Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières

Manuels Connexes pour HEIDENHAIN TNC 122











Sommaire des Matières pour HEIDENHAIN TNC 122
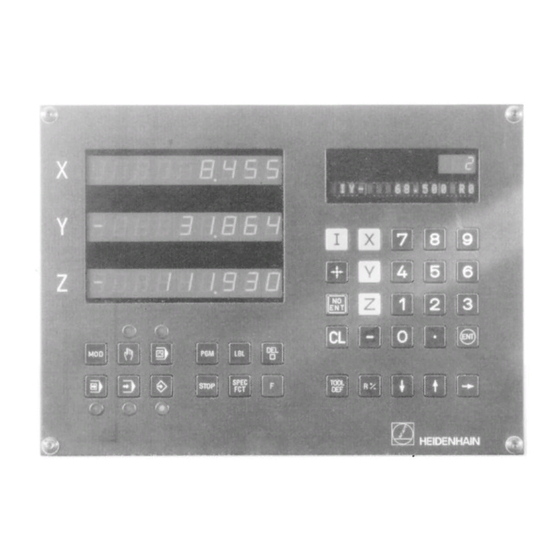
- Page 1 Manuel d'utilisation TNC 122...
- Page 2 Affichages témoin lumineux exécution de PGM numéro de séquence – SPEC TOOL STOP /– HEIDENHAIN affichage de positions pour axes de coordonnées ligne d'introduction Sélection du mode de fonctionnement; programmation POSITIONNEMENT AVEC gestion de LBL pour sous- INTROD.MANUELLE programmes programmes et répétitions...
-
Page 3: Abrégé De La Tnc
Abrégé de la TNC: du plan de la pièce à l'usinage programmé Opération à effectuer Mode à partir de la page Préparation Sélection des outils —— —— Définir le point zéro pièce pour l'introduction des coordonnées —— —— Calculer les vitesses de rotation et l'avance ——... -
Page 4: Accessoire De La Tnc 122
Accessoire de la TNC 122 Unité à disquettes L'unité à disquettes FE 401 B de HEIDENHAIN sert de mémoire externe à la TNC 122: les programmes peuvent ainsi être stockés sur disquettes. La FE 401 vous permet également de transférer vers la TNC des programmes élaborés sur un PC. -
Page 5: Table Des Matières
Points de référence et données de positions ........... 12 Déplacements de la machine et systèmes de mesure de déplacement ..14 Travail avec la TNC 122 – Les premiers pas ......15 Avant que vous ne commenciez ..............15 Mettre la TNC 122 sous tension ..............15 Modes de fonctionnement de la TNC 122 ............ - Page 6 Marche automatique ..................52 Suspendre l'exécution du programme .............. 52 Paramètres utilisateur ............... 53 Paramètres utilisateur dans la TNC 122 ............54 Tableaux et sommaires ............. 55 Fonctions auxiliaires (fonctions M) ..............55 Distribution des raccordements et câbles de liaison pour l'interface de données ................
-
Page 7: Validité De Ce Manuel
Validité de ce Manuel Ce Manuel est valable pour la TNC 122 à partir de la version de logiciel Progr. 246 xxx 01. Les trois „x“ sont affectés de chiffres au choix. Vous trouverez des informations techniques détaillées dans la Manuel technique de la TNC 122. -
Page 8: Pour Une Bonne Utilisation Du Manuel
Si vous êtes débutant en TNC, ce Manuel vous servira de support d'apprentissage. Il fournit au début quelques bases importantes ainsi qu'un aperçu des fonctions de la TNC 122. Par la suite, chaque fonction est décrite en détail avec exemple à... -
Page 9: Remarques Particulières Contenues Dans Ce Manuel
Remarque destinée au constructeur de la machine, par exemple, pour qu'il valide la fonction. Remarque importante, par exemple, pour indiquer la nécessité d'utiliser un outil donné pour la fonction concernée. TNC 122... - Page 10 NOTES TNC 122...
-
Page 11: Principes De Base Pour Les Données De Positions
Z. Le pouce indique le sens positif de l'axe X, et l'index, le sens positif de l'axe Y. X, Y et Z correspondent aux axes principaux du système de coordonnées cartésiennes. Fig. 1.2: Désignation et sens des axes de la machine sur une fraiseuse TNC 122... -
Page 12: Points De Référence Et Données De Positions
Y dans le sens négatif des axes. Grâce aux fonctions de palpage de la TNC 124, vous disposez d'un moyen particulièrement confortable pour l'initialisation d'un point de référence. Fig. 1.4: Le trou à la position définit le système de coordonnées TNC 122... - Page 13 10 mm 10 mm Z = –15 mm Si vous devez percer ou fraiser une pièce d'après un plan compor- tant des coordordonnées en valeur incrémentale, poursuivez le déplacement de l'outil en fonction de la valeur des coordonnées. TNC 122...
-
Page 14: Déplacements De La Machine Et Systèmes De Mesure De Déplacement
Les systèmes de mesure de déplacement transforment les déplacements des axes de la machine en signaux électriques. La TNC 122 exploite ces signaux et calcule en permanence la position effective des axes de la machine. Une coupure de courant provoque la perte de la relation entre la position du chariot de la machine et la position effective calculée;... -
Page 15: Travail À L'aide De La Tnc 122 - Les Premiers Pas
Après chaque mise sous tension, vous devez franchir les marques de référence: A partir de la position des marques de référence, la TNC 122 restitue automatiquement les relations entre la position du chariot et les valeurs d'affichage que vous aviez précédemment définies avant la mise hors tension. -
Page 16: Modes De Fonctionnement De La Tnc 122
Travail à l'aide de la TNC 122 – Les premiers pas Modes de fonctionnement de la TNC 122 A l'aide du mode de fonctionnement, vous sélectionnez les fonctions de la TNC 122 que vous désirez utiliser. Accès aux fonctions Mode Touche Déplacer axes de la machine;... -
Page 17: Sélectionner L'affichage De Positions
Travail à l'aide de la TNC 122 – Les premiers pas Sélectionner l'affichage de positions La TNC peut afficher diverses valeurs de positions pour la définition de la position de l'outil. La fig. 2.1 contient les positions suivantes: • Position de sortie de l'outil •... - Page 18 Travail à l'aide de la TNC 122 – Les premiers pas NOTES TNC 122...
-
Page 19: Mode Manuel Et Dégauchissage
Mode manuel et dégauchissage Mode manuel et dégauchissage Sur la TNC 122, vous disposez de deux possibilités pour déplacer les axes de votre machine: • Touches de sens • Positionnement avec introduction manuelle (cf. chapitre 4) Modifier l'avance F Sur certaines machines, vous pouvez modifier progressivement l'avance à... -
Page 20: Introduction De La Longueur Et Du Rayon De L'outil
Introduire le RAYON de l'outil ( 8 mm ). Valider l'introduction. L O N G U E U R= ..Introduire la LONGUEUR de l'outil ( 12 mm ). Valider l'introduction. A X E = . Introduire l' AXE de l'outil ( Z ). Valider l'introduction TNC 122... -
Page 21: Initialisation Du Point De Référence: Aborder Les Positions Et Introduire Les Valeurs Effectives
Sélectionnez l'axe: axe Z. P O I N T D E R E F . Introduire la position de la pointe de l'outil ( Z = 0 mm ) prendre en compte dans l'affichage la coordonnée Z du point de référence. TNC 122... - Page 22 Mode manuel et dégauchissage NOTES TNC 122...
-
Page 23: Positionnement Avec Introduction Manuelle
R– course en fonction de la valeur du rayon d'outil. Introduire les données de l'outil ä Appuyez sur la touche TOOL DEF. ä Introduisez successivement le rayon, la longueur et l'axe d'outil. Fig. 4.1: Correction du rayon d'outil TNC 122... -
Page 24: Introduire Une Fonction Auxiliaire M
F O N C T . A U x I L. Sélectionner FONCTION AUXIL. M. M clignote: introduire la fonction auxiliaire M , par ex. M3 (MARCHE broche, sens horaire); valider l'introduction. Exécuter la fonction auxiliaire M . TNC 122... -
Page 25: Introduire Les Positions Et Les Aborder
Déplacer l'outil à la coordonnée introduite. Sélectionner l'axe X. X clignote: Introduire la position nominale pour le coin : X = + 30 mm, Sélectionner la correction de rayon: R – et – valider l'introduction. Déplacer l'outil à la coordonnée introduite. TNC 122... - Page 26 Déplacer l'outil à la coordonnée introduite. Sélectionner l'axe X. X clignote: Introduire la position nominale pour le coin : X = + 60 mm, Sélectionner la correction de rayon: R + et – valider l'introduction. Déplacer l'outil à la coordonnée introduite. TNC 122...
-
Page 27: Schémas De Trous
Si vous désirez ne pas percer certains trous ou les percer dans un ordre différent de celui qui a été calculé par la TNC: ä Sélectionnez le trou à l'aide des touches „flêche vers le haut“ et „flêche vers le bas“. TNC 122... - Page 28 Introduire le RAYON du cercle de trous ( 20 mm ). Valider l'introduction et poursuivre le dialogue. A N G L E = Introduire l'angle initial ANGLE compris entre l'axe X et le premier trou ( 30° ). Valider l'introduction et poursuivre le dialogue. . TNC 122...
- Page 29 R A N G E E S T R O U S Sélectionner la fonction RANGEES DE TROUS . 1 E R T R. Introduire la coordonnée X du trou ( X = 20 mm ). Valider l'introduction et poursuivre le dialogue. TNC 122...
- Page 30 Langer le cycle RANGEES DE TROUS . T R O U T R ... Se déplacer sur chaque trou dans le plan d'usinage et percer jusqu'à ce que répéter tous les trous des rangées de trous soient exécutés. TNC 122...
-
Page 31: Mémorisation Des Programmes
Les programmes peuvent être mémorisés sur l'unité à disquettes FE 401 de HEIDENHAIN et, au besoin, lus par la TNC. Dans ce cas, vous n'avez pas besoin de réintroduire manuellement à... -
Page 32: Introduire Un Numéro De Programme
Effacer tous les programmes ä A l'aide de la touche „flêche vers le bas“, sélectionnez la fonction EFFACER TOUS PGM au lieu de la fonction EFFACER PGM . ä Effacez tous les programmes à l'aide de la touche ENT. TNC 122... -
Page 33: Sélectionner Les Séquences De Programme
Mode: MEMORISATION/EDITION DE PROGRAMME Sélectionnez la séquence de programme à modifier. Aller à la séquence que vous désirez modifier. L'affichage (par ex. la désignation d'axe) clignote. Introduire la modification, par ex. une nouvelle position nominale ( 20 ). Valider la modification. TNC 122... -
Page 34: Effacer Des Séquences De Programme
Vous pouvez également effacer sans aucun problème une partie de programme: ä Sélectionnez la dernière séquence de la partie de programme. ä Appuyez sur la touche DEL jusqu'à ce que vous ayez effacé toutes les séquences de la partie de programme. TNC 122... -
Page 35: Avance F Et Fonction Auxiliaire M
Appuyer simultanément sur la touche externe d'avance externe et sur ENT. R (rapide) est inséré au début de la séquence et représente l'avance rapide. Modifier l'avance Sur certaines machines, vous pouvez modifier l'avance progressivement au moyen d'un potentiomètre. TNC 122... -
Page 36: Introduire Une Interruption De Programme
La TNC n'exécutera la séquence de programme suivante que lorsque vous aurez relancé l'exécution du programme. Mode: MEMORISATION/EDITION DE PROGRAMME Introduire la séquence STOP dans le programme. STOP Relancer l'exécution du programme après une interruption ä Appuyez sur la touche Start CN. TNC 122... -
Page 37: Introduire Les Positions De La Pièce
X+30.000 R– Coordonnée Y du coin Y+50.000 Coordonnée X du coin X+60.000 Avance de dégagement élevée F 9999 Hauteur de sécurité Z+20.000 ARRET programme, ARRET broche, ARRET arrosage Fin du programme et numéro du programme END PGM 10 TNC 122... -
Page 38: Prise En Compte Les Positions: Teach-In
Mode: MEMORISATION/EDITION DE PROGRAMME Déplacer l'outil jusqu'à ce qu'il affleure la surface de la pièce. Sélectionner l'axe, par exemple l'axe Z. Prendre en compte la pointe de l'outil dans le programme . Mémoriser la position de l'axe d'outil ( Z ). TNC 122... -
Page 39: Schémas De Trous Dans Le Programme
Feuilleter jusqu'à la fonction CERCLE DE TROUS . C E R C L E T R O U S Sélectionner la fonction CERCLE DE TROUS . C E R C L E E N T I E R Sélectionner CERCLE ENTIER . TNC 122... - Page 40 Pour un arc de cercle (CYCL ARC DE CERCLE), vous devez introduire en plus et après l'angle initial le pas angulaire (PAS) séparant les trous. La TNC usine le cercle de trous en mode de fonctionnement EXECUTION DE PROGRAMME (cf. chap. 7). TNC 122...
-
Page 41: Rangées De Trous
Introduire l'écart EC TR entre les trous sur une même rangée ( 10 mm ). Valider l'introduction A N G L E = Introduire l' ANGLE compris entre l'axe X et les rangées de trous ( 18° ). Valider l'introduction TNC 122... - Page 42 Distance entre les rangées de trous EC RA= 12.000 ARRET programme, ARRET broche, ARRET arrosage Fin du programme et numéro du programme END PGM 50 La TNC usine les rangées de trous en mode de fonctionnement EXECUTION DE PROGRAMME (cf. chap. 7). TNC 122...
-
Page 43: Sous-Programmes Et Répétition De Partie De Programme
Fig. 8.2: Déroulement de l'usinage avec répétition de partie de programme Les sous-programmes ou répétitions de partie de programme peuvent également être „imbriqués“. On peut ainsi, par exemple, appeler un sous-programme dans un sous-programme. Niveaux d'imbrication max.: 8 fois TNC 122... -
Page 44: Sous-Programme
C A L L Introduire le numéro du label. Valider l'introduction C A L L R (de l'angl. „repeat“: répéter) n'a pas de signification pour les sous- programmes. Avec NO ENT, passez outre. Séquence de PGM: CALL L5 TNC 122... - Page 45 Plongée à la profondeur de la rainure Z–10.000 Fraiser la rainure IY+20.000 Avance élevée pour dégagement de l'outil et prépositionnement F 9999 Dégagement de l'outil Z+2.000 Fin du sous-programme 1 LBL 0 Fin du programme et numéro du programme END PGM 60 TNC 122...
-
Page 46: Répétition De Partie De Programme
Sélectionner la fonction SET (initialiser un label). L B L Introduire le numéro du label. Valider l'introduction. Séquence de programme: LBL 5 Introduisez les séquences de programme pour les répétitions de partie de programme à la suite de la séquence LBL. TNC 122... - Page 47 Positionnement en X IX-16.000 Positionnement en Y IY+15.000 Répéter quatre fois la partie de programme 1 CALL L1 R4 Hauteur de sécurité Z+20.000 ARRET exécution PGM, ARRET broche, ARRET arrosage Fin du programme et numéro du programme END PGM 70 TNC 122...
- Page 48 Mémorisation des programmes NOTES TNC 122...
-
Page 49: Transférer Les Programmes Via L'interface De Données
Transférer les programmes via l'interface de données Transférer les programmes via l'interface de données A partir de l'interface de données V.24 de la TNC 122, vous pouvez utiliser, par exemple, soit l'unité à disquettes FE 401, soit un PC, comme mémoire externe. -
Page 50: Restituer Un Programme À Partir De La Tnc
La TNC transfère aussitôt le programme vers la mémoire externe. A T T E N T I O N ! Si la mémoire externe comporte déjà un programme ayant le même numéro, celui-ci sera écrasé sans avis préalable! TNC 122... -
Page 51: Exécution Des Programmes
ä Introduisez le numéro de la séquence. ä Lancez le programme tel qu'indiqué dans ce chapitre. Sommaire des fonctions Fonction Touche Arrêter déplacements de la machine; interrompre l'exécution du programme Introduire les données de l'outil TOOL TNC 122... -
Page 52: Pas-À-Pas
Relancer l'exécution du programme après le STOP Dans un programme d'usinage, lorsque la TNC atteint une séquence STOP, elle interrompt l'exécution du programme. Le témoin lumineux d'exécution du programme s'éteint. Relancer l'exécution du programme: ä Appuyez sur la touche Start CN. TNC 122... -
Page 53: Paramètres Utilisateur
ä A l'aide des touches fléchées verticales, sélectionnez le paramètre utilisateur désiré. ä Introduisez la nouvelle valeur du paramètre. ä Validez en appuyant sur ENT. Quitter les paramètres utilisateur ä Quittez les paramètres utilisateur an appuyant sur DEL Les modifications sont aussitôt actives. TNC 122... -
Page 54: Paramètres Utilisateur Dans La Tnc 122
Paramètres utilisateur Paramètres utilisateur de la TNC 122 Paramètres dont la fonction est définie par le constructeur de la machine Le constructeur de la machine définit la fonction des paramètres suivants: • PM4310.0 • PM4310.1 Suite chronologique pour le franchissement des marques de référence PM1340.0: 1er axe... -
Page 55: Tableaux Et Sommaires
Changement d'outil, ARRET exécution de PGM, ARRET broche MARCHE arrosage ARRET arrosage MARCHE broche, rotation sens horaire, MARCHE arrosage MARCHE arrosage, rotation sens anti-horaire, MARCHE arrosage ARRET exécution de PGM, ARRET broche, ARRET arrosage, retour à la séquence 1 TNC 122... - Page 56 Tableaux et sommaires Fonctions auxiliaires (fonctions M) Fonctions auxiliaires libres Pour les fonctions auxiliaires libres à l'origine et auxquelles une fonction a été attribuée, consultez le constructeur de votre machine. Numéro M Fonction auxiliaire libre Numéro M Fonction auxiliaire libre TNC 122...
-
Page 57: Distribution Des Raccordements Et Câbles De Liaison Pour L'interface De Données
TNC (X 21) et sur le bloc adaptateur diffèrent. L'interface X21 est conforme à l'„isolation électrique du secteur“ selon VDE 0160, 5.88. Raccordement d'appareils externes La distribution d'un appareil externe peut différer de celle d'un appareil HEIDENHAIN. Elle dépend de l'appareil et du type de transmission. TNC 122... -
Page 58: Messages D'erreur De La Tnc
N'attribuer un numéro de label qu'une seule fois LBL INEXISTANT Initialiser le label avant de l'appeler SEQU. ACTUELLE NON SELECTIONNEE Lancer le déroulement du programme à la séquence INITIALE CYCLE INCOMPLET Introduire les cycles avec l'ensemble des données en respectant l'ordre chronologique TNC 122... - Page 59 Ne pas programmer les axes bloqués N0 LABEL MANQUE N'appeler le numéro de label que s'il a déjà été initialisé IMBRICATION Imbrication de parties de PGM et sous-PGM: 8 fois max. DEPASSEMENT CAP. MEM. Respecter la capacité de la mémoire de programmes TNC 122...
-
Page 60: Informations Techniques
PRT: 110 Baud à 9 600 Baud Lecteurs de disquette 2 lecteurs dont un pour copier Type de disquettes 3,5'', DS, DD, 135 TPI Capacité de la mémoire 795 ko (env. 25 000 séquences de programme); 256 fichiers TNC 122... -
Page 61: Index
Valeur effective, introduire ... 21 Position nominale Validité du Manuel ....7 dans le programme ..31 POSITIONNEMENT AVEC Fonction auxilaire M .... 55 Fraisage ......25 INTROD. MANUELLE .. 23 , schémas de trous ..27 Fraiser un épaulement ..25 TNC 122... -
Page 62: Schéma De Programme
Schéma de programme Fraisage d'un contour externe MEMORISATION/EDITION DE PROGRAMME Mode de fonctionnement: Phase de programmation Ouvrir ou sélectionner un programme Introduire: Numéro du programme Unité de mesure dans le programme Appeler les données d'outil Introduire: Numéro de l'outil Axe de broche Changement d'outil Introduire: Coordonnées position de changement... - Page 63 291 903 30 · SW01 · 0,5 · 5/95 · S · Printed in Germany · Sous réserve de modifications...