du signal à distance, 12 A correspond à un signal de référence de 0,15 V c.c. et 600 A correspond à un signal de 7,50 V c.c. Pour les signaux supérieurs à 8,00 V, la source d’alimentation généralement limite intérieure- ment le courant de sortie à 680 A. En mode de marquage, l’amplificateur de puissance utilisé pour l’amorçage de l’arc en mode de découpe est désac- tivé. La tension de circuit ouvert résultante est égale à environ 290 V pour une tension d’alimentation nominale. De plus, K12 ferme les connexions R60 à R67 dans le circuit de sortie. Ces résistances permettent de réguler la sortie pour les faibles intensités de marquage. La source d’alimentation est capable de fournir la totalité de ses 600 A à 100 % de sa capacité en mode de marquage. Toujours dans ce mode, l’intensité d’amorçage minimum de 43 A sélectionnée en usine, doit être réduite à 6 A par le biais de l’interrupteur nº 2 (SW2) sur la carte PC de commande installée derrière le couvercle d’accès sur le coin supéri- eur droit du panneau avant. Les positions 5, 6 et 7 de l’interrupteur nº 2 doivent être désactivées (position basse) et la... -
Page 24: Séquence Du Fonctionnement
4 fonTionneMenT 4.3 séquence du fonctionnement 4.3 Sequence of Operation Mettez sous tension en fermant l’interrupteur mural de la ligne. Apply Power (L’EPP-600 n ’est p as é quipé d ’un i nterrupteur d e m arche/arrêt). Le témoin d’alimentation principale va s’éclairer et le témoin de défaillance va clignoter avant de s’éteindre. PANEL Positonnez l’interrupteur Panel / Remote. Positonnez le commutateur HIGH / LOW (Haute / Basse) de l’arc pilote. (Consultez les données de découpe présentées dans REMOTE le manuel de la torche.) En mode de panneau, contrôlez la tension préétablie par l’intermédiaire du commutateur ACTUAL / PRESET AMPS. -
Page 25: Paramètres De L'amorçage De L'arc
4 fonTionneMenT 4.4 Paramètres de l’amorçage de l’arc La durée d’obtention d’intensité maximale peut être réglée pour un démarrage en douceur. Cette fonctionnalité utilise une intensité réduite pour le démarrage qui augmente progressivement jusqu’à l’intensité maximale. L’EPP-600 est livré avec cette fonction activée. Les réglages par défaut sont : Courant de démarrage minimum 45 A Courant de démarrage 50 % du courant de découpe Durée d’obtention d’intensité maximale 800 msec Temps d’arrêt 50 msec Ces fonctions de temporisation peuvent être désactivées ou réglées selon les besoins individuels de chacun. Forme d’onde du courant de démarrage avec la fonction de démarrage Forme d’onde du courant de démarrage avec la fonction de dé- marrage en douceur activée (ON) en douceur désactivée (OFF) Courant de découpe Courant de découpe = 80 V = 80 V Courant de démarrage Environ 2 msec pour atteindre l’intensité maximale temps Durée d’obtention de l’intensité maximale d’arrêt 800 msec durée durée TouTe décharGe élecTrique PeuT êTre MorTelle ! éTeiGnez l’aliMenTaTion au niveau de l’inTerruPTeur... -
Page 26: Conditions D'activation / Désactivation De L'amorçage De L'arc
secTion 4 fonTionneMenT 4.4.1 conditions d’activation / désactivation de l’amorçage de l’arc Paramètre d’usine par défaut illustré. allumé éteint 1. Retirez le panneau d’accès sur le coin droit supérieur du panneau avant. Assurez-vous de remettre en place ce panneau une fois tous les réglages terminés. 2. Abaissez les commutateurs à bascule de l’interrupteur nº 1 (SW1) et de la carte de contrôle nº 1 (PCB1) pour les désac- tiver. Pour les activer, remettez-les en position haute. (Dans le cas d’un interrupteur abaissé et l’autre remonté, la durée d’amorçage de l’arc est considéré activée). 4.4.2 réglage de la minuterie de l’amorçage de l’arc Paramètres d’usine par défaut illustrés allumé éteint Courant de démarrage minimum Contrôlé par la sélection des positions 5 à 8 de l’interrupteur nº 2 (SW2). Lorsqu’un interrupteur est activé par pression, sa valeur s’ajoute à la valeur minimum d’usine de 5 A. Interrupteur nº 5 = 40 A min. Courant de démarrage Interrupteur nº 6 = 20 A min. Courant de démarrage Interrupteur nº 7 = 10 A min. Courant de démarrage Interrupteur nº 8 = 5 A min. Courant de démarrage Les valeurs par défaut sont 5 sur 40 A + 5 A = 45 A Temps d’arrêt... -
Page 27: Commandes De L'amorçage De L'arc
secTion 4 fonTionneMenT 4.4.3 commandes de l’amorçage de l’arc Potentiomètre de courant de Minuteur de croissance démarrage 4.4.4 courant de démarrage et minuteur de croissance Rapport entre le courant de démarrage (%) et le ré- glage du potentiomètre Courant de démarrage Réglez à l’aide du potentiomètre situé au-dessus et à gauche du centre de la carte PCB1. Un réglage d’usine par défaut de 7 va entraîner un courant de démarrage 50 % inférieur au courant de découpe. Minuteur de croissance Commutateur à trois positions situé à proximité du poten- tiomètre de courant de démarrage. La durée est calculée à... -
Page 28: Courbes Tension-Intensité De L'epp-600
4 fonTionneMenT 4.5 courbes tension-intensité de l’ePP-600 Tension de sortie (volts) OUTPUT VOLTAGE (Volts) MIN MARK RATING Courant min. de mar = 0,150 V = 0.150V Courant min. de découpe MIN CUT RATING = 0,625 V = 0.625V = 1,000 V = 1.000V = 2.000V = 2,000 V = 3.000V = 3,000 V = 4.000V = 5.000V = 5,000 V = 6.000V...