Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières
Dépannage

Manuels Connexes pour Hobart Welders BETA-MIG 1800





Sommaire des Matières pour Hobart Welders BETA-MIG 1800
- Page 1 OM-929/fre 196 903B février 2000 Spécifications couvertent par ce manuel : 500 438 Procédés Soudage Fil Fourré Description Source d’Alimentation pour le Soudage à l’Arc Dévidoir BETA-MIG 1800 et M-15 Gun MANUEL DE L’UTILISATEUR Visitez notre site sur www.HobartWelders.com...
- Page 2 Hobart, votre partenaire soudage! Félicitations et merci d’avoir choisi Hobart. Dès maintenant, vous pouvez faire votre travail, comme il faut. Nous savons que vous n’avez pas le temps de faire autrement. Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de vos produits Hobart.
-
Page 3: Table Des Matières
Table des matières SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION 1-1. Signification des symboles ........1-2. -
Page 5: Section 1 - Consignes De Securite - Lire Avant Utilisation
SECTION 1 – CONSIGNES DE SECURITE – LIRE AVANT UTILISATION som _nd_fre 4/98 1-1. Signification des symboles Signifie Mise en garde ! Soyez vigilant ! Cette procédure présente des risques de danger ! Ceux-ci sont identifiés par des symboles adjacents aux directives. Ce groupe de symboles signifie Mise en garde ! Soyez vigilant ! Il y a des Y Identifie un message de sécurité... - Page 6 LES RAYONS DE L’ARC peuvent pro- LES ACCUMULATIONS DE GAZ ris- voquer des brûlures dans les yeux et quent de provoquer des blessures ou sur la peau. même la mort. Le rayonnement de l’arc du procédé de soudage D Fermer l’alimentation du gaz protecteur en cas de génère des rayons visibles et invisibles intenses non utilisation.
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
1-3. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance Risque D’INCENDIE OU DES ORGANES MOBILES peuvent D’EXPLOSION. provoquer des blessures. D Ne pas placer l’appareil sur, au-dessus ou à proxi- D Rester à l’écart des organes mobiles comme le mité... -
Page 8: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding and Cutting, norme ANSI Z49.1, de l’American Wel- Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, ding Society, 550 N.W. Lejeune Rd, Miami FL 33126 de la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. -
Page 9: Section 2 - Introduction
SECTION 2 – INTRODUCTION 2-1. Spécifications Ampérage d’entrée en fonction de la puissance nominale, 60 Hz, monophasé Tension max. circuit 200 V 230 V Puissance nominale ouvert 150 A à 23 V c.c., facteur de marche 60% 1,6* 1,4* 0,27* 0,13* Type de fil et diamètre Vitesse de fil... -
Page 10: Courbes De Tension Et D'ampérage
2-3. Courbes de tension et d’ampérage Les courbes de tension et d’ampérage indiquent la puissance nominale minimum et maximum en volts et en ampères de l’appareil. Les courbes d’autres paramètres se situent entre LIGNE DE les courbes représentées. PRISE 6 CHARGE IEC PRISE 5 PRISE 4... -
Page 11: Réglage De Polarité De La Torche En Fonction Du Type De Fil
2-5. Réglage de polarité de la torche en fonction du type de fil Etiquette de changement de polarité Ensemble d’alimentation du Borne de sortie positive (+) Schéma tel que livré – pour l’électrode positive Borne de sortie négative (–) (DCEP) Pour des fils en acier ou en aluminium Toujours lire et respecter la pola- (MIG/MAG). -
Page 12: Installation De L'alimentation De Gaz
2-6. Installation de l’alimentation de gaz Attacher avec une chaîne la bouteil- le de gaz au chariot, au mur ou à au- tre support fixe pour éviter que la bouteille ne tombe et que le régula- teur ne se brise. Régulateur/indicateur de débit Installer de manière à... -
Page 13: Changement De La Tension D'entrée De 230 Volts À 200 Volts
2-8. Changement de la tension d’entrée de 230 Volts à 200 Volts Couper les extrémités de câble le cas échéant. Connecteur 230 Volts Gaine Placer le câble portant l’inscription 230 VAC. Faire glisser la gaine vers le bas et débrancher l’épissure du câble. -
Page 14: Choix D'un Emplacement Et Branchement Du Courant D'alimentation
2-10. Choix d’un emplacement et branchement du courant d’alimentation Etiquettes signalétique Alimenter l’appareil avec la tension prévue. Fiche Y Ne pas déplacer ni utiliser Prise femelle l’appareil dans un endroit où il risque de basculer. Brancher la fiche à la prise. Espace de 457 mm Conducteurs d’alimentation et pour la ventilation... -
Page 15: Enfiler Le Fil De Soudage
2-11. Enfiler le fil de soudage Bobine de fil Fil de soudage Guide d’admission du fil Bouton de réglage de la pression Galet d’entraînement Guide-fil de sortie Faisceau de la torche Disposer le faisceau de la torche en ligne droite. Outils nécessaires: Ref. -
Page 16: Section 3 - Fonctionnement
SECTION 3 – FONCTIONNEMENT 3-1. Commandes Commande de la vitesse du fil L’échelle au niveau de la commande représente les pourcentages, non pas la vitesse d’amenée du fil. Réglage de la tension Plus le numéro choisi est élevé, plus le matériau à souder est épais (voir Guide de soudage et Section 3-2). -
Page 17: Paramètres De Soudage
3-2. Paramètres de soudage Epaisseur du matériel Type de fil, gaz Diamètre Commandes Commandes protecteur et du fil opérateur débit (pouces) 9,5 mm 6,4 mm 4,8 mm 3,2 mm 12 ga 14 ga 16 ga 18 ga 20 ga 22 ga Prise de tension –... -
Page 18: Section 4 - Maintenance Et Detection Des Pannes
SECTION 4 – MAINTENANCE ET DETECTION DES PANNES 4-1. Maintenance de routine Y Couper l’alimentation avant d’effectuer des travaux d’entretien. 3 mois Remplacer des étiquettes Remplacer illisibles. étiquettes illisibles. Nettoyer et serrer les bornes de soudage. 6 mois Souffler aspirer l’intérieur. Pendant service intensif,... -
Page 19: Nettoyage Ou Remplacement De La Gaine De Torche
4-3. Nettoyage ou remplacement de la gaine de torche Outils nécessaires: Y Débrancher d’abord la torche. 5/16”, 10 mm Tube-contact Enlever la buse, le tube-contact et l’adaptateur. 5/16” 10 mm Enlever la gaine. Avant de monter la nouvelle gaine, poser le faisceau de la torche en ligne droite. -
Page 20: Remplacement De L'interrupteur Et/Ou Du Col De Cygne
4-4. Remplacement de l’interrupteur et/ou du col de cygne Y Débrancher d’abord la torche. Retirer l’écrou de blocage de la poignée. Faire glisser la poignée. Enlever le boîtier de l’interrupteur. Note: En cas de montage d’un nouvel interrupteur, pousser les connecteurs de fil sur le bornier du nouvel interrupteur (la polarité... -
Page 21: Remplacement Du Tube-Contact De La Torche
4-5. Remplacement du tube-contact de la torche Y Arrêter l’appareil. Buse Tube-contact Couper le fil de soudage au niveau Outils nécessaires: du tube-contact. Enlever la buse. Retirer la tête et monter un nouveau tube-contact. Monter la buse. Ref. 800 797-C 4-6. -
Page 22: Tableau De Dépannage Entraînement Du Fil/De La Torche
4-8. Tableau de dépannage entraînement du fil/de la torche Problème d’entraînement du fil/de la Remède torche L’alimentation du fil s’arrête en cours de Redresser le faisceau de la torche et/ou remplacer les éléments endommagés (voir Section 4-3). soudage. Régler la pression du galet d’entraînement (voir Section 2-11). Réajuster la tension du moyeu (voir Section 2-7). -
Page 23: Section 5 - Schema Electrique
SECTION 5 – SCHEMA ELECTRIQUE SC-186 683 Figure 5-1. Schéma électrique de la source OM-929 Page 19... -
Page 24: Section 6 - Liste Des Pieces
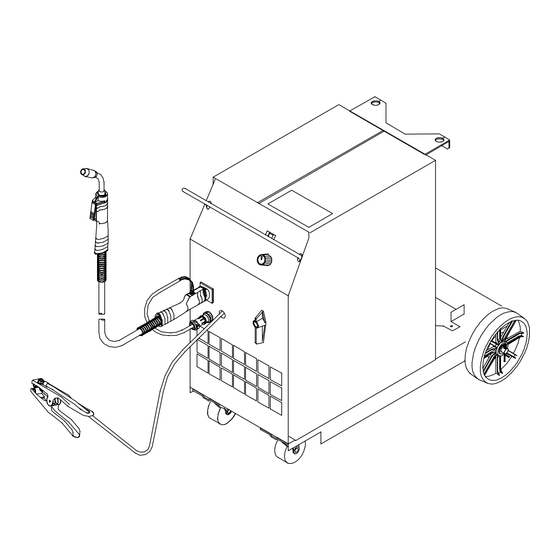
SECTION 6 – LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. 801 873-C Figure 6-1. Ensemble principal OM-929 Page 20... - Page 25 Item Dia. Part Mkgs. Description Quantity Figure 6-1. Ensemble principal ... . . 196 902 LABEL, set, nameplate & side decals ........
- Page 26 La visserie est seulement disponible que si elle figure sur la liste. ST-801 877-C Figure 6-2. Center Baffle w/Components OM-929 Page 22...
- Page 27 Item Dia. Part Mkgs. Description Quantity Figure 6-2. Center Baffle w/Components (Fig 6-1 Item 10) ....170 201H . . . NUT, retaining w/warning label ........
- Page 28 La visserie est seulement disponible que si elle figure sur la liste. 800 792-B Figure 6-3. M-15 Gun Item Part Description Quantity 169 589 Figure 6-3. M-15 Gun (Fig 6-1 Item 41) ..169 715 NOZZLE, slip type .500 orf flush .
-
Page 31: Garantie
Champion 10,000. La présente garantie s’applique également aux le distributeur Hobart modèles Beta-Mig 1800, Champ 1435, 2060 et 8500, Ironman 250, Stickmate, Tigmate ainsi de votre région en qu’aux soudeuses par points HSW-15 et HSW-25 à partir du numéro de série KK200262. -
Page 32: Informations Propriétaire
Informations propriétaire Veuillez remplir le formulaire ci-dessous et conservez-le dans vos dossiers. Nom du modèle Numéro de série/style Date d’achat (Date du livraison de l’appareil au client d’origine) Distributeur Adresse Ressources disponibles Veuillez toujours préciser le NOM DU MODÈLE et le NUMÉRO DE SÉRIE/STYLE. Disponibles chez votre distributeur : Pour connaître l’emplacement d’un distributeur, d’un détaillant...