
Manuels Connexes pour Miller Coffret XR














Sommaire des Matières pour Miller Coffret XR
- Page 1 OM-1594/fre 181 715AE 2006−12 Procédés Description Dévidoir et Torche ™ Coffret XR Torches à refroidissement par air ™ et par eau XR MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION ......1-1. Signification des symboles . - Page 4 Table des matières 6-8. Remplacement de la gaine du col de cygne pour les torches pistolet ......6-9.
-
Page 5: Contact Européen
REMARQUE Ces renseignements sont fournis pour les appareils homologués pour la CE (voir l’étiquette signalétique fixée à l’appareil). Fabricant: Contact Européen Miller Electric Mfg. Co. Mr. Danilo Fedolfi, 1635 W. Spencer St. Directeur général Appleton, WI 54914 USA ITW WELDING PRODUCTS ITALY S.r.l. -
Page 7: Section 1 − Consignes De Sécurité − À Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION som _3/05 Y Avertissement : se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés Symbole graphique d’avertissement ! Attention ! Cette pro- cédure comporte des risques possibles ! Les dangers éven- tuels sont représentés par les symboles graphiques joints. - Page 8 LES RAYONS D’ARC peuvent entraî- ACCUMULATIONS ner des brûlures aux yeux et à la peau. risquent de provoquer des blessures ou même la mort. Le rayonnement de l’arc du procédé de soudage génère des rayons visibles et invisibles intenses D Fermer l’alimentation du gaz protecteur en cas (ultraviolets et infrarouges) susceptibles de provo- de non-utilisation.
-
Page 9: Proposition Californienne 65 Avertissements
D Utiliser un équipement de levage de capacité D Utiliser uniquement des pièces de rechange suffisante pour lever l’appareil. Miller/Hobart. D En utilisant des fourches de levage pour déplacer l’unité, s’assu- rer que les fourches sont suffisamment longues pour dépasser du côté... -
Page 10: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Boulevard, Rexdale, Ontario, Canada M9W 1R3 (téléphone : de Global Engineering Documents (téléphone : 1-877-413-5184, site In- 800-463-6727 ou à Toronto 416-747-4044, site Internet ternet : www.global.ihs.com). www.csa-international.org). -
Page 11: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Etiquettes d’avertissement Avertissement! Attention! Il y a des dangers possibles indiqués par les symboles. Des rouleaux de commande peuvent provoquer des blessures aux doigts. Le fil de soudure et les organes mobi- les sont sous tension pendant les opérations de soudage −... -
Page 12: Etiquettes Signalétiques Du Fabricant Ayant Trait Aux Produits Ce
Lire le manuel d’utilisateur. Ne pas trop serrer la pression de freinage de la bobine de fil. Serrer simplement pour que le fil ne se déroule pas inopinément de la bobine. Ne pas trop serrer la pression des galets d’entraînement. Serrer simplement pour que les galets d’entraînement ne glissent pas sur le fil. -
Page 13: Symboles Et Définitions
2-3. Symboles et définitions Remarque Certains symboles ne se trouvent que sur les produits CE. Ampères Volts Courant alternatif Facteur de marche Niveau de Hertz Coupe-circuit Alimentation du fil protection Avance manuel du Sortie Gâchette Torche Bouton de Augmenter Gâchette 4-temps Gâchette 2-temps préréglage Durée de soudage... -
Page 14: Facteur De Marche Et Surchauffement
3-2. Facteur de marche et surchauffement Le facteur de marche est la pour- centage de 10 minutes auquel l’ap- pareil peut souder avec un ampéra- ge donné sans surchauffe. Y Le dépassement du facteur de marche peut endomma- ger l’appareil et annuler la garantie. -
Page 15: Section 4 − Installation
SECTION 4 − INSTALLATION REMARQUE S’assurer que le tube contact, la gaine et les galets d’entraînement correspondent à la taille et au type de fil. Voir la Liste des Pièces pour changer des pièces au besoin. REMARQUE La plupart des procédures s’appliquent aux deux types de torches décrites dans e manuel. -
Page 16: Branchements Du Dévidoir À Refroidissement Par Air
4-2. Branchements du dévidoir à refroidissement par air Raccords de gaz Faire passer une extrémité du tuyau de gaz de 3 m à l’arrière de l’appareil et brancher le tuyau sur l’électro- vanne. Brancher l’autre extrémité du tuyau au régulateur/débitmètre. Câble de soudage vers source de soudage Sélectionner et préparer le câble de... -
Page 17: Branchements De La Torche À Refroidissement Par Air
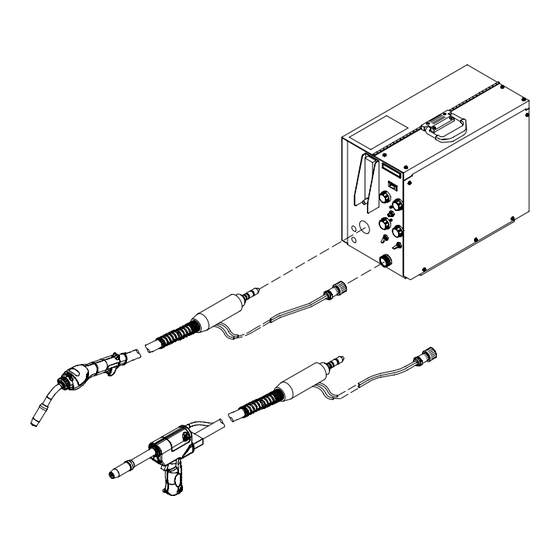
4-3. Branchements de la torche à refroidissement par air Câble de commande de la torche Insérer la prise dans le connecteur de commande de la torche et serrer le collet fileté. Tuyau de gaz Relais de détection du courant Câble de soudage Borne de câble de soudage dans le dévidoir Faire passer le câble de soudage... -
Page 18: Branchements Du Dévidoir À Refroidissement Par Eau
0 Outils nécessaires Liquide de refroidissement 9/16” *HF: courant haute fréquence ° **Les liquides de refroidissement MILLER résistent à des températures jusqu’à -38 C et à la prolifération d’algues. Ref. 152 431-A / Ref. 801 578-A OM-1594 Page 12... -
Page 19: Branchements De La Torche À Refroidissement Par Eau
4-5. Branchements de la torche à refroidissement par eau Câble de commande de la torche Insérer la prise dans le connecteur de commande de la torche et serrer le collet fileté. Tuyau de gaz Relais de détection du courant Câble de soudage Borne de câble de soudage dans le dévidoir faire passer le câble de soudage de... -
Page 20: Connecteur 14 Boches
4-6. Connecteur 14 boches Broche* Commentaire 24 volts AC par rapport à la broche G. La fermeture du contact avec A ferme le circuit de commande du contacteur 24 volts. Commun pour le circuit AC 24 volts. Sortie DC +10 volts vers la commande à distance par rapport à la broche D. Commun du circuit de commande à... -
Page 21: Réglages En Option De La Carte De Mesure
4-8. Réglages en option de la carte de mesure Carte afficheur PC2 Interrupteur DIP S2 Régler l’interrupteur DIP S2 pour le type de source de courant de sou- dage et l’affichage de la vitesse d’alimentation du fil souhaitée. L’appareil est réglé en usine pour afficher la tension sur le voltmètre par le retour info tension par le câble 14−broches. -
Page 22: Ouverture Du Couvercle De La Torche Xr-Edge
4-9. Ouverture du couvercle de la torche XR-Edge Couvercle Presser sur les côtes du couvercle pour libérer les clips et soulever comme le montre la figure. Pour fermer le couvercle, faire pivo- ter le couvercle sur la torche vers le bas jusqu’à... -
Page 23: Installation De La Bobine De Fil
4-11. Installation de la bobine de fil Bobine de fil Couvercle Système de galets de pression Tube-contact de la torche Si la bobine doit être remplacée ou- vrir le couvercle, ouvrir le système de galets de pression dans la tor- che et sectionner le câble de sou- dage au tube-contact. -
Page 24: Enfilage Du Fil De Soudage Dans Le Dévidoir
4-12. Enfilage du fil de soudage dans le dévidoir Outils nécessaires: Maintenir le fil pour l’empêcher de se dérouler. 150 mm Lever le levier de Tirer et maintenir le fil; couper l’extrémité. pression. Passer à la Section 4-13. Enfiler le fil dans le guide d’entrée, le long de la rainure du galet d’entraînement, et dans le conduit du fil. -
Page 25: Enfilage Du Fil De Soudage Dans La Torche
4-13. Enfilage du fil de soudage dans la torche Se référer à Section 4-12 pour des instructions sur l’enfilage du fil dans le dévidoir. Pour la torche XR-Edge: Le câble de soudage est sous tension lorsque la gâchette de la torche est utilisée pour l’avance du fil. -
Page 26: Réglage De La Vitesse De Démarrage Du Dévidage
4-14. Réglage de la vitesse de démarrage du dévidage Pour régler la vitesse de démarrage du dévidage, procéder comme suit: Carte moteur PC1 Potentiomètre de réglage de démarrage du moteur R3 Déposer le bouchon protecteur en caoutchouc blanc avant de procé- der su réglage. -
Page 27: Paramétrage Des Interrupteurs De Commande De Pré-Gaz Et Post-Gaz
4-15. Paramétrage des interrupteurs de commande de pré-gaz et post-gaz Les réglages effectués en usine sont: pré-gaz désactivé et post-gaz activé Pour régler les interrupteurs de pré-gaz et post-gaz, procéder comme suit: Carte moteur PC1 Interrupteur DIP S1 Les valeurs de durée de pré-gaz et post-gaz sont fixées à... -
Page 28: Réglage Du Temps D'activation Du Mode 4-Temps De La Gâchette
4-16. Réglage du temps d’activation du mode 4-temps de la gâchette Pour régler le temps d’activation de la gâchette, procéder comme suite: Carte moteur PC1 Potentiomètre R50 Le temps d’activation de main- tien de la gâchette varie de 0 à 4 secondes. -
Page 29: Section 5 − Operation
SECTION 5 − OPERATION 5-1. Commandes 801 554 Voltmètre/compter de vitesse du fil Commande de tension B à distance La commande de vitesse du fil de la tor- (en option) Interrupteur Voltmètre/vitesse du fil che permet de régler la vitesse du fil en- Utiliser cette commande pour régler la ten- tre le minimum et le maximum réglé... -
Page 30: Commandes Internes
5-2. Commandes internes Ouvrir la porte latérale gauche. Commande de vitesse de démarrage Utiliser cette commande pour régler la vitesse de démarrage du fil avant l’amorçage de l’arc. Après l’amorçage de l’arc, la vitesse du fil de soudage est contrôlée par le réglage de vites- se de fil sur la torche de soudage (voir Section 5-3). -
Page 31: Commandes De La Torche
5-3. Commandes de la torche Gâchette Appuyer sur la gâchette pour acti- ver le contacteur de source de sou- dage (si applicable), ouvrir le débit de gaz protecteur et commencer l’enfilage du fil. Les interrupteurs à l’intérieur du dé- vidoir peuvent être réglés pour four- nir un pré-gaz et post-gaz pour une durée souhaitée lorsque la gâchet- te est pressée et relâchée (voir... -
Page 32: Séquence De Soudage Mig/Mag − Continu Ou Par Point
5-6. Séquence de soudage MIG/MAG − continu ou par point Installer & Se munir de son Activer dévidoir Ouvrir gaz et eau Début du Commande de raccorder les équipment de et source de (si applicable) soudage réglage équipements sécurité personnel soudage ssb6.1* 9/92 SECTION 6 −... -
Page 33: Maintenance De L'ensemble Du Dévidoir
6-1. Maintenance de l’ensemble du dévidoir Embobiner le fil sur la bobine. Système de galets de pression Arbre moteur d’entraînement Galet d’entraînement Utiliser une brosse métallique pour nettoyer le galet d’entraînement. Galet fou Rondelles de roulement Utiliser une brosse métallique pour nettoyer le galet fou. -
Page 34: Maintenance De L'ensemble D'alimentation Du Fil De La Torche Pour Une Torche Xr-Edge
6-2. Maintenance de l’ensemble d’alimentation du fil de la torche pour une torche XR-Edge Embobiner le fil sur la bobine. Galet d’entraînement Utiliser une brosse métallique pour nettoyer le galet d’entraînement. In- staller le galet d’entraînement avec l’ouverture hexagonale positionnée vers le bas face à... -
Page 35: Remplacement De La Gaine De La Torche Xr-Edge
6-3. Remplacement de la gaine de la torche XR-Edge Arrêter le refroidisseur avant de retirer le col de cygne de la torche à refroidis- sement par eau. Pour changer de taille de fil , changer le ga- let d’entraînement et le galet fou du dévi- doir (voir Section 6-1), le galet de pression et d’entraînement de la torche (voir Sec- tions 6-2 et 6-6). -
Page 36: Remplacement De La Gaine Du Câble De Soudage
6-4. Remplacement de la gaine du câble de soudage Y Couper l’alimentation de la torche et du dévidoir. Galet d’entraînement Écrou de serrage Disposer le faisceau de la torche en ligne droite. Déposer le galet d’en- traînement de la torche et desserrer l’écrou de serrage de la gaine du tube. -
Page 37: Remplacement Du Tube-Contact De La Torche
6-5. Remplacement du tube-contact de la torche Déposer la buse. Buse FasTip Dévisser le FasTip. Installer un FasTip neuf. Ref. 150 437-A 6-6. Remplacement ou nettoyage du galet d’entraînement de la torche pour les torches pistolet Arrêter le dévidoir et la source de courant de soudage. -
Page 38: Remplacement De La Gaine Du Col De Cygne Pour Les Torches Pistolet
6-7. Remplacement ou nettoyage du palier du galet d’entraînement de la torche pour les torches pistolet Arrêter le dévidoir et le source de courant de soudage. Couvercle Ensemble de galets de pression Galet de pression Retirer comme le montre la figure. Utiliser une brosse métallique pour nettoyer le palier. -
Page 39: Retrait Du Diffuseur Intégré Aux Pistolets Pour Dévidoirs Refroidis À L'air Et Dévidoirs Refroidis À L'eau
6-9. Retrait du diffuseur intégré aux pistolets pour dévidoirs refroidis à l’air et dévidoirs refroidis à l’eau MISE EN GARDE L’EAU PRÉSENTE DANS LES COMPOSANTS DU PISTOLET peut causer des CHOCS ÉLECTRIQUES et réduire la qualité des soudures. • Mettre la source de courant de soudage et l’alimentation en eau hors tension avant de faire l’entretien du pistolet. Arrêter le moteur des génératrices de soudage. -
Page 40: Remplacement De L'ensemble De Moyeu
6-10. Remplacement de l’ensemble de moyeu Retirer le couvercle de la torche et libérer le levier de pression (voir Sections 4-9 et 4-10). Retirer le fil de la bobine et enlever la bobine. Déposer le moyeu com- me le montre le figure. Rondelle frein métallique Rondelle plate Rondelle frein... -
Page 41: Protection Contre Les Surcharges
6-11. Protection contre les surcharges Y Arrêter le dévidoir du fil et la source de courant de souda- ge. Arrêter le moteur du gé- nérateur de soudage. Si le fusible s’ouvre, l’appareil s’éteint. Pour remplacer un fusible, procéder comme suit: Coiffe de porte-fusible Fusible F1 (voir la liste des pièces) -
Page 42: Détection De Pannes
6-13. Détection de pannes Y Débrancher l’alimentation avant d’effectuer des travaux de dépannage. Cause Remède En appuyant sur la gâchette de la torche, Relier le connecteur de la torche à la prise du dévidoir (voir Section 4-3 et 4-5 le cas échéant). le dévidoir n’e s’active pas Le fil de sou- le dévidoir n’e s’active pas. - Page 43 Notes OM-1594 Page 37...
-
Page 44: Section 7 − Schema Electrique
SECTION 7 − SCHEMA ELECTRIQUE Figure 7-1. Schéma électrique du dévidoir OM-1594 Page 38... - Page 45 218 814-C OM-1594 Page 39...
- Page 46 218 815-A Figure 7-2. Schéma des connexions pour pistolet XR Edge 198 344-A Figure 7-3. Schéma des connexions pour pistolet XR Pistol Grip OM-1594 Page 40...
- Page 47 Notes OM-1594 Page 41...
-
Page 48: Section 8 − Liste Des Pièces
SECTION 8 − LISTE DES PIÈCES Pièces communes et non disponibles à moins de figurer dans la liste. 802 230-C Figure 8-1. Ensemble principal OM-1594 Page 42... - Page 49 No de d’article Repère pièce Description Qté Figure 8-1. Ensemble principal ....089 572 Taquet, Link-lock ..........
- Page 50 No de Repère Description Qté d’article pièce Figure 8-1. Ensemble principal (suite) ♦028 770 ... . . Potentiomètre, cuivre fente std. 1 t 2 w 1 m ......
- Page 51 No de Repère Description d’article pièce Qté Figure 8-2. Moteur et entraînement fil (Figure 8-1 article 49) ....193 186 Ensemble entraînement, fil (comprend) ......
- Page 52 Pièces communes et non disponibles à moins de figurer dans la liste. Voir figure 8-1 article 45 802 236-A Figure 8-3. Panneau, avant avec composants (modèle refroidi à l’eau illustré) OM-1594 Page 46...
- Page 53 No de Description d’article Repère pièce Qté Figure 8-3. Panneau, avant avec composants (Figure 8-1 article 45) ♦111 569 ..... . Débitmètre 6-60 .
- Page 54 Pièces communes et non disponibles à moins de figurer dans la liste. Ref. 802 328-H Figure 8-4. Vue éclatée du pistolet XR-Edge OM-1594 Page 48...
- Page 55 No de Description pièce d’article Qté Figure 8-4. Vue éclatée du pistolet XR-Edge ... . . 187 000 Couvercle, poignée ...........
- Page 56 No de Description pièce d’article Qté Figure 8-4. Vue éclatée du pistolet XR-Edge (suite) ... . . 190 907 Arbre, ressort tension ..........
- Page 57 Pièces communes et non disponibles à moins de figurer dans la liste. Barillet air du pistolet Barillet eau du pistolet Figure 8-5. Ensemble tube de tête du pistolet XR-Edge No de Description pièce d’article Qté Figure 8-5. Ensemble tube de tête du pistolet XR-Edge (Figure 8-4 article 43) .
- Page 58 Pièces communes et non disponibles à moins de figurer dans la liste. Ref. 143 117-N Figure 8-6. Vue éclatée du pistolet OM-1594 Page 52...
- Page 59 No de Repère Description d’article pièce Qté Figure 8-6. Vue éclatée du pistolet ... . . 214 745 Couvercle ............
- Page 60 No de Repère d’article pièce Description Qté Figure 8-6. Vue éclatée du pistolet (suite) ... . 202 513 Raccord, cannelé laiton pour flexible, tube M 3/16 x 0,250-20 (air) ..
- Page 61 Pièces communes et non disponibles à moins de figurer dans la liste. Ref. 800 434-F Figure 8-7. Ensemble tube de tête du pistolet No de d’article pièce Description Qté Figure 8-7. Ensemble barillet du pistolet (Figure 8-6 article 15) ... . . 199 613 Buse, laiton, orifice 5/8 po, conique .
-
Page 62: Section 9 − Liste Des Pièces Comprenant Les Produits Consommables
SECTION 9 − LISTE DES PIÈCES COMPRENANT LES PRODUITS CONSOMMABLES Article Numéro BUSES PAR POINTS TUBES-CONTACTS DIFFUSEUR PAR PLAT FASTIP POUR SERVICE POINTS (N_176 238) INTENSIF, (N_209 099) FIL DE 0.03-1/16 PO COIN INTÉRIEUR (N_176 240) DIFFUSEURS MULTI- COIN EXTÉRIEUR TOURS ÉCONOMIQUES (N_176 242) TUBES-CONTACTS... - Page 63 No de d’article pièce Description Qté 9-1. Produits consommables - organigramme Table 9-1. Buses ♦176238 ... . BUSE, par points plate (nécessite le diffuseur 209099, utilisé sur tout tube-contact FasTipt pour service intensif) .
- Page 64 No de Description Qté d’article pièce 9-1. Produits consommables − organigramme (suite) Table 9-5. Tubes-contacts multitours économiques* ♦071 825 ... 0.030 po (0,9 mm) ..........♦054 202 .
- Page 65 Notes...
- Page 66 Notes...
- Page 67 Entrée en vigueur le 1 janvier 2006 (Equipement portant le numéro de série précédé de “LG” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
-
Page 68: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. © IMPRIME AUX USA 2006 Miller Electric Mfg. Co. 2006−01...