Miller S-64M Manuel De L'utilisateur
Masquer les pouces
Voir aussi pour S-64M:
- Manuel de l'utilisateur (52 pages) ,
- Manuel de l'utilisateur (52 pages)
Table des Matières
Dépannage

Manuels Connexes pour Miller S-64M











Sommaire des Matières pour Miller S-64M
- Page 1 OM-1585/fre 155 317Y October 2003 Procédés MIG−pulsé Soudage Fil Fourré (avec ou sans gaz) Description Dévidoir (utiliser avec sources CC/CV) S-64M MANUEL DE L’UTILISATEUR Visitez notre site sur www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION ......1-1. - Page 4 Table des matières SECTION 11 − PROGRAMMES DE SOUDAGE PULSE STANDARDS POUR LES SOURCES DE COURANT DE SOUDAGE DE TYPE ONDULEUR XMT 304 ..........11-1.
-
Page 5: Déclaration De Conformité Pour Les Produits De La Communauté Européenne (Ce)
Communauté européenne (CE) NOTE Ces renseignements sont fournis pour les appareils avec la certification CE (voir la plaque caractéristique sur l’appareil). Miller Electric Mfg. Co. Nom du fabricant: 1635 W. Spencer Street Adresse du fabricant: Appleton, WI 54914 USA S-64M déclare que le produit:... - Page 6 Fax: 39(02)98290-203 dec_con1 _fre11/02...
-
Page 8: Section 1 − Consignes De Sécurité − À Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION som_fre 8/03 1-1. Signification des symboles Signifie « Mise en garde. Faire preuve de vigilance. » Cette procédure présente des risques identifiés par les symboles adjacents aux directives. Ce groupe de symboles signifie « Mise en garde. Faire preuve de vigi- Y Identifie un message de sécurité... - Page 9 LES RAYONS DE L’ARC peuvent cau- LES ACCUMULATIONS DE GAZ peu- ser des brûlures oculaires et cuta- vent causer des blessures ou même nées. la mort. Le rayonnement de l’arc génère des rayons visibles et D Couper l’alimentation en gaz protecteur en cas de invisibles intenses (ultraviolets et infrarouges) suscep- non utilisation.
-
Page 10: Autres Symboles Relatifs À L'installation, Au Fonctionnement Et À L'entretien De L'appareil
1-3. Autres symboles relatifs à l’installation, au fonctionnement et à l’entretien de l’appareil. Risque D’INCENDIE OU D’EXPLO- LES ORGANES MOBILES peuvent SION causer des blessures. D Ne pas placer l’appareil sur une surface inflam- D Se tenir à l’écart des organes mobiles comme les mable, ni au−dessus ou à... -
Page 11: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, norme ANSI Z49.1, Rexdale, Rexdale (Ontario) Canada M9W 1R3 (téléphone : (800) de l’American Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 463−6727 ou à Toronto : (416) 747−4044, site Web : www.csa−interna- (téléphone : (305) 443−9353, site Web : www.aws.org). -
Page 12: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Définitions des étiquettes d’avertissement A. Avertissement! Attention! Il y a des dangers possibles indiqués par les symboles. B. Des rouleaux de commande peuvent provoquer des blessures aux doigts. C. Le fil de soudure et les organes mobiles sont sous tension pendant les opérations de soudage −... -
Page 13: Plaque Caractéristique Pour Les Produits Ce
2-2. Plaque caractéristique pour les produits CE Voir Section 4-3 pour l’emplacement. 50/60 IP 21 10,0 ST-178 464-A 2-3. Symboles et définitions NOTE Certains symboles ne se trouvent que sur les produits CE. Sortie Courant alternatif Ampères Volts Niveau de Arrêt Facteur de marche Hertz... -
Page 14: Section 3 − Introduction
SECTION 3 − INTRODUCTION 3-1. Spécifications Régime de Caractéris- Type Type de la source vitesse du Diamètres tiques du Dimensions d’alimentation de courant de Nomi- Poids distributeur du fil circuit de hors tout électrique soudage de fil soudage Tension constante (CV) Standard: 50 à... -
Page 15: Connexions De L'équipement
4-2. Connexions de l’équipement Source de soudage onduleur CC/CV, 300/400 A Utiliser cette configuration pour le MIG/MAG et le MIG-pulsé. Source de soudage onduleur 450 A DC Câble 14 broches Câble de soudage plus (+) Câble de soudage moins (−) S’assurer du dimensionnement correct des câbles de soudage pour l’ampérage de pic en mode MIG... -
Page 16: Connexions À L'arrière Du Coffret Et Ensemble D'entraînement
4-3. Connexions à l’arrière du coffret et ensemble d’entraînement Tuyau de gaz fourni par le client Raccord du robinet de gaz protecteur Exige un raccord avec filetage à droite de 5/8-18. Fil de détection de la tension Câble 14 broches Câble de soudage Borne du câble de soudage Ensemble d’alimentation du fil... -
Page 17: Connecteur 14 Broches
4-4. Connecteur 14 broches Broche* Broche Courant alternatif 24 volts par rapport à la broche G. La fermeture du contact en A ferme le circuit de commande du contacteur 24 volts. Commun du circuit 24 volts AC. Sortie c.c. +10 volts vers la commande à distance par rapport à la broche D. Commun du circuit de commande à... -
Page 18: Mise En Place Et Enfilage Du Fil De Soudage
4-7. Mise en place et enfilage du fil de soudage Monter les guides-fil et le guide anti-usure. Si nécessaire, déplacer le moyeu et le support de bobine de manière que le fil est dévidé en ligne droite à travers les galets d’entraînement. Install- er la bobine de fil. -
Page 19: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Termes de fonctionnement NOTE Voir le guide du menu pour les étapes de programmation détaillées. On trouvera ci-après une énumération des expressions et leurs définitions applicables au dévidoir: Expressions générales: Pulsé Adaptif Le dévidoir ajuste automatiquement la fréquence d’impulsions pour maintenir une longueur d’arc constante, indépendamment de la sortie du fil de soudage. -
Page 20: Commandes Du Panneau Frontal
5-3. Commandes du panneau frontal ST-155 222-B Afficheur Tourner la commande d’un cran en cas de Bouton 2 temps / 4 temps et voyant sélection de IPM (Inches Par Minute) aug- indicateur Sélecteur des paramètres mente/diminue de un la vitesse d’alimenta- Pour souder sans maintenir la gâchette du tion du fil. -
Page 21: Commandes Des Panneaux Latéral Et Arrière
5-4. Commandes des panneaux latéral et arrière Afficheur Mode Bouton Mode Appuyer sur le bouton pour > déplacer sur l’afficheur. Affichage des paramètres Sélecteur des paramètres Appuyer sur le bouton pour > déplacer sur l’afficheur. Bouton d’incrémentation Bouton de décrémentation. Interrupteur marche-arrêt Coupe-circuit CB1 Panneau arrière... -
Page 22: Section 6 − Reglage Des Parametres Sequentiels
SECTION 6 − REGLAGE DES PARAMETRES SEQUENTIELS 6-1. Paramètres de la séquence des programmes Voir le guide du menu pour les étapes de programmation dé- taillées. Réglage de la longueur d’arc. A zéro la longueur d’arc est courte et à 99 elle est grande. Lorsque la durée de la séquence de soudage est réglée à... -
Page 23: Section 7 − Reglage Des Parametres Du Double Programme
SECTION 7 − REGLAGE DES PARAMETRES DU DOUBLE PROGRAMME 7-1. Sélection du double programme Le double programme comprend deux programmes de soudage consécutifs 1 & 2, 3 & 4, 5 & 6, ou 7 & 8. Il est possible de combiner tout type de programme (MIG, MIG Pulsé... -
Page 24: Schéma De Branchement Des Interrupteurs (En Option) De Double Programme
7-2. Schéma de branchement des interrupteurs (en option) de double programme Momen 2P (interrupteur bipolaire à contact DSS-10 DSS-9M momentané) Maint 2P (interrupteur bipolaire à contact de maintien) Maint 1P ou gâchette (inter- rupteur unipolaire à contact de maintien) Gâchette Permet le double programme après l’amorçage de l’arc. -
Page 25: Mise En Place De La Carte De Mémoire
8-2. Mise en place de la carte de mémoire Etiquette Fixer l’étiquette sur la carte de mé- moire. Porter des détails du pro- gramme sur l’étiquette. Carte de mémoire. Fente de la carte Pour une carte de mémoire vide: Insérer la carte dans la fente. Pour formater la carte, mettre sous ten- sion. -
Page 26: Entrer Un Code D'accès
8-4. Entrer un code d’accès Ecran sécurité (Security) Le code d’accès nécessite la carte de mémoire inséré. Ecran de verrouillage des programmes (Lock) Ecran code d’accès (Access Code) Si un code d’accès est présent, l’é- S é q u e n c e >P r o g r cran suivant s’affichera lors de ten- 2 P r o g r... -
Page 27: Sécurité
8-5. Sécurité La fonction sécurité permet de défi- nir une limite minimum et maximum pour la longueur d’arc, la vitesse du La fonction sécurité ne fonctionne que lorsqu’une carte de mé- fil (MPM), et ShpArc (voir Section moire est insérée. 13). -
Page 28: Section 9 − Configuration
SECTION 9 − CONFIGURATION 9-1. Accéder au menu Configuration Panneau Latéral Interrupteur de mise sous ten- sion Presser et maintenir appuyé les deux boutons tout en mettant en marche le coffret. Ecran principal Affichage en face avant pendant la configuration. Menu Configuration Suivre cette procédure à... -
Page 29: Menu Configuration
9-2. Menu Configuration CHOIX DE LIGNE NOTES >Système Sélectionne le procédé que la source de soudage est capable d’exécuter. >Modèle Pour les sélections Invision 456 et XMT 304, les programmes de pulsation et les valeurs de courant & tension mini- mum et maximum de la source de soudage sont chargées automatiquement. -
Page 30: Section 10 − Programmes Soudage Pulse Standard Pour Les Sources De Courant De
SECTION 10 − PROGRAMMES SOUDAGE PULSE STANDARD POUR LES SOURCES DE COURANT DE SOUDAGE DE TYPE ONDULEUR PHOENIX/INVISION 456 Remarque Pic = Ampérage de pic, Vpk = Tension de Pic, Base = Ampérage de base, PPS = Pulsations par seconde, PWms = Largeur d’impulsion (millisecondes). Les huit programmes suivants sont en mémoire dans le dévidoir. -
Page 31: Programme 5 − Acier Inox
10-5. Programme 5 − Acier Inox Diamètre/type de fil: 0,035” Gaz: Ar - He - CO / 19 Lpm Base PWms COMMENTAIRES 17,8 33,9 10,2 31,6 28,5 26,0 10-6. Programme 6 − Acier Inox Diamètre/type de fil: 0,045” Gaz: Ar - He - CO / 19 Lpm Base PWms... -
Page 32: Section 11 − Programmes De Soudage Pulse Standards Pour Les Sources De Courant
SECTION 11 − PROGRAMMES DE SOUDAGE PULSE STANDARDS POUR LES SOURCES DE COURANT DE SOUDAGE DE TYPE ONDULEUR XMT 304 Remarque Pic = Ampérage de pic, Vpk = Tension de Pic, Base = Ampérage de base, PPS = Pulsations par seconde, PWms = Largeur d’impulsion (millisecondes). Les huit programmes suivants sont en mémoire dans le dévidoir. -
Page 33: Programme 5 − Acier Inox
11-5. Programme 5 − Acier Inox Diamètre/type de fil: 0,035” Gaz: Ar - He - CO / 19 Lpm Base PWms COMMENTAIRES 17,8 35,8 10,2 32,9 29,7 29,1 11-6. Programme 6 − Acier Inox Diamètre/type du fil: 0,045” Gaz: Ar - He - CO / 19 Lpm Base PWms... -
Page 34: Section 12 − Reglage «Sharparc
SECTION 12 − REGLAGE «SharpArc» 12-1. Choisir et régler SharpArc SharpArc s’affiche «Arc» sur l’é- cran. Est utilisé pour régler la lar- geur du cône de l’arc de soudage. Positionner le curseur > sur Arc avec le sélecteur des paramètres et régler la valeur de 0 à... -
Page 35: Section 13 − Points D'apprentissage
SECTION 13 − POINTS D’APPRENTISSAGE 13-1. Mode « Modif 15 points » Apk = Ampérage de pic Vpk = Tension de Pic Abk = Ampérage de base PPS = Pulsations par seconde IPM / MPM PWms = Largeur d’impulsion (millisecondes) 780 / 19,8 750 / 19,1 700 / 17,8... -
Page 36: Redéfinition Des Points D'apprentissage
13-2. Redéfinition des points d’apprentissage MPM/IPM MPM/IPM détermine la vitesse de dépôt du métal D’une manière générale, il n’est nécessaire Redéfinition du point d’apprentissage MPM redéfinir MPM, à moins qu’un fil spécial ou la forme inhabituelle d’un joint ne l’exige. Utiliser le sélecteur de paramètres du panneau frontal pour déplacer >... - Page 37 Date Numéro de programme Diamètre/type de fil Fabricant du fil Date de fabrication Débit L/min Equipement utilisé − source d’alimentation Numéro de série Dévidoir Numéro de série Modèle de torche Câble de soudage − moins Plus IPM / MPM PWms COMMENTAIRES Secondes de pre-gaz: Runin MPM:...
-
Page 38: Section 14 − Maintenance Et Depannage
SECTION 14 − MAINTENANCE ET DEPANNAGE 14-1. Maintenance de routine Y Couper l’alimentation avant d’effectuer des travaux d’entretien 3 mois Remplacer Nettoyer Réparer ou et serrer remplacer étiquettes un câble de illisibles bornes de soudage soudage fissuré Remplacer Tuyau et Cordon Câble du les parties... -
Page 39: Affichages D'erreur
14-3. Affichages d’erreur L a c h e r G a c h e t t e R e t o u r T e n s i o n E r r e u r Affichage d’erreur “Lacher Appuyer sur le sélecteur de pa- Gachette”... -
Page 40: Dépannage
14-4. Dépannage Y Débrancher l’alimentation avant d’effectuer des travaux de dépannage. Cause Remède Le fil avance, le gaz protecteur s’écoule, Contrôler les branchements des câbles. S’ils sont bien fixés, contrôler la continuité du câble et réparer mais le fil-électrode n’est pas sous ten- ou remplacer (voir les Sections 4-2 et 4-3). -
Page 41: Section 15 − Schema Electrique
SECTION 15 − SCHEMA ELECTRIQUE Figure 15-1. Schéma de connexions Revenez à la table des matières OM-1585 Page 34... - Page 42 SD-183 495-B Revenez à la table des matières OM-1585 Page 35...
-
Page 43: Section 16 − Liste Des Pieces
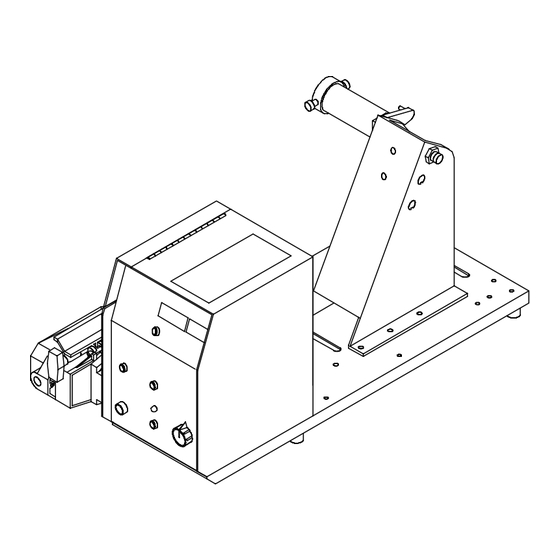
SECTION 16 − LISTE DES PIECES La visserie est seulement disponible que si elle figure sur la liste. Fig 16-2 Fig 16-3 ST-157 134-G Figure 16-1. Ensemble principal Revenez à la table des matières OM-1585 Page 36... - Page 44 Item Part Description Quantity Figure 16-1. Ensemble principal ....141 753 HUB & SPINDLE ASSEMBLY, (consisting of) ......
- Page 45 La visserie est seulement disponible que si elle figure sur la liste. See Tableau 16-1 For Drive Roll & Wire Guide Kits 137 222-N Figure 16-2. Drive Assembly, Wire Revenez à la table des matières OM-1585 Page 38...
- Page 46 Item Dia. Part Mkgs. Description Quantity Figure 16-2. Drive Assembly, Wire (Fig 16-1 Item 22) ....010 668 SCREW, cap stl sch .250-20 x 1.500 .
- Page 47 La visserie est seulement disponible que si elle figure sur la liste. Figure 16-3. Control Box ST-157 135-H Revenez à la table des matières OM-1585 Page 40...
- Page 48 Item Dia. Part Mkgs. Description Quantity Figure 16-3. Control Box (Fig 16-1 Item 14) ....147 139 TAPE, adh acrylic double sided .010 x .500 x 3.000 .
- Page 49 Item Dia. Part Mkgs. Description Quantity Figure 16-3. Control Box (Fig 16-1 Item 14) (suite) ....159 264 RING, rtng ext .625 shaft grv x .045thk E style .
- Page 50 Tableau 16-1. Galets d’entraînement et guides−fil Wire Size V-GROOVE U-GROOVE VK-GROOVE UC-GROOVE 4 Roll Drive 4 Roll Drive 4 Roll Drive 4 Roll Drive Metric Fraction Roll Roll Roll Roll .023-.025 in. 0.6 mm 150 993 149 518 151 024 087 130 .030 in.
- Page 51 Notes...
- Page 52 Notes...
- Page 53 Entrée en vigueur le 1 janvier 2003 (Equipement portant le numéro de série précédé de “LC” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des La garantie limitée True Blue MILLER...
-
Page 54: Informations Propriétaire
: térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2003 Miller Electric Mfg. Co. 1/03...