
Manuels Connexes pour Hobart Welders Handler 190





Sommaire des Matières pour Hobart Welders Handler 190
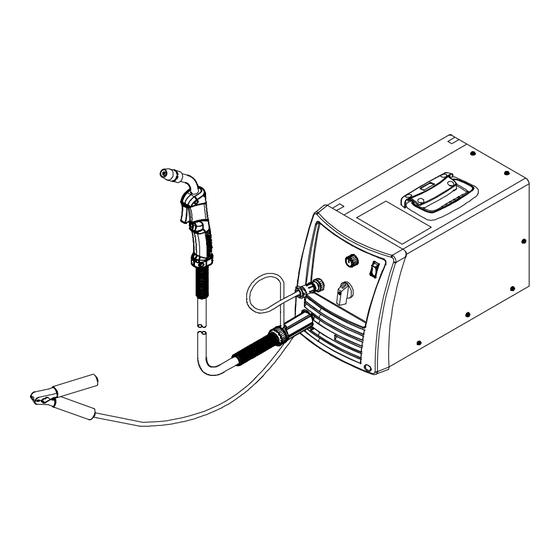
- Page 1 OM-248 841A/fre 2011−06 Procédés Soudage fil fourré Description Source d’alimentation pour le soudage à l’arc Dévidoir Handler 190 et pistolet H100S4-10 MANUEL DE L’UTILISATEUR...
- Page 2 Hobart, votre partenaire soudage! Félicitations et merci d’avoir choisi Hobart. Dès maintenant, vous pouvez faire votre travail, comme il faut. Nous savons que vous n’avez pas le temps de faire autrement. Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos produits Hobart.
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION ......1-1. Symboles utilisés . - Page 4 Table des matières 8-14. Dépannage du soudage − Ondulation du cordon ......... . 8-15.
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2011−01 Se protéger et protéger les autres contre le risque de blessure — lire et respecter ces consignes. 1-1. Symboles utilisés DANGER! − Indique une situation dangereuse qui si on Indique des instructions spécifiques. - Page 6 Il reste une TENSION DC NON NÉGLIGEABLE dans LE SOUDAGE peut provoquer un les sources de soudage onduleur UNE FOIS incendie ou une explosion. l’alimentation coupée. Le soudage effectué sur des conteneurs fermés tels D Arrêter les convertisseurs, débrancher le courant électrique et que des réservoirs, tambours ou des conduites peut décharger les condensateurs d’alimentation selon les instructions provoquer leur éclatement.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
ACCUMULATIONS LES BOUTEILLES peuvent exploser risquent de provoquer des blessures si elles sont endommagées. ou même la mort. Les bouteilles de gaz comprimé contiennent du gaz sous haute pression. Si une bouteille est D Fermer l’alimentation du gaz comprimé en cas endommagée, elle peut exploser. -
Page 8: Proposition Californienne 65 Avertissements
Les PIÈCES MOBILES peuvent RAYONNEMENT HAUTE causer des blessures. FRÉQUENCE (H.F.) risque provoquer des interférences. D Ne pas s’approcher des organes mobiles. D Ne pas s’approcher des points de coincement D Le rayonnement haute fréquence (H.F.) peut tels que des rouleaux de commande. provoquer des interférences avec les équi- pements de radio−navigation et de com- munication, les services de sécurité... -
Page 9: Principales Normes De Sécurité
1-5. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, 25 West 43rd Street, New York, NY 10036 (téléphone : 212-642-4900, de Global Engineering Documents (téléphone : 1-877-413-5184, site site Internet : www.ansi.org). Internet : www.global.ihs.com). Standard for Fire Prevention During Welding, Cutting, and Other Hot Safe Practices for the Preparation of Containers and Piping for Welding Work, NFPA Standard 51B, de National Fire Protection Association,... - Page 10 OM-248 841 Page 6...
-
Page 11: Section 2 − Définitions
Une liste complète des pièces est disponible sur www.HobartWelders.com SECTION 2 − DÉFINITIONS 2-1. Symboles et définitions Ampérage Tension Hertz Négatif Positif Courant continu Monophasé Entrée Sortie Tension d’entrée Arrêt Marche Ne pas changer de Soudage fil fourré Soudage MIG Dévidoir procédé... -
Page 12: Facteur De Marche Et Surchauffe
Une liste complète des pièces est disponible sur www.HobartWelders.com 3-2. Facteur de marche et surchauffe Le facteur de marche est le pourcentage de 10 minutes auquel l’appareil peut souder avec un ampérage nominal sans surchauffe. En cas de surchauffe de l’appareil, le(s) thermostat(s) se déclenche(nt), la sortie s’arrête et le ventilateur se met en marche. -
Page 13: Section 4 − Installation
Une liste complète des pièces est disponible sur www.HobartWelders.com SECTION 4 − INSTALLATION 4-1. Installation de la buse, le tube-contact, et l’adaptateur Mettre le poste de soudage hors tension Buse Pointe de contact Adaptateur de bec−contact Tube−contact Calibre du fil estampillé sur le bec –... -
Page 14: Mise En Place De La Pince De Masse
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-3. Mise en place de la pince de masse Écrou Serrer les éléments de connexion avec les outils appropriés. Ne pas se content- er de les serrer à la main. Mal serrée, une connexion électrique cause un mau- Câble de masse provenant de vais rendement du soudage et un échauffement excessif de la pince de masse. -
Page 15: Tableau Procédé/Polarité
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-4. Tableau Procédé/Polarité Branchements des câbles Procédé Polarité Câble vers la torche Câble vers la pièce MIG/MAG − Câble solide avec DCEP − Polarité inversée Brancher à la borne Brancher à la borne négative (−) gaz protecteur positive (+) de sortie de sortie... -
Page 16: Installation De L'alimentation De Gaz
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-6. Installation de l’alimentation de gaz Enchaîner la bouteille de gaz au mécanisme de roulement, au mur, ou à tout autre support stationnaire pour empêcher la bouteille de tom- ber et de casser le robinet. NE PAS utiliser le régulateur/débitmètre de gaz argon/mélangé... -
Page 17: Emplacement Du Numéro De Série Et De La Plaque Signalétique
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-7. Emplacement du numéro de série et de la plaque signalétique Le numéro de série et les données signalétiques de ce produit se trouvent à l’arrière. La plaque signalétique permet de déterminer l’alimentation élec- trique requise et/ou la puissance nominale. -
Page 18: Guide D'entretien Électrique
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-9. Guide d’entretien électrique Le non-respect de ces recommandations concernant les fusibles et les coupe-circuit peut entraîner un risque d’électrocution ou d’in- cendie. Ces recommendations sont pour le circuit d’alimentation dédié, applicable à la puissance nominale et au facteur de marche de la source de soudage. -
Page 19: Branchement Du Pistolet À Bobine En Option
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-11. Branchement du pistolet à bobine en option Système d’entraînement Pistolet à bobine Vis de serrage du pistolet Extrémité du pistolet Desserrer la vis de serrage. Introduire l’extrémité dans l’ouver− ture jusqu’à ce qu’elle bute contre Spool Gun l’ensemble d’entraînement. -
Page 20: Enfiler Le Fil De Soudage
Une liste complète des pièces est disponible sur www.HobartWelders.com 4-12. Enfiler le fil de soudage Bobine de fil Fil de soudage Guide-fil d’entrée Bouton de réglage de la pression Galet d’entraînement Faisceau de la torche Disposer le faisceau de la torche en ligne droite. -
Page 21: Section 5 − Fonctionnement
Une liste complète des pièces est disponible sur www.HobartWelders.com SECTION 5 − FONCTIONNEMENT 5-1. Commandes Ref. 248 840-A / Ref. 246 668-A Réglage de la vitesse du fil matériel soudé pourra être épais (voir Prise de la gâchette de la torche l’étiquette de paramétrage de soudage sur Utiliser cette commande pour sélectionner Interrupteur de la gâchette... -
Page 22: Tableau Des Paramètres De Soudure Pour Le Modèle 230 V C.a
Une liste complète des pièces est disponible sur www.HobartWelders.com 5-2. Tableau des paramètres de soudure pour le modèle 230 V c.a. 248 827-A OM-248 841 Page 18... -
Page 23: Section 6 − Maintenance & Detection Des Pannes
Une liste complète des pièces est disponible sur www.HobartWelders.com SECTION 6 − MAINTENANCE & DETECTION DES PANNES 6-1. Maintenance de routine Couper l’alimentation avant d’effectuer l’entretien. Effectuer un entretien plus fréquent en présence de conditions rigoureuses. n = Vérifier Z = Changer ~ = Nettoyer l = Remplacer Référence... -
Page 24: Changement Du Galet D'entraînement Ou Du Guide-Fil
Une liste complète des pièces est disponible sur www.HobartWelders.com 6-4. Changement du galet d’entraînement ou du guide-fil Mettre la source de courant de soudage hors tension. Vis de fixation du guide d’entrée du fil Guide d’entrée du fil Desserrer la vis. Faire glisser la tête le plus près possible... -
Page 25: Retrait De La Buse, Du Bec Contact Et De L'adaptateur, Remplacement Du Conduit Intérieur Et Nettoyage De La Gaine Du Pistolet
Une liste complète des pièces est disponible sur www.HobartWelders.com 6-5. Retrait de la buse, du bec contact et de l’adaptateur, remplacement du conduit intérieur et nettoyage de la gaine du pistolet Débrancher la torche de l’ap- pareil Buse Bec-contact Adaptateur. Col de cygne Calibre du fil estampillé... -
Page 26: Remplacement De L'interrupteur Et/Ou Du Col De Cygne
Une liste complète des pièces est disponible sur www.HobartWelders.com 6-6. Remplacement de l’interrupteur et/ou du col de cygne Arrêter la source de courant de soudage/dévidoir et débrancher la torche. Séparer les moitiés de coquille de la poignée. Retirer les vis (5) et les écrous (4). Retirer la vis du côté... -
Page 27: Tableau De Dépannage
Une liste complète des pièces est disponible sur www.HobartWelders.com 6-7. Tableau de dépannage Problème Mesure corrective Pas de sortie de soudage; le fil ne se Enfoncer la fiche du cordon d’alimentation dans la prise (voir l’article 4-8). dévide pas; le ventilateur ne tourne pas. Remplacer le fusible de la ligne d’alimentation on réenclencher la disjoncteur s’il est ouvert. -
Page 28: Section 7 − Schema Electrique
SECTION 7 − SCHEMA ELECTRIQUE Figure 7-1. Schéma des connexions OM-248 841 Page 24... - Page 29 248 830-A OM-248 841 Page 25...
-
Page 30: Section 8 − Directives Pour Le Soudage Mig (Gmaw)
SECTION 8 − DIRECTIVES POUR LE SOUDAGE MIG (GMAW) mig1_fre 2009−12 8-1. Raccordements habituels pour le procédé MIG Le courant de soudure peut endommager les parties électroniques des véhicules. Débrancher les deux câbles avant de les souder à un vé- hicule. -
Page 31: Réglages Courants Des Commandes Pour Procédé Mig
8-2. Réglages courants des commandes pour procédé MIG Ces réglages sont donnés uniquement à titre indicatif. Le type de matériau et de fil, la forme du raccord, l’assemblage, la position, le gaz protecteur, etc. ont une incidence sur les réglages. Procéder à un essai des soudures pour s’assurer qu’elles répondent aux spécifications. L’épaisseur du matériau détermine les Convertir paramètres de soudage. -
Page 32: Maintien Et Positionnement De La Torche De Soudage
8-3. Maintien et positionnement de la torche de soudage Le fil de soudage est mis sous tension quand la gâchette de la torche est enfoncée. Avant d’abaisser le casque et de presser la gâchette, s’assurer que le fil ne sort pas de plus de 1/2 pouce (13 mm) hors de la buse et que le bout du fil est correctement positionné sur le cordon. Tenir la torche et actionner la gâchette de la torche Pièce... -
Page 33: Conditions Affectant La Forme Du Cordon De Soudure
8-4. Conditions affectant la forme du cordon de soudure La forme du cordon de soudure dépend de l’angle de la torche, du sens de déplacement, de la longueur du fil sorti, de la vitesse de déplacement, de l’épaisseur du métal de base, de la vitesse d’amenée du fil (courant de soudage) et de la tension. °... -
Page 34: Mouvement De La Torche Pendant Le Soudage
8-5. Mouvement de la torche pendant le soudage Une passe de soudure à la racine est suffisante pour la plupart des joints de soudure étroits. Une passe large balancée convient davantage pour les joints de soudure larges ou pour le pontage des soudures. Soudure à... -
Page 35: Dépannage Du Soudage − Projections Excessives
8-8. Dépannage du soudage − Projections excessives S-0636 Causes possibles Mesures correctives Vitesse d’amenée du fil trop élevée. Réduire la vitesse d’amenée du fil. Tension trop élevée. Réduire la tension d’alimentation. Électrode sortie trop longue. Réduire la longueur de l’électrode sortie. Pièce encrassée. -
Page 36: Dépannage Du Soudage − Pénétration Excessive
8-10. Dépannage du soudage − Pénétration excessive Pénétration excessive Bonne pénétration S-0639 Causes possibles Mesures correctives Apport excessif de chaleur Choisir un régime de tension plus faible et réduire la vitesse d’amenée du fil. Augmenter la vitesse de déplacement. 8-11. Dépannage du soudage − Manque de pénétration Absence de pénétration Bonne pénétration S-0638 Causes possibles... -
Page 37: Dépannage Du Soudage − Fusion Traversante
8-13. Dépannage du soudage − Fusion traversante S-0640 Causes possibles Mesures correctives Apport excessif de chaleur. Choisir un régime de tension plus faible et réduire la vitesse d’amenée du fil. Augmenter et/ou maintenir une vitesse de déplacement constante. 8-14. Dépannage du soudage − Ondulation du cordon S-0641 Causes possibles Mesures correctives... -
Page 38: Gaz Protecteurs Courants Pour Le Soudage Mig
8-16. Gaz protecteurs courants pour le soudage MIG Ce tableau général reprend les gaz courants et leur application. De nombreuses combinaisons (mélanges) de gaz protecteurs ont été mis au point au fil du temps. Les gaz protecteurs les plus couramment utilisés sont repris dans le tableau ci-dessous. - Page 39 Problème Cause probable Remède Le fil glisse entre les galets d’entraînement. Régler le réglage de pression des galets d’entraînement Arc de soudure instable. du fil. Remplacer les galets usés en cas de besoin. Mauvaise dimension de la gaine du pistolet ou de la Faire correspondre le type et les dimensions de la gaine pointe de contact.
-
Page 40: Section 9 − Accessoires/Consommables
SECTION 9 − ACCESSOIRES/CONSOMMABLES 9-1. Accessoires No DE PIÈCE DESCRIPTION REMARQUES 770 187 Chariot/plate−forme pour bouteilles Pour une petite bouteille de gaz, 100 lb (45 kg) max. Petit chariot/plate−forme 194 776 Pour une petite bouteille de gaz, 75 lb (34 kg) max. pour bouteilles 195 186 Housse... - Page 41 Notes...
- Page 42 Notes...
-
Page 43: Garantie
GARANTIE Des questions sur la En vigueur le 1er Janvier 2011 garantie? La GARANTIE 5/3/1 s’applique à tous les modèles de matériel de soudage, des sources de Communiquez avec coupage plasma et soudeuses par points de Hobart, portant le numéro de série précédé de le distributeur Hobart “MB”... -
Page 44: Informations Propriétaire
Informations propriétaire Veuillez remplir le formulaire ci-dessous et conservez-le dans vos dossiers. Nom du modèle Numéro de série/style Date d’achat (Date du livraison de l’appareil au client d’origine) Distributeur Adresse Ressources disponibles Veuillez toujours préciser le NOM DU MODÈLE et le NUMÉRO DE SÉRIE/STYLE. Disponibles chez votre distributeur : Pour connaître l’emplacement d’un distributeur, d’un détaillant...