Fagor CNC 8055 Manuel D'utilisation
Masquer les pouces
Voir aussi pour CNC 8055:
- Manuel d'utilisation (160 pages) ,
- Manuel d'utilisation (258 pages) ,
- Manuel de programmation (482 pages)
Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières

Manuels Connexes pour Fagor CNC 8055













Sommaire des Matières pour Fagor CNC 8055
- Page 1 8055 ·TC· Manuel d'utilisation Ref.1711 Soft: V02.2x...
- Page 2 V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. La bibliothèque grx V2.4.4. Le kernel de linux V2.4.4. Le chargeur de linux ppcboot V1.1.3. Pour recevoir une copie de ce code source sur CD, envoyer 10 euros à Fagor Automation, au titre de frais de préparation et d’envoi.
-
Page 3: Table Des Matières
Déclaration de conformité et conditions de garantie..............9 Historique de versions ........................ 11 Conditions de sécurité ........................ 15 Conditions de ré-expédition ......................19 Notes complémentaires ......................21 Documentation Fagor ......................... 23 CHAPITRE 1 CONCEPTS GÉNÉRAUX Clavier..........................25 Généralités........................27 1.2.1 Gestion du programme de textes P999997 ............... - Page 4 Aides à la programmation .................... 183 5.2.1 Transferts et présélections..................183 5.2.2 Zones de travail ....................... 183 5.2.3 Mettre des étiquettes et des répétitions d'étiquette à étiquette........ 183 5.2.4 Image miroir ......................184 5.2.5 Facteur d'échelle...................... 184 CNC 8055 CNC 8055i : V02.2 ·4·...
- Page 5 Simuler ou exécuter un programme pièce..............199 7.2.1 Simuler ou exécuter une partie d'un programme pièce..........199 Simuler ou exécuter une opération mémorisée............200 Mode exécution......................201 7.4.1 Inspection d'outil...................... 202 Représentation graphique.................... 203 CNC 8055 CNC 8055i : V02.2 ·5·...
- Page 6 Ma nu el d’u t il i s at io n CNC 8055 CNC 8055i : V02.2 ·6·...
-
Page 7: Au Sujet Du Produit
S y s t è m e d e r é g u l a t i o n S e r c o s, p o u r c o n n ex i o n ave c l e s - - - Option - - - CNC 8055 asservissements Fagor CNC 8055i Système de régulation CAN, pour connexion avec les asservissements... - Page 8 OPTIONS DE LOGICIEL DES CNC 8055 ET CNC 8055I. Modèle Nombre d'axes avec logiciel standard Nombre d'axes avec logiciel standard ----- 4 ou 7 4 ou 7 4 ou 7 Filetage électronique ----- Stand Stand Stand Stand Stand Stand Stand...
-
Page 9: Déclaration De Conformité Et Conditions De Garantie
FAGOR. http://www.fagorautomation.com. (Type de fichier : Déclaration de conformité). CONDITIONS DE GARANTIE Les conditions de garantie de la CNC sont disponibles dans la rubrique de téléchargement du site Web d'entreprise de FAGOR. http://www.fagorautomation.com. (Type de fichier : Conditions générales de vente- Garantie). CNC 8055 CNC 8055i ·9·... - Page 10 CNC 8055 CNC 8055i ·10·...
-
Page 11: Historique De Versions
Septembre 2011 Liste de prestations Manuel Gestion de réductions sur les broches Sercos. INST CNC 8055 Améliorations dans la gestion de la limitation de vitesses (FLIMIT). INST Nouveaux types de pénétration dans les cycles de taraudage de tour. CNC 8055i Améliorations dans la reprise de filets de tour. - Page 12 Logiciel V01.31 Octobre 2011 Liste de prestations Manuel Modèle CNC 8055 FL Engraving INST / OPT/ PRG Logiciel V01.40 Janvier 2012 Liste de prestations Manuel Exécution de M3, M4 et M5 avec des marques de PLC INST / PRG Dans le mode de travail conversationnel, les valeurs 12 et 43 de la variable OPMODE.
- Page 13 Filtres d'axe pour les déplacements avec manivelle. Paramètre machine général HDIFFBAC INST (P129) et paramètre machine à axe HANFREQ (P104). Changement de la valeur maximale du paramètre de l'axe et de la broche NPULSES. INST CNC 8055 CNC 8055i ·13·...
- Page 14 CNC 8055 CNC 8055i ·14·...
-
Page 15: Conditions De Sécurité
Lire les mesures de sécurité suivantes dans le but d'éviter les accidents personnels et les dommages à cet appareil et aux appareils qui y sont connectés. L'appareil ne pourra être réparé que par du personnel autorisé par Fagor Automation. Fagor Automation n'assume aucune responsabilité en cas d'accident personnel ou de dommage matériel découlant du non-respect de ces normes de sécurité... - Page 16 Cet appareil a été conçu pour être utilisé dans des ambiances industrielles remplissant les directives et normes en vigueur dans l'Union Européenne. Fagor Automation ne se responsabilise pas des accidents et dommages pouvant être causés par une utilisation de l'appareil dans des conditions différentes (ambiances résidentielles ou domestiques).
- Page 17 Comporte 1 fusible extérieur rapide (F) de 4 A 250 V. OUT IN FUSIBLE FUSIBLE +24V • Entrées-Sorties. Toutes les entrées-sorties numériques disposent d'un isolement galvanique au moyen d'optocoupleurs entre la circuiterie de la CNC et l'extérieur. CNC 8055 CNC 8055i ·17·...
- Page 18 PRÉCAUTIONS PENDANT LES RÉPARATIONS Ne pas manipuler l'intérieur de l'appareil. Seul le personnel autorisé de Fagor Automation peut manipuler l'intérieur de l'appareil. Ne pas manipuler les connecteurs lorsque l'appareil est branché au réseau électrique. Avant de manipuler les connecteurs (entrées/sorties, système de mesure, etc..), vérifier que l'appareil n'est pas branché...
-
Page 19: Conditions De Ré-Expédition
En cas d'expédition de l'Unité Centrale, protéger tout particulièrement l'écran. Protéger l'appareil dans la caisse en carton à l'aide d'un rembourrage de mousse de polyuréthanne sur tous les côtés. Scellez la caisse en carton avec du ruban d’emballage ou avec des agrafes industrielles. CNC 8055 CNC 8055i ·19·... - Page 20 CNC 8055 CNC 8055i ·20·...
-
Page 21: Notes Complémentaires
NODE FAGOR Pour prévenir les risques de choc électrique dans le moniteur de la CNC 8055, utiliser le connecteur de réseau approprié (A) avec des câbles de puissance à 3 conducteurs (dont l'un de terre). Avant d'allumer le moniteur de la CNC 8055, vérifier que le fusible externe de ligne (B) est l'approprié. - Page 22 CNC 8055 CNC 8055i ·22·...
-
Page 23: Documentation Fagor
Adressé aux personnes allant utiliser l'option de logiciel de communication DNC. Est délivré sur support informatique avec l'application. Manuel WINDRAW55 CNC 8055 Adressé aux personnes allant utiliser le programme WINDRAW55 pour élaborer des écrans. CNC 8055i Est délivré sur support informatique avec l'application. - Page 24 CNC 8055 CNC 8055i ·24·...
-
Page 25: Chapitre 1 Concepts Généraux
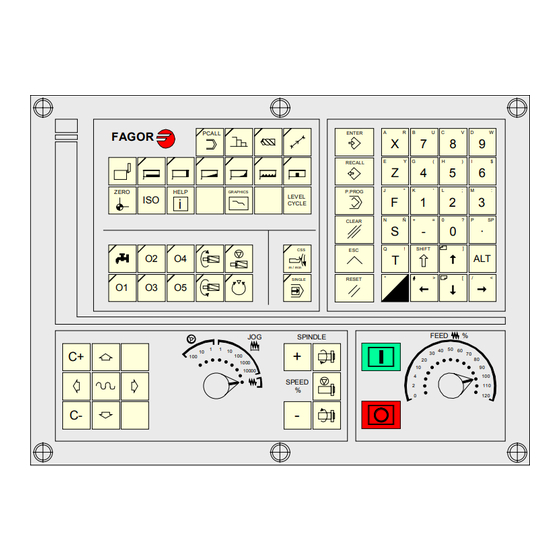
SHIF T Sélectionne le caractère A. > < RESET Sélectionne le caractère R. Touches spécifiques au modèle TC. CNC 8055 Ces touches permettent de faire ce qui suit: CNC 8055i FAGOR PCALL • Sélectionner et définir les opérations d'usinage. ZERO... - Page 26 • Déplacer les axes de la machine. • Commander la broche. • Modifier l'avance des axes et la vitesse de la broche. FEED SPINDLE • Initier et arrêter l'exécution. 40 50 60 1000 10000 SPEED CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·26·...
-
Page 27: Généralités
D’autre part, on peut utiliser librement les routines 0000 à 8999 et les routines 9000 à 9999 sont réservées à la CNC. Les programmes P999997 et P999998 sont des programmes associés à la version logiciel. Fagor Automation ne se responsabilise pas du fonctionnement de la CNC si les programmes P999997 et P999998 ont été... - Page 28 C’est un programme de routines qui utilise la CNC pour interpréter les programmes édités en format TC et les exécuter ensuite. Ce programme ne doit pas être modifié. Si l'on modifie ou on supprime ce programme, Fagor Automation ne se responsabilise pas du fonctionnement de la Commande Numérique.
-
Page 29: Gestion Du Programme De Textes P999997
• Les nouveaux textes fournis par défaut sont assumés et ils sont copiés dans le programme P999997 de la mémoire d'utilisateur. Pour changer les textes, après avoir modifié le programme P999997, mettre la CNC hors tension puis la remettre sous tension pour qu'elle assume les nouveaux textes. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 30: Mise Sous Tension
à un autre, on doit taper sur la séquence de touches [SHIFT] [ESC]. La mise au point de la CNC doit être réalisée sous le mode travail T. De même, certaines erreurs doivent être éliminées sous le mode de travail T. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 31: Travail Sous Le Mode T Avec Clavier Tc
Par exemple, alors qu'un programme pièce est sélectionné, si on tape "M3 Marche" (séquence non supportée dans le modèle TC), la CNC affiche le message d'avis et empêche le programme pièce sélectionné de se mettre en marche après avoir détecté la touche "Marche". CNC 8055 CNC 8055i ·TC·... - Page 32 Ma nu el d’u t il i s at io n CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·32·...
-
Page 33: Chapitre 2 Travail Sous Le Mode Manuel
X 00000.000 X 00020.000 X 00020.000 X 00000.000 Z 00089.520 Z 00089.520 Z 00000.000 Z 00000.000 C 00000.000 C 00014.480 C 00014.480 C 00000.000 CNC 8055 THEORETICAL M/MIN CNC 8055i 0.0000 0.0000 0.0000 0.0000 U 00025.000 B 00000.013 ·TC· PTION : V02.2... -
Page 34: Introduction
L'information affichée par cette fenêtre dépend de la position qu'occupe le commutateur gauche. Dans tous les cas, l'avance des axes "F" sélectionné et % de F appliqué sont affichés. Lorsque le feed-hold est actif, la valeur de l'avance change de couleur. CNC 8055 CNC 8055i ·TC·... -
Page 35: Accès Direct À L'oscilloscope
Les touches [] [] [PAGE EN HAUT] [PAGE EN BAS] s'utilisent pour se déplacer sur les messages. La touche [ESC] s'utilise pour fermer la fenêtre. La fenêtre n’est affichée que s’il y a plus d’un message actif. CNC 8055 CNC 8055i Accès direct à l'oscilloscope Depuis l’écran standard, en tapant sur la séquence de touches 71, on pourra accéder à... -
Page 36: Description De L'écran Spécial Du Mode De Travail Tc
Vitesse en mètres/minute. ERREUR DE POURSUITE En travaillant avec arrêt orienté de broche (M19) indique la CNC 8055 différence entre la vitesse théorique et la vitesse réelle. CNC 8055i Les axes auxiliaires n'affichent que la cote réelle ou position de l'axe. - Page 37 Accès direct à l'oscilloscope Depuis l’écran auxiliaire, en tapant sur la séquence de touches 71, on pourra accéder à l’oscilloscope à condition que l’on ne soit pas en train d’écrire une donnée dans un champ. CNC 8055 CNC 8055i ·TC·...
-
Page 38: Sélection D'un Programme Pour La Simulation Ou L'exécution
• En tapant sur la touche [START], la CNC exécute le programme pièce sélectionné. • En tapant sur la touche [CLEAR] on désélectionne le programme pièce, la CNC le supprime de la fenêtre supérieure centrale. CNC 8055 CNC 8055i ·TC·... -
Page 39: Contrôle Des Axes
Saisir la nouvelle valeur d'avance voulue. Pour abandonner la sélection, taper sur la touche [ESC]. Taper sur la touche [START] pour que la CNC assume cette valeur comme nouvelle avance des axes. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 40: Recherche De Référence Machine
Après avoir effectué, de cette manière, la recherche de référence machine, la CNC ne conserve pas le zéro pièce ou décalage d'origine actif et assume comme nouveau zéro pièce, la position qui occupe le zéro machine. CNC 8055 CNC 8055i ·TC·... -
Page 41: Table Des Décalages D'origine
• Charger dans la table le décalage d'origine actif. Situer le foyer sur le décalage à définir (G54… G59, G159N7 ... G159N20) et taper sur la touche CNC 8055 [RECALL]. La présélection active est emmagasinée dans le transfert d'origine. CNC 8055i Si au lieu de situer le foyer sur un transfert, on le situe sur l'un des axes, seul cet axe est affecté. -
Page 42: Déplacement Manuel De La Machine
Position du sélecteur Déplacement 0.001 mm ou 0.0001 pouces 0.010 mm ou 0.0010 pouces 0.100 mm ou 0.0100 pouces 1000 1.000 mm ou 0.1000 pouces 10000 10.000 mm ou 1.0000 pouces CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·42·... -
Page 43: Déplacement Continu
• La broche est en marche. • La broche est arrêtée mais une vitesse de broche S se trouve sélectionnée. • La broche est arrêtée et aucune vitesse de broche S se trouve sélectionnée. CNC 8055 CNC 8055i ·TC· PTION : V02.2... - Page 44 S pour réaliser des déplacements en JOG sur n’importe quel axe, qu’il soit du plan ou non. Ceci est particulièrement intéressant avec des axes auxiliaires, des lunettes et des contre-pointes, car dans ces cas la S n’a pas d’influence. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 45: Jog Trajectoire
(figure du bas), il faut indiquer les cotes du centre de l'arc. Pour définir ces variables, taper sur la touche [F] et ensuite sur une des touches [] [] [] []. CNC 8055 CNC 8055i ·TC·... -
Page 46: Fonctionnement En Mode Jog Trajectoire
Si la valeur F0 est sélectionnée, on assume celle indiquée dans le paramètre machine. "JOGFED (P43)". Dans cette modalité, la touche de rapide n'est pas prise en compte. Les déplacements en jog trajectoire respectent les limites de parcours et des zones de travail. CNC 8055 CNC 8055i ·TC·... -
Page 47: Déplacement Avec Manivelle Électronique
JOG, correspondantes à l'axe à déplacer. L'axe sélectionné est affiché en bas de l'écran, en petits caractères et à côté du symbole de manivelle. Si on dispose d'une manivelle électronique FAGOR avec bouton-poussoir, la sélection de l'axe à déplacer pourra être réalisée de la façon suivante: •... -
Page 48: Manivelle D'avance
Fournit les impulsions de la première manivelle. HANPS Fournit les impulsions de la deuxième manivelle. HANPT Fournit les impulsions de la troisième manivelle. HANPFO Fournit les impulsions de la quatrième manivelle. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·48·... -
Page 49: Fonctionnement En Mode Manivelle Trajectoire
On peut interrompre les déplacements en manivelle trajectoire en tapant sur la touche [STOP] ou CNC 8055 en mettant le commutateur de jog sur l’une des positions de jog continu ou de jog incrémental. -
Page 50: Contrôle D'outils
Saisir le numéro de correcteur souhaité et taper sur la touche [START]. La CNC assume le nouveau correcteur pour l'outil en cours. La table interne ne se modifie pas, l’outil continue d’être associé au correcteur qui lui a été assigné pendant le calibrage. CNC 8055 CNC 8055i ·TC·... -
Page 51: Changement D'outil
• Une fois la sous-routine terminée, la CNC exécute la fonction T??, envoie au PLC toute l'information nécessaire pour qu'il gère le changement d'outil et assume les nouvelles valeurs de l'outil (correcteurs, géométrie, etc..). CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 52: Point De Changement Des Outils Variables
Ensuite, taper sur la touche [X], [Y] ou [Z] de l'axe correspondant ou les touches [] [] [] []. Après s’être situé sur les cotes de l'axe à définir, définir les valeurs souhaitées. CNC 8055 CNC 8055i Après s’être situé sur la cote de l’axe à définir, on saisit la valeur de l’une des manières suivantes. -
Page 53: Calibrage D'outils
• Changer l'outil actif (T?? + [START]). Si on n’édite pas l'outil actif il est permis : • Modifier les données I, K et D. CNC 8055 • Sélectionner un autre outil (T?? + [RECALL]) et modifier ses données I, K et D. CNC 8055i •... -
Page 54: Définir L'outil Dans La Table Des Outils (Niveau 1)
Saisir le numéro de correcteur à associer à l'outil et taper sur la touche [ENTER]. Définir les dimensions de l'outil. Les données correspondantes à l'outil sont les suivantes: 15:28:42 Dimension de l'outil sur X (en rayons). Dimension de l'outil sur Z. CNC 8055 Z123.5000 X 45.000 Tool calibration Z - ENTER 0.0000 X - ENTER Correcteur d'usure sur X (en diamètres). - Page 55 Définir le facteur de forme de l'outil. Situer le curseur sur l'icône du type d'outil et taper sur la touche bicolore. Les types d'outil disponibles sont les suivants: C=90 A=90 A=90 B=2R CNC 8055 CNC 8055i A=180 ·TC· PTION : V02.2 ·55·...
- Page 56 La fenêtre de droite contient les valeurs correspondant à la géométrie de l’outil et la fenêtre de gauche contient un graphique d’aide. Pour définir une de ces valeurs, sélectionner le champ correspondant, saisir la valeur et taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC·...
-
Page 57: Calibrage Manuel De L'outil Avec/Sans Palpeur (Niveau 1)
CNC pour compenser l'usure de l'outil. La CNC ajoute la valeur du correcteur "I" à la longueur X et la valeur du correcteur "K" à la longueur CNC 8055 Z pour calculer les dimensions réelles (R+I, L+K) qu’elle doit utiliser. - Page 58 Pour cela, taper sur la touche de calibrage de l'outil. La CNC affichera la page de calibrage d'outils, avec les données correspondantes à l'outil actif, avec la possibilité de modifier ses données ou celles d’un autre. Pour abandonner cette page, taper sur la touche [ESC]. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 59: Calibrage De L'outil Avec Palpeur (Niveau 2)
Pour l'exécution de ce cycle on doit disposer d'un palpeur d'établi installé sur une position fixe de la machine et avec ses faces parallèles aux axes X, Y, Z. En accédant à ce niveau de calibrage, la CNC affichera l'information suivante: CNC 8055 Indicatif du mode de travail sélectionné. CNC 8055i Graphique d'aide pour réaliser la mesure de l'outil. - Page 60 Dans ce cas, pour activer l'outil, il est nécessaire que la valeur de la durée de vie réelle soit inférieure à la valeur de la vie nominale. Dans le cas contraire, l'outil apparaîtra comme usé (état =E). CNC 8055 CNC 8055i ·TC·...
-
Page 61: Calibrage Du Palpeur (Niveau 3)
Dans cette zone, il faut indiquer si le cycle assume la position de palpeur, définie dans les paramètres machine ou la position définie dans cette même zone. Pour sélectionner une position, sélectionner avec le curseur le champ "Paramètres machine / Paramètres programmés" et taper sur la touche bicouleur. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 62: Calibrage Manuel De L'outil Sans Arrêt De La Broche
• Avec la touche M on accède à l'option "MEMO", utilisée pour mémoriser les cotes. • Avec la touche A on accède à l'option "APPLY", utilisée pour effectuer le calibrage. Pour activer ce calibrage, mettre le bit 13 du paramètre machine général CODISET (P147) =0. CNC 8055 CNC 8055i ·TC·... -
Page 63: Outil Motorisé
Chaque fois que l’on tape sur l’une de ces touches la CNC actualise le bit du registre correspondant. bit 7 du Registre 561 (B7 R561) bit 3 du Registre 562 (B3 R562) bit 5 du Registre 562 (B5 R562) CNC 8055 CNC 8055i ·TC· PTION : V02.2... - Page 64 Le PLC lit dans R117 les tours de rotation sélectionnés pour l’outil motorisé (LIVRPM) et les assigne au paramètre général P100. Enfin, le PLC indique à la CNC d’exécuter le bloc M45 S-P100 (rotation à gauche de l’outil motorisé avec les tours sélectionnés). CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 65: Contrôle De Broche
Aussi bien à la mise sous tension de la CNC qu’après la séquence de touches [SHIFT] [RESET], la CNC sélectionne le mode de travail en tours par minute (t/min). Lorsqu'on travaille en vitesse de coupe constante (VCC ou CSS), la touche [CSS] est allumée. CNC 8055 CNC 8055i ·TC·... -
Page 66: Broche En T/Min
Pour modifier le pourcentage (%), on doit taper sur les touches suivantes. SPINDLE SPEED CNC 8055 CNC 8055i Vitesse réelle de la broche en t/min. Pour sélectionner une autre vitesse, taper 2 fois sur la touche [S]. La CNC encadrera la valeur actuelle. - Page 67 [ENTER] ou [START]. Lorsque la machine ne dispose pas de gammes de broche, ce message est superflu. Pour cela, si on ne définit pas le texte 28 du programme 999997, la CNC n’affiche pas ce message. CNC 8055 CNC 8055i ·TC·...
-
Page 68: Broche En Vitesse De Coupe Constante
Pour modifier l'état de la broche, on doit taper sur les touches: S PINDLE SPEED Pourcentage appliqué de la vitesse de rotation théorique de la broche. Pour modifier le pourcentage (%), on doit taper sur les touches suivantes. CNC 8055 CNC 8055i SPINDLE SPEED ·TC·... - Page 69 Si l'avance F a une valeur 0, la CNC déplace les axes en avance rapide. Si l'avance F a autre valeur, les axes ne pourront être déplacés que si l'on tape sur la touche de rapide et sur la touche d'un axe. La CNC déplace l'axe avec l'avance rapide. CNC 8055 CNC 8055i ·TC·...
-
Page 70: Orientation De La Broche
Vitesse réelle de la broche en t/min. Pour sélectionner une autre vitesse, taper 2 fois sur la touche [S]. La CNC encadrera la valeur CNC 8055 actuelle. Saisir la nouvelle valeur et taper sur la touche [ENTER]. La CNC assume cette valeur CNC 8055i et ne laissera pas la broche dépasser ces tours. - Page 71 à droite de l’écran (sur la figure supérieure de 20º). CNC 8055 Chaque fois que l’on tape sur la touche d’orientation de broche, la position de la broche s’incrémente CNC 8055i de cette valeur (sur la figure du dessus de 20º).
-
Page 72: Contrôle Des Dispositifs Externes
DFU B28R561 = CPL TCLED1 = CPL O33 Contrôle de la contre-pointe (O1). Pour activer ou désactiver la contre-pointe, doivent être remplies certaines conditions, broche arrêtée, etc. DFU B30R561 AND (Les autres conditions) = CPL TCLED2 = CPL O34 CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 73: Gestion Iso
Pour exécuter l'instruction sélectionnée taper sur [START]. Pour modifier l'instruction sélectionnée taper sur [ENTER]. Après avoir modifié l’instruction, taper sur [START] pour l’exécuter. CNC 8055 CNC 8055i Considérations: • Une instruction MDI n’est conservée que si elle est correcte et si elle n’est pas égale à celle immédiatement précédente dans la liste. -
Page 74: Génération D'un Programme En Code Iso
Génération d'un programme en code ISO La CNC permet de générer un programme en code ISO, sous le mode conversationnel, à partir d'une opération (cycle) ou d'un programme pièce. Voir "7.5 Représentation graphique" à la page 203. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 75: Chapitre 3 Travail Avec Des Opérations Ou Cycles
Cycle de positionnement. Cycle de filetage. Cycle de chariotage. Cycle de rainurage. Cycle de dressage. Cycle de perçage et de taraudage. CNC 8055 CNC 8055i Cycle de tournage conique. Cycle de profil. Cycle d'arrondissement. ·TC· PTION Lorsque l’opération ou le cycle d’usinage possède plusieurs niveaux, il faut taper sur la : V02.2... - Page 76 En travaillant en mode conversationnel, il ne faut pas utiliser les paramètres globaux de 150 à 299 (compris) car les opérations ou cycles peuvent modifier ces paramètres et provoquer un mauvais fonctionnement de la machine. CNC 8055 CNC 8055i ·TC·...
-
Page 77: Mode D'édition De L'opération
Les cotes correspondantes à l'axe X sont définies en unités de travail, rayons ou diamètres. Plus loin, les unités dans lesquelles sont définies les données associées à l’axe X (distance de sécurité, pas, surépaisseur, etc..), sont indiquées dans chacune des opérations ou cycles. CNC 8055 CNC 8055i ·TC·... -
Page 78: Définition Des Conditions De La Broche
Réfrigérant CNC 8055 Il existe 2 façons pour activer ou désactiver le réfrigérant. CNC 8055i Se situer sur cette donnée et taper sur la touche bicolore pour changer l'icône. -
Page 79: Définition Des Conditions D'usinage
Numéro de correcteur (D). Se situer sur cette donnée, saisir la valeur désirée, puis taper sur la touche [ENTER]. Sens de l'usinage des poches. Icône pour établir le sens d’usinage de l’outil d’ébauchage. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 80: Passe D'ébauchage
Sélectionner la fenêtre correspondante avec les touches [][]. Pour se déplacer sur cette fenêtre, utiliser les touches [][]. Pour effacer une fonction, la sélectionner et taper sur la touche [CLEAR]. La disponibilité de fonctions "M" dans les cycles est établie par le p.m.g. "CODISET (P147)". CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 81: Niveau De Cycle
Pour changer de niveau, utiliser la touche [LEVEL CYCLE] ou les touches [Page en haut] LEVEL CYCLE et [Page en pas] pour parcourir les différents niveaux aussi bien vers le haut que vers le bas. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 82: Simulation Et Exécution De L'opération
Pour exécuter l'opération ou cycle, sélectionner le mode d'exécution et taper sur la touche [START]. Pour plus d'information sur la simulation et exécution des cycles, consulter le chapitre "7 Exécution simulation". CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·82·... -
Page 83: Éditer Cycles En Background
L'édition en background pendant l'exécution d'une opération ou d'un cycle indépendant n'est pas permise. Elle n'est possible que pendant l'exécution d'un programme ou d'une pièce. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 84: Cycle De Positionnement
• Les coordonnées du point de destination. • La façon que l'on veut effectuer le déplacement. • Le type d'avance; avance rapide ou avance programmée. • Les fonctions auxiliaires qui seront exécutées avant et après le déplacement. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 85: Définition Des Données
Le manuel de programmation indique la façon de programmer ces fonctions et le manuel d’installation la façon de personnaliser le système pour les utiliser. CNC 8055 Pour définir les fonctions auxiliaires, sélectionner la fenêtre correspondante avec les touches CNC 8055i [][]. -
Page 86: Cycle De Chariotage
On doit définir les données suivantes : • Les coordonnées du point initial. • Les coordonnées du point final. • Le diamètre final. • Le type d'usinage à chaque angle. • La distance de sécurité. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·86·... - Page 87 M a n u el d ’ u t il is a t i on Chariotage niveaux 3, 4 et 5. Niveau 3. Poche rectangulaire sur la face cylindrique. Plan ZC Plan YZ Niveau 4. Poche circulaire sur la face cylindrique. Plan ZC CNC 8055 CNC 8055i Plan YZ ·TC· PTION : V02.2 ·87·...
- Page 88 Ma nu el d’u t il i s at io n Niveau 5. Poche de profil ZC / YZ. Axe Y x Vue de face Axe C x Vue de face CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·88·...
-
Page 89: Définition Des Données (Niveaux 1 Et 2)
Pour modifier une de ces valeurs, se situer sur la donnée correspondante, saisir la valeur et taper sur la touche [ENTER]. Xi, Zi La valeur de la distance de sécurité sur X est toujours définie en rayons. CNC 8055 CNC 8055i ·TC· PTION : V02.2... - Page 90 Surépaisseurs de finition sur X-Z. On peut définir 3 surépaisseurs différentes, une pour chaque axe (X, Z). Pour définir les surépaisseurs, se situer sur la donnée correspondante, taper la valeur désirée, puis taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 91: Définition Des Données (Niveaux 3, 4 Et 5)
Position angulaire de la broche (en degrés) où sera réalisée la poche, lorsque le plan est YZ. Distance de sécurité sur l’axe longitudinal (face cylindrique). CNC 8055 Distance de sécurité sur l’axe longitudinal (face frontale). CNC 8055i R / X: •... - Page 92 F de finition pour la pénétration dans la finition. Position angulaire de la broche où le profil sera réalisé lorsque le plan est YZ (en degrés). Sens de rotation de la broche. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 93: Fonctionnement De Base (Niveaux 1 Et 2)
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. La CNC arrête la broche et maintient sélectionnées les conditions d'usinage fixées pour la CNC 8055 finition; outil (T), avance des axes (F) et vitesse de broche (S). CNC 8055i ·TC·... -
Page 94: Considérations
Lorsque la surface à usiner n’est pas entièrement cylindrique (cotes Xi et Xf différentes), la CNC analyse les deux cotes et prend comme point de départ sur X la cote le plus éloignée du diamètre final. Xf, Zf Xi, Zi CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·94·... -
Page 95: Cycle De Dressage
• Le diamètre final. • Le type d'usinage à chaque angle. • La distance de sécurité. Surfaçage niveaux 3, 4 et 5. Niveau 3. Poche rectangulaire sur la face frontale. CNC 8055 CNC 8055i ·TC· PTION : V02.2 Plan XC... - Page 96 Ma nu el d’u t il i s at io n Plan XY Niveau 4. Poche circulaire sur la face frontale. Plan XC Plan YX CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·96·...
- Page 97 M a n u el d ’ u t il is a t i on Niveau 5. Poche de profil XC / XY. Axe C z Vue latérale. Axe Y z Vue latérale. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·97·...
-
Page 98: Définition Des Données (Niveaux 1 Et 2)
Pour modifier une de ces valeurs, se situer sur la donnée correspondante, saisir la valeur et taper sur la touche [ENTER]. Xi, Zi CNC 8055 CNC 8055i La valeur de la distance de sécurité sur X est toujours définie en rayons. Surépaisseurs de finition sur X-Z. -
Page 99: Définition Des Données (Niveaux 3, 4 Et 5)
Position angulaire de la broche (en degrés) où sera réalisée la poche, lorsque le plan est YZ. Distance de sécurité sur l’axe longitudinal (face cylindrique). CNC 8055 Distance de sécurité sur l’axe longitudinal (face frontale). CNC 8055i R / X: •... - Page 100 F de finition pour la pénétration dans la finition. Position angulaire de la broche où le profil sera réalisé lorsque le plan est XY (en degrés). Sens de rotation de la broche. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 101: Fonctionnement De Base (Niveaux 1 Et 2)
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. CNC 8055 La CNC arrête la broche et maintient sélectionnées les conditions d'usinage fixées pour la CNC 8055i finition;... - Page 102 Lorsque la surface à usiner n’est pas entièrement cylindrique (cotes Xi et Xf différentes), la CNC analyse les deux cotes et prend comme point de départ sur X la cote le plus éloignée du diamètre final. Xf, Zf Xi, Zi CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·102·...
-
Page 103: Cycle De Tournage Conique
• Les coordonnées du point initial. • Les coordonnées du point final. Niveau 3. Xi, Zi CNC 8055 CNC 8055i On doit définir les données suivantes : ·TC· PTION : V02.2 • Les coordonnées de l'angle théorique. -
Page 104: Définition Des Données
Quadrant de travail. Le quadrant de travail est défini au moyen des icônes suivantes. Pour sélectionner le type désiré, se situer sur cette icône et taper sur la touche bicolore. CNC 8055 CNC 8055i ·TC· PTION : V02.2... - Page 105 Le sens d’usinage (sens de chariotage ou sens de dressage) se définit avec les icônes suivantes. Pour sélectionner le type désiré, se situer sur cette icône et taper sur la touche bicolore. CNC 8055 CNC 8055i Xi, Zi Xi, Zi ·TC·...
- Page 106 Pour sélectionner le type de surépaisseur, se situer sur cette icône et taper sur la touche bicolore. Pour définir les surépaisseurs, se situer sur la donnée correspondante, taper la valeur désirée, puis taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC·...
-
Page 107: Fonctionnement De Base
La finition de la pièce se réalise avec les conditions d'usinage fixées pour la finition; avance des axes (F), vitesse de broche (S) et sens de rotation. Xi, Zi CNC 8055 CNC 8055i Dès que l'opération ou le cycle l'outil a terminé, l'outil retournera à la position qu'il occupait au moment de l'appel au cycle, c'est-à-dire, le point où... - Page 108 Si on sélectionne T0 comme outil de finition, le cycle n'exécute pas l'opération de finition. C’est-à- dire, après l’opération d’ébauchage l’outil se déplacera au point d’approche en maintenant la distance de sécurité, par rapport à l’angle théorique. CNC 8055 CNC 8055i ·TC·...
-
Page 109: Cycle D'arrondissement
Niveau 2. Xf, Zf Xi, Zi On doit définir les données suivantes : • Les coordonnées du point initial. • Les coordonnées du point final. • Le rayon de l'arrondissement. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·109·... -
Page 110: Définition De La Géométrie
Pour sélectionner le type désiré, se situer sur cette icône et taper sur la touche bicolore. À chaque changement de type de segment, la CNC modifie l'icône et affiche l'écran d'aide géométrique correspondant. CNC 8055 CNC 8055i ·TC· PTION : V02.2... - Page 111 Pour modifier une de ces valeurs, se situer sur la donnée correspondante, saisir la valeur et taper sur la touche [ENTER]. Xi, Zi Xf, Zf Xi, Zi La valeur de la distance de sécurité sur X est toujours définie en rayons. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·111·...
- Page 112 Pour sélectionner le type de surépaisseur, se situer sur cette icône et taper sur la touche bicolore. Pour définir les surépaisseurs, se situer sur la donnée correspondante, taper la valeur désirée, puis taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC·...
-
Page 113: Fonctionnement De Base
La finition de la pièce se réalise avec les conditions d'usinage fixées pour la finition; avance des axes (F), vitesse de broche (S) et sens de rotation. Xi, Zi CNC 8055 CNC 8055i Dès que l'opération ou le cycle l'outil a terminé, l'outil retournera à la position qu'il occupait au moment de l'appel au cycle, c'est-à-dire, le point où... - Page 114 Si on sélectionne T0 comme outil de finition, le cycle n'exécute pas l'opération de finition. C’est-à- dire, après l’opération d’ébauchage l’outil se déplacera au point d’approche en maintenant la distance de sécurité, par rapport à l’angle théorique. CNC 8055 CNC 8055i ·TC·...
-
Page 115: Cycle De Filetage
• Les coordonnées du point initial. • Les coordonnées du point final. • Le pas de filet. • Le type de filet (pas variable ou pas fixe). CNC 8055 • La distance à la fin du filet. CNC 8055i • La profondeur totale. - Page 116 • La distance à la fin du filet. • La profondeur totale. • La coordonnée de la gorge sur Z. • La position angulaire de la broche dans la gorge. • La distance à la fin du filet. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
- Page 117 • La coordonnée de la gorge sur Z. • La position angulaire de la broche dans la gorge. • Le nombre d'entrées de filet. • La distance à la fin du filet. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 118: Définition De La Géométrie
Ceci est possible indépendamment du fait que l’on travaille en millimètres ou en pouces. Pour définir le filet comme nombre de fils par pouce, au lieu de sélectionner un filet normalisé, CNC 8055 sélectionner un filet libre et taper sur [ENTER] Dans la donnée suivante, avec la touche [-], CNC 8055i sélectionner "Fils/pouce"... - Page 119 > 0 < 0 CNC 8055 CNC 8055i • Si on le programme avec une valeur positive, l’outil sort du filet sans passer par le point final (Xf, Zf). • Si on le programme avec une valeur négative, l’outil sort du filet en passant par le point final (Xf, Zf).
- Page 120 Si l'incrément à pénétrer (différence entre pénétrations), calculé par la CNC, est inférieur à l'incrément de pénétration minimum, la CNC assume cette dernière valeur. L'incrément de la pénétration reste constant entre passes, avec une valeur égale à celle programmée CNC 8055 CNC 8055i ...
- Page 121 Pour activer cette option, mettre le bit 11 du p.m.g. CODISET (P147) =1. Reprise de filets d’entrées multiples CNC 8055 Le cycle de reprise de filets permet de réaliser la reprise de filets à entrées multiples. CNC 8055i Pour programmer une reprise de filets à entrées multiples, indiquer dans le nouveau champ [N] le nombre d’entrées du filet à...
- Page 122 Il faut saisir correctement les données CUTA et NOSEA de l'outil, de même que l'angle d'entrée . CUTA=90: < 30º y > -30º 60º CUTA=60: < 30º y > -30º 60º CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·122·...
- Page 123 Cette performance ne s’utilise que pour les filets frontaux, à savoir pour le filetage de niveau 3 et la reprise de filet frontal, de niveau 4. Pour activer cette option, mettre le bit 13 du paramètre machine général COCYF6 (P153) =1. CNC 8055 CNC 8055i ·TC·...
-
Page 124: Filets Normalisés
Filet Whitworth à pas normal. B.S.F. Filet Whitworth à pas fin. U.N.C. Filet américain unifié à pas normal. U.N.F. Filet américain unifié à pas fin. Filet spécial pour les tubes du secteur pétrolier. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·124·... - Page 125 0,2362 3,2478 3,6804 68,0000 2,6772 6,0000 0,2362 3,2478 3,6804 72,0000 2,8346 6,0000 0,2362 3,2478 3,6804 CNC 8055 76,0000 2,9921 6,0000 0,2362 3,2478 3,6804 80,0000 3,1496 6,0000 0,2362 3,2478 3,6804 CNC 8055i Profondeur filets intérieurs = 0,5413 x Pas Profondeur filets extérieurs = 0,6134 x Pas ·TC·...
- Page 126 2,8346 4,0000 0,1575 2,1652 2,4536 76,0000 2,9921 4,0000 0,1575 2,1652 2,4536 80,0000 3,1496 4,0000 0,1575 2,1652 2,4536 Profondeur filets intérieurs = 0,5413 x Pas Profondeur filets extérieurs = 0,6134 x Pas CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·126·...
-
Page 127: Filet Whitworth À Pas Normal: B.s.w. (W)
Pas en mm = 25,4 / nombre de tranchants Pas en pouces = 1 / nombre de tranchants Profondeur filets intérieurs = 0,6403 x Pas Profondeur filets extérieurs = 0,6403 x Pas CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 128: Filet Whitworth À Pas Fin: B.s.f
Pas en mm = 25,4 / nombre de tranchants Pas en pouces = 1 / nombre de tranchants Profondeur filets intérieurs = 0,6403 x Pas Profondeur filets extérieurs = 0,6403 x Pas CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 129: Filet Américain Unifié À Pas Normal: Unc (Nc,Uss)
Pas en millimètres = 25,4 / nombre de tranchants Pas en pouces = 1 / nombre de tranchants Profondeur filets intérieurs = 0,5413 x Pas Profondeur filets extérieurs = 0,6134 x Pas CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 130: Filet Américain Unifié À Pas Fin: Unf (Nf,Sae)
Pas en mm = 25,4 / nombre de tranchants Pas en pouces = 1 / nombre de tranchants Profondeur filets intérieurs = 0,5413 x Pas Profondeur filets extérieurs = 0,6134 x Pas CNC 8055 CNC 8055i ·TC· PTION : V02.2... - Page 131 CR 10 ¾ 1,412 -2,54 CB 05 ¾ 1,575 -5,08 V38 4-2 3,095 -6,35 V38 4-3 3,083 -6,35 API 7 V40 5-3 2,993 -5,08 V50 4-2 3,741 -6,35 V50 4-3 3,754 -6,35 CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·131·...
-
Page 132: Fonctionnement De Base. Filetage Longitudinal
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées; outil (T), avance des axes (F) et vitesse de broche (S). CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 133: Fonctionnement De Base. Filetage Conique
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées; outil (T), avance des axes (F) et vitesse de broche (S). CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 134: Fonctionnement De Base. Filetage Frontal
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées; outil (T), avance des axes (F) et vitesse de broche (S). CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 135: Fonctionnement De Base. Repassage De Filets
Prendre les valeurs (teach-in) de la coordonnée sur Z et de la position angulaire de la broche dans la gorge, paramètres K W, avec l'outil positionné sur l'une des gorges du filet à repasser. Définir le cycle de repassage de filets. Exécuter le cycle. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 136: Cycle De Rainurage
• Les coordonnées du point initial et du point final. • La cote du fond de la rainure. • La temporisation au fond. • Nombre de rainurages et d'offsets. Niveau 3. Rainurage cylindrique de parois inclinées. CNC 8055 CNC 8055i Xf, Zf Xi, Zi ... - Page 137 On doit définir les données suivantes : • Les coordonnées du point initial. • Le diamètre de la fin du tronçonnage. • Le diamètre intermédiaire pour réduire l'avance. • L'avance de tronçonnage. CNC 8055 CNC 8055i ·TC· PTION : V02.2...
-
Page 138: Calibrage De L'outil De Rainurage
Z - ENTER • Facteur de forme F2. On ne calibre que suivant l'axe X, la CNC assume comme point calibré le centre de la plaquette. Xi, Zi Xf, Zf X - ENTER CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·138·... -
Page 139: Définition De La Géométrie
Xf, Zf Xi, Zi Xi, Zi Xf, Zf Xi, Zi Xf, Zf Xi, Zi CNC 8055 CNC 8055i Xf, Zf L'exemple suivant montre rainurages avec=20º et =0º. ·TC· PTION : V02.2 ·139·... - Page 140 Pour modifier une de ces valeurs, se situer sur la donnée correspondante, saisir la valeur et taper sur la touche [ENTER]. Xf, Zf Xi, Zi Xi, Zi Xf, Zf La valeur de la distance de sécurité sur X est toujours définie en rayons. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·140·...
- Page 141 Dans la première passe on réalise un usinage en zigzag avec pénétration, suivant le paramètre P. CNC 8055 Dans les autres passes est réalisé un usinage avec pénétration jusqu’au fond. Pour préserver l’outil, on usine d’abord la partie centrale jusqu’à l’origine avec une partie de CNC 8055i la plaquette (figure de gauche), puis du centre au côté...
- Page 142 Pour l’opération de tronçonnage, il faut définir un diamètre intermédiaire, à partir duquel l’usinage se réalise à l’avance lente (Fr) jusqu’à atteindre la fin du tronçonnage. Pour définir ces données, saisir la valeur désirée et taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC·...
-
Page 143: Fonctionnement De Base. Rainurage
Xi, Zi Xi, Zi Xf, Zf CNC 8055 CNC 8055i Dès que l'opération ou le cycle l'outil a terminé, l'outil retournera à la position qu'il occupait au moment de l'appel au cycle, c'est-à-dire, le point où on a tapé sur [START]. -
Page 144: Considérations
Lorsque la surface à usiner n’est pas entièrement cylindrique (cotes Xi et Xf différentes), la CNC analyse les deux cotes et prend comme point de départ sur X la cote le plus éloignée de la profondeur finale. Xf, Zf Xi, Zi Xi, Zi Xf, Zf CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·144·... -
Page 145: Fonctionnement De Base. Tronçonnage
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées; outil (T), avance des axes (Fr) et vitesse de broche (S). CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 146: Cycles De Perçage Et De Taraudage
• La profondeur totale. • La temporisation au fond. Niveau 2. Cycle de taraudage. On doit définir les données suivantes : • La coordonnée Z du point de taraudage. CNC 8055 • La profondeur totale. CNC 8055i • La temporisation au fond. ·TC·... - Page 147 • La position angulaire des filets. • Le nombre total de filets. Niveau 5. Cycle de clavettes multiples. CNC 8055 CNC 8055i On peut réaliser des clavettes multiples sur la face cylindrique ou sur la face frontale de la pièce.
-
Page 148: Définition De La Géométrie
La donnée indique la position angulaire du premier usinage et la donnée le pas angulaire entre usinages. À cet effet, se situer sur la donnée correspondante, taper la valeur désirée, puis sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC·... - Page 149 Pour modifier une de ces valeurs, se situer sur la donnée correspondante, saisir la valeur et taper sur la touche [ENTER]. La valeur de la distance de sécurité sur X est toujours définie en rayons. CNC 8055 CNC 8055i ·TC·...
-
Page 150: Cycle De Perçage. Fonctionnement De Base
En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées; outil (T), avance des axes (F) et vitesse de broche (S). CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 151: Cycle De Taraudage. Fonctionnement De Base
La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées; outil (T), avance des axes (F) et vitesse de broche (S). La sortie logique générale "TAPPING" (M5517)" reste active pendant l'exécution du cycle. CNC 8055 CNC 8055i ·TC·... -
Page 152: Cycle De Perçages Multiples. Fonctionnement De Base
La broche se déplace au point de perçage suivant (incrément angulaire ). Elle répète les mouvements de perçage indiqués aux points 6, 7 et 8. CNC 8055 10.Dès que l'opération ou le cycle l'outil a terminé, l'outil retournera à la position qu'il occupait au CNC 8055i moment de l'appel au cycle, c'est-à-dire, le point où... -
Page 153: Cycle De Filetage Multiple. Fonctionnement De Base
[START]. En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas CNC 8055 à ce point après l'exécution de chaque cycle. CNC 8055i 11.La CNC arrête la broche mais les conditions d’usinage fixées restent sélectionnées;... -
Page 154: Cycle De Clavettes Multiples. Fonctionnement De Base
(segment 2-3). Retour au point d'approche (segments 3-4 et 4-1). En fonction de la valeur assignée au paramètre N (nombre de trous), la CNC répète les pas CNC 8055 suivants N fois. CNC 8055i La broche se déplace au point de perçage suivant (incrément angulaire ). -
Page 155: Cycle De Profil
Niveau 1. En définissant tous les points du profil. Niveau 2. En utilisant un programme pièce contenant le profil. Niveau 3. Profil ZC. Disponible avec l'axe C. Niveau 4. Profil XC. Disponible avec l'axe C. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 156: Niveau 1. Définition Du Profil
Il n'y a plus de points, c'est la répétition du point précédent. Les cotes de chaque point peuvent aussi être définies de façon incrémentale. Pour cela, CNC 8055 sélectionner avec le curseur la cote désirée et taper sur la touche bicouleur. Les deux cotes du point CNC 8055i choisi, s'afficheront précédées de l'icône "... - Page 157 • En tapant alors sur la touche [CLEAR], on affiche une fenêtre demandant la confirmation d’effacement de tous les points : Taper sur [ENTER] pour supprimer tous les points ou sur [ESC] pour ne pas les supprimer. CNC 8055 CNC 8055i ·TC·...
-
Page 158: Niveaux 2, 3 Et 4. Définition Du Profil
Notes Les programmes de profil sont accessibles aussi sous le mode T, car la CNC les enregistre internement sous: CNC 8055 CNC 8055i P998xxx (profil ZX, niveau 2). Le programme du profil 11 l'enregistre sous P998011. P997xxx (profil ZC, niveau 3). -
Page 159: Niveau 2. Optimisation De L'usinage De Profil
Taper sur la touche logiciel nouveau profil. Éditer le profil de la pièce brute. Abandonner l'éditeur de profils en sauvegardant le profil. Se rappeler qu'il faut définir d'abord le profil final souhaité et ensuite le profil de la pièce brute. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 160: Définition De La Géométrie Sur Les Niveaux 1 Et 2. Profil Zx
Usinage en suivant le profil. À chaque changement de type d'usinage, la CNC modifie l'icône et affiche l'écran d'aide géométrique correspondant. CNC 8055 CNC 8055i Dans l'usinage paraxial, il faut définir l'avance de pénétration (F) de l'outil dans les gorges. L'avance d'usinage sera celle indiquée dans les fenêtres d'ébauchage et de finition. - Page 161 Faire reculer l’outil à une distance de sécurité dans chaque passe. Si la donnée "Ds" est validée, le graphique affiché est modifié et le recul est réalisé. Ce recul se réalise à 45º (figure à gauche). CNC 8055 CNC 8055i ·TC·...
- Page 162 • Étant donné que l’outil est trop long pour parvenir à la fin du profil, des cintrages peuvent apparaître pendant l’usinage. Avec l'ébauche par segments, il y aura plus d’espace pour enlever les copeaux et on pourra choisir CNC 8055 un outil plus court et robuste évitant les cintrages. CNC 8055i Dans les cycles de profil 1 et 2, l’ébauche par segments sur l’axe Z n’est possible que dans les profils...
-
Page 163: Définition De La Géométrie Sur Les Niveaux 3 Et 4. Profils Xc, Zc
Pour modifier une de ces valeurs, se situer sur la donnée correspondante, saisir la valeur et taper sur la touche [ENTER]. CNC 8055 Surépaisseur de finition sur le fond ( CNC 8055i La surépaisseur sur le fond peut être définie lorsqu’on travaille avec compensation de rayon. Pour définir les surépaisseurs, se situer sur la donnée correspondante, taper la valeur désirée, puis taper... -
Page 164: Fonctionnement De Base Des Niveaux 1 Et 2. Profil Zx
Si on sélectionne T0 comme outil de finition, le cycle n'exécute pas l'opération de finition. Cela veut dire qu'après l'opération d'ébauchage, l'outil se déplacera au point d'approche, en maintenant la distance de sécurité, par rapport au point de départ (X, Z). CNC 8055 CNC 8055i ·TC·... -
Page 165: Fonctionnement De Base Des Niveaux 3 Et 4. Profils Xc, Zc
[START]. En exécutant une pièce entière, combinaison d'opérations ou de cycles, l'outil ne retourne pas à ce point après l'exécution de chaque cycle. CNC 8055 CNC 8055i ·TC·... -
Page 166: Exemple Niveau 1
4.0000 56.0000 -25.5000 -97.0000 Coordonnées (X, Z). X 80.0000 Z 10.0000 Distance de sécurité. X 0.0000 Z 0.0000 Ébauchage. CNC 8055 2 F 1.000 S 1000 CNC 8055i Finition. 0.25 F 0.800 S 1000 ·TC· PTION : V02.2 Broche. -
Page 167: Exemples. Niveau 2
Taper sur [ENTER] et lui affecter Rayon = 4. Arrondissement Sélectionner le point "C". Taper sur [ENTER] et lui affecter Rayon = 6 CNC 8055 CNC 8055i Arrondissement Sélectionner le point "D". Taper sur [ENTER] et lui affecter Rayon = 5 Chanfrein Sélectionner le point "E". - Page 168 Ma nu el d’u t il i s at io n Distance de sécurité. X 0.0000 Z 0.0000 Ébauchage. 2 F 1.000 S 1000 Finition. 0.25 F 0.800 S 1000 Broche. T/MIN CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·168·...
- Page 169 Taper sur [ENTER] et lui affecter Rayon = 5 Arrondissement Sélectionner le point "C". Taper sur [ENTER] et lui affecter Rayon = 5 Coordonnées (X, Z). CNC 8055 X 120.0000 Z 90.0000 CNC 8055i Distance de sécurité. X 0.0000 Z 0.0000 ·TC·...
- Page 170 Ma nu el d’u t il i s at io n Ébauchage. 2 F 1.000 S 1000 Finition. 0.25 F 0.800 S 1000 Broche. T/MIN CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·170·...
- Page 171 X = 220 Coordonnées (X, Z). X 230.0000 Z 180.0000 Distance de sécurité. X 0.0000 Z 0.0000 Ébauchage. 2 F 1.000 S 1000 CNC 8055 CNC 8055i Finition. 0.25 F 0.800 S 1000 ·TC· PTION Broche. : V02.2 T/MIN ·171·...
- Page 172 X = 140 Segment 8 Droite Z = 30 X = 180 Segment 9 Droite Z = 30 X = 240 CNC 8055 CNC 8055i Coordonnées (X, Z). X 230.0000 Z 180.0000 Distance de sécurité. ·TC· PTION : V02.2 X 0.0000 Z 0.0000...
- Page 173 M a n u el d ’ u t il is a t i on Ébauchage. 2 F 1.000 S 1000 Finition. 0.25 F 0.800 S 1000 Broche. T/MIN CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·173·...
- Page 174 X = 100 Coordonnées (X, Z). X 110.0000 Z 190.0000 Distance de sécurité. X 0.0000 Z 0.0000 Ébauchage. 2 F 1.000 S 1000 Finition. CNC 8055 0.25 F 0.800 S 1000 CNC 8055i Broche. T/MIN ·TC· PTION : V02.2 ·174·...
- Page 175 Droite Z = 34 X = 78 Angle = 160 Segment 9 Droite Z = 0 X = 78 Coordonnées (X, Z). CNC 8055 X 85.0000 Z 135.0000 CNC 8055i Distance de sécurité. X 0.0000 Z 0.0000 ·TC· PTION : V02.2...
- Page 176 Ma nu el d’u t il i s at io n Ébauchage. 2 F 1.000 S 1000 Finition. 0.25 F 0.800 S 1000 Broche. T/MIN CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·176·...
-
Page 177: Chapitre 4 Axe Y
Graphiques: Sélection des plans XY et ZY On pourra sélectionner les plans XY et ZY depuis les touches logiciel correspondantes, affichées sur la fenêtre <graphiques> où leur gestion sera similaire à celles des plans des axes C, XC et ZC. CNC 8055 CNC 8055i ·TC·... -
Page 178: Calibrage D'outil
La valeur du champ J est mise à 0. Une sélection de calibrage manuel d’outil avec palpeur, affiche avec l'axe Y, l’écran suivant: CNC 8055 CNC 8055i Lorsqu’on dispose d’un axe Y, comme sur les autres axes on peut saisir la distance d’approche "" ", l’avance d’approche "F"... - Page 179 Une sélection de calibrage du palpeur, affiche avec l'axe Y, l’écran suivant: Depuis l'icône < Y > on active ou on désactive, dans la partie inférieure, l'affichage des cotes du palpeur sur l'axe Y. Les cotes sur l’axe Y seront affichées par défaut. CNC 8055 CNC 8055i ·TC·...
- Page 180 Ma nu el d’u t il i s at io n CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·180·...
-
Page 181: Chapitre 5 Travail Sous Le Mode Iso
• Pour exécuter les blocs, taper sur la touche [START]. • Pour mémoriser les blocs édités, taper sur la touche [P.PROG]. CNC 8055 La CNC permet de combiner des cycles ISO avec des cycles d'usinage standard et/ou d'utilisateur pour créer des programmes pièce. Voir chapitre "6 Mémorisation de... -
Page 182: Édition De Blocs Sous Le Mode Iso
Après avoir édité le bloc ou blocs souhaités, taper sur la touche [ESC]. Dans la partie supérieure droite apparaîtra le symbole "start". A partir de ce moment, les blocs édités pourront être simulés, exécutés ou mémorisés comme toute autre opération ou cycle. CNC 8055 CNC 8055i ·TC·... -
Page 183: Aides À La Programmation
(RPT N10, N20) N5 Le cycle génère un bloc type: N10; -> Commentaire CNC 8055 • Répétition de blocs. La répétition se fait entre l'étiquette initiale et la finale programmées, le nombre de fois indiqué. -
Page 184: Image Miroir
Avec une icône on indique si on veut annuler le facteur d'échelle existant ou en activer un autre. Dans ce dernier cas, un champ numérique apparaît pour définir la valeur du facteur d'échelle. Le cycle génère internement un bloc avec la fonction G72. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 185: Chapitre 6 Mémorisation De Programmes
• Mémoriser un bloc ISO ou un cycle. • Effacer un programme pièce. • Copier un programme pièce dans un autre programme. • Modifier un programme pièce. • Gestion du programme avec explorateur. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 186: Liste De Programmes Mémorisés
La colonne à droite affiche les cycles et/ou blocs édités en code ISO composant cette pièce. Après avoir sélectionné la liste de programmes, la CNC permet de réaliser les opérations suivantes: • Créer un nouveau programme pièce. CNC 8055 • Voir le contenu d'un programme pièce. CNC 8055i •... -
Page 187: Voir Le Contenu D'un Programme
• Simuler une opération. Voir chapitre "7 Exécution et simulation". • Exécuter l'opération. Voir chapitre "7 Exécution et simulation". • Modifier l'opération. • Mémoriser l'opération. Remplacer l'opération antérieure ou bien l'inclure comme une nouvelle. CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·187·... -
Page 188: Éditer Un Nouveau Programme Pièce
La CNC inclut le nouveau programme pièce dans la liste de programmes pièce (colonne à gauche). À partir de là on peut mémoriser toutes les opérations souhaitées et dans n’importe quel ordre. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 189: Mémoriser Un Bloc Iso Ou Un Cycle
"Cycle de tournage conique 2" et taper sur la touche [ENTER]. Pour insérer l’opération "Cycle de filetage 1", après avoir défini l’opération, se positionner sur la dernière opération "Cycle de tournage conique 1" et taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC·... -
Page 190: Effacer Un Programme Pièce
• En tapant sur la touche [ENTER], la CNC supprime le programme sélectionné et actualise la liste des programmes pièce mémorisés. • En tapant sur la touche [ESC], le programme ne s'effacera pas et on abandonnera l'opération d'effacement. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 191: Copier Un Programme Pièce Dans Un Autre Programme
La CNC sollicite le commentaire que l'on veut associer au programme pièce (à la copie). Il n'est pas obligatoire d'associer un commentaire. Taper sur la touche [ENTER] ou [ESC]. La CNC actualise la liste des programmes pièce mémorisés. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 192: Modifier Un Programme Pièce
Définir le bloc ou cycle désiré, en lui affectant les données correspondantes. Pour accéder à la liste de programmes pièce mémorisés, taper sur la touche [P.PROG]. Se situer sur l'opération dans laquelle on désire mémoriser le bloc ou cycle et taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 193: Déplacer Une Opération À Une Autre Position
Cycle de filetage 1 Cycle de filetage 1 Sélectionner l’opération "Cycle de dressage" et taper sur la touche bicolore. Placer ensuite le curseur sur l’opération "Cycle de tournage conique 1" et taper sur la touche [ENTER]. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 194: Modifier Une Opération Déjà Existante
2.- Cycle de tournage conique 2 2.- Cycle de dressage 3.- Cycle de tournage conique 2 On peut sélectionner une opération existante, la modifier puis l’insérer sur une autre position et même dans un autre programme pièce. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 195: Gestion Du Programme Avec Explorateur
Disque Dur (KeyCF). On ne peut pas éditer ni exécuter des programmes se trouvant dans USB ou DNC (programme infini). Le dispositif sélectionné continuera à l’être même après une mise hors tension, un Shift ou une RAZ. CNC 8055 CNC 8055i ·TC·... - Page 196 Ma nu el d’u t il i s at io n CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·196·...
-
Page 197: Chapitre 7 Exécution Et Simulation
• En tapant sur la touche [START], la CNC exécute le programme pièce sélectionné. • En tapant sur la touche [CLEAR] on désélectionne le programme pièce, la CNC le supprime de la fenêtre supérieure centrale. CNC 8055 CNC 8055i ·TC·... -
Page 198: Simuler Ou Exécuter Une Opération Ou Cycle
On ne peut pas exécuter l'opération ou le cycle lorsque le mode d'édition du cycle est sélectionné. Pour abandonner le mode d'édition et passer au mode d'exécution, taper sur la touche [ESC]. Pour exécuter une opération ou cycle, il faut taper sur la touche [START]. CNC 8055 CNC 8055i ·TC·... -
Page 199: Simuler Ou Exécuter Un Programme Pièce
[START]. En exécutant une partie d’un programme, la CNC n’exécute pas la routine initiale 9998 mais exécute routine finale 9999. Si le programme est lancé à partir de la première opération, la CNC exécute les deux routines. CNC 8055 CNC 8055i ·TC·... -
Page 200: Simuler Ou Exécuter Une Opération Mémorisée
Sélectionner dans la colonne à gauche le programme et dans la colonne à droite l'opération à simuler ou à exécuter. Taper sur la touche [RECALL]. Pour simuler l'opération, on doit taper sur la touche [GRAPHICS] et pour l'exécuter sur la touche [START]. CNC 8055 CNC 8055i ·TC· PTION : V02.2... -
Page 201: Mode Exécution
CNC permet d'effectuer une inspection d'outil. Voir "7.4.1 Inspection d'outil." à la page 202. CNC 8055 Pendant l'exécution de l'opération ou pièce, il est possible de taper sur la touche CNC 8055i GRAPHICS [GRAPHICS], pour accéder au mode de représentation graphique. -
Page 202: Inspection D'outil
La CNC repositionne l'axe et continue avec l'exécution. • Les 2 axes ont été déplacés. La CNC affichera une fenêtre avec les options suivantes pour sélectionner l’ordre de repositionnement des axes. CNC 8055 PLAN Le déplacement des axes du plan, X-Y s'effectue en même temps. CNC 8055i Lorsque les axes du plan sont déplacés, se déplace d'abord l'axe Z et après l'axe... -
Page 203: Représentation Graphique
Cette fonction permet d’agrandir ou de réduire la zone de représentation graphique. Affiche une fenêtre superposée sur le graphique représenté et une autre sur la figure de la partie CNC 8055 inférieure droite de l’écran. Ces fenêtres indiquent la nouvelle zone d’affichage sélectionnée. -
Page 204: Paramètres Graphiques
Après avoir sélectionné le type de graphique, la zone à afficher, les paramètres graphiques, etc. taper sur la touche [START] pour démarrer la simulation graphique. Pendant la simulation graphique la CNC prend en compte la vitesse de simulation et la position du CNC 8055 commutateur FEED (0%-120%). CNC 8055i En sélectionnant une nouvelle vitesse de simulation, la CNC applique 100% de celle-ci,... - Page 205 • Fonctions M: Fonctions complémentaires ou auxiliaires. Si les fonctions M disposent d’une sous-routine associée, les blocs de cette sous-routine sont ignorés à l’heure de créer le programme défini par le p.m.g. ISOSIMUL (P183). CNC 8055 CNC 8055i ·TC· PTION : V02.2...
- Page 206 Ma nu el d’u t il i s at io n CNC 8055 CNC 8055i ·TC· PTION : V02.2 ·206·...
- Page 207 M a n u el d ’ u t il is a t i on CNC 8055 CNC 8055i : V02.2 ·207·...
- Page 208 Ma nu el d’u t il i s at io n CNC 8055 CNC 8055i : V02.2 ·208·...
- Page 210 FAGOR AUTOMATION Fagor Automation S. Coop. Bº San Andrés, 19 - Apdo. 144 E-20500 Arrasate-Mondragón, Spain Tel: +34 943 719 200 +34 943 039 800 Fax: +34 943 791 712 E-mail: info@fagorautomation.es www.fagorautomation.com...