Table des Matières
Publicité
Les langues disponibles
Les langues disponibles
Liens rapides
STRaIGHT LInE PoRTaBLE CUTTInG MaCHInE
TRaGBaRE BREnnSCHnEIDMaSCHInE
FüR GERaDES BREnnSCHnEIDEn
Přenosný řezací stroj Pro Přímé řezání kyslíkem
machine d'oxycouPage droite Portable
MaCCHIna Da TaGLIo PoRTaTILE PER TaGLIo DIRETTo aD
oSSIGEno
máquina Portátil de corte transversal con oxígeno máquina cortadora
Portátil Para corte recto a oxigénio
Portabel skärmaskin för rätlinjig skärning med oxy-fuel
Переносной режущий агрегат для Прямой резки кислородом
Przenośny Półautomat do Prostoliniowego cięcia tlenem
hordozható lángvágógéP oxigénnel történő közvetlen vágásra
INSTRUCTION FOR USE
BEdIENUNgSaNlEITUNg
Návod k použití
MOdE d'EMplOI
IT
RU
PL
HU
GB
DE
CZ
FR
ES
PT
SE
Publicité
Table des Matières

Sommaire des Matières pour GCE proFIT 60010
- Page 1 STRaIGHT LInE PoRTaBLE CUTTInG MaCHInE TRaGBaRE BREnnSCHnEIDMaSCHInE FüR GERaDES BREnnSCHnEIDEn Přenosný řezací stroj Pro Přímé řezání kyslíkem machine d’oxycouPage droite Portable MaCCHIna Da TaGLIo PoRTaTILE PER TaGLIo DIRETTo aD oSSIGEno máquina Portátil de corte transversal con oxígeno máquina cortadora Portátil Para corte recto a oxigénio Portabel skärmaskin för rätlinjig skärning med oxy-fuel Переносной...
- Page 2 MaNUalE d´USO INSTRUCCIONES dE USO INSTRUçõES dE USO BRUkSaNvISNINg ИнструкцИя по эксплуатацИИ iNstrukcja obsługi HaSzNálaTI úTMUTaTó Page 1/156...
-
Page 4: Technical Data
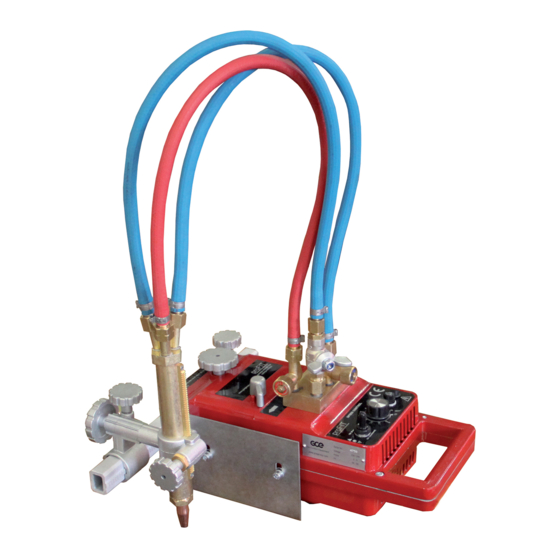
® Fig.1 Machine GCE proFIT with Zn-coated guide rail cutting, preheating and welding but with additional equipment (not supplied with the machine) and by making necessary changes. these operating instructions explain safe and efficient operation of gcE proFit ® proFIT®... - Page 5 2.3 ITEMS To BE oRDERED Cutting machines and guiding rail-tracks art number Description ® 548900060001 gCE proFIT machine with one nozzle mix torch, without track 548900060000 gCE proFIT ® machine without torch, without track 304605904...
- Page 6 art number Description Recomended cutting Pos. type nozzles 0766262 Nozzle mix cutting torch apMYF aNME, aMd Collex, pNME, k50pUz 0766221 BIR Mini, injector cutting torch aC, (aSd) 0766222 BIR Mini, injector cutting torch pMYF pUz, (pSd) 0766173 FIT Mini, injector cutting torch Ma133 0766174 FIT Mini, injector cutting torch...
-
Page 7: Adjustment
• from 40 mm to 345 mm, with extension kit for two cutting torches circle cutting pole adjustment: ® Fig.3: GCE proFIT with one cutting torch • from 40 mm to 670 mm, with one cutting torch • from 40 mm to 840 mm, with extension for two... - Page 8 14001010 3-10 600-730 2,0-3,0 1,3-1,7 14001011 10-25 410-620 4,5-5,0 2,3-2,8 0,35 14001012 25-40 340-410 4,0-5,0 2,3-2,8 0,35 14001013 40-60 310-340 4,0-5,0 4,1-5,1 0,35 14001014 60-100 250-320 5,0-6,0 8,1-9,5 14001015 100-200 210-270 6,5-7,5 12,0-13,0 14001020 3-100 ** H. n. 14001021 100-300 ** H.
- Page 9 3-5 5- 202150330 650-900 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 15-30 3,6-4,15 202150332 460-680 0,2-0,8 0,55 6,5-7,5 5,2-5,85 30-50 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 0,2-0,8 11,1-12,3 202150335 250-365 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 10 distance adjustment bar fixing hand-wheel distance adjustment bar set up handwheel Fuel gas shut-off valve Cutting oxygen shut-off valve Internal gas hoses Heating oxygen shut-off valve Fuel gas inlet connection: g3/8 lH oxygen inlet connection: g1/4 guiding gas manifold rail-track Torch power cable holder fixing...
-
Page 11: Machine Installation
4.1.1. the operator shall be aware of safety operation specified in this instruction for use before any handling ® with gCE proFIT . the operator shall be experienced with oxy-fuel equipment and trained according to request of iso, EN or national standards with respecting all requests of legal authorities. - Page 12 4.1.4. noZZLE CHooSInG please follow the chart with cutting nozzles above. use proper nozzle size according to metal plate thickness. gcE cutting nozzles are designed for cuts of quality level 1 according to EN iso 9013. it is possible to reach...
- Page 13 4.5.1. place the rail on the part to be cut. if there is a need for a length more than 2m then connect the second rail with the first as shown on Figure 7. ® 4.5.2. place gCE proFIT on the rail. Make sure that front and rear wheels fit in the rail furrows. rear wheel should fit,wthat it doesn’t move.
- Page 14 Fig.11: Extension kit with second cutting torch hoses. 8. use proper cutting nozzles according to point 2.5 above. gcE proFit ® machine with two torches can be used for bevel cutting and for strip cutting as shown at the Figure 12.
- Page 15 • Continuously check the tightness of the nozzle-torch seat • ® Wipe gCE proFIT with a cloth to clean it from slag and metal oxides. • check if there are damages in the hoses and electric cable. Exchange damaged parts.
- Page 16 Lubricate front and rear wheel bearings components. • Check if machine works properly and check gas tightness before ® starting operating gCE proFIT voltage changing a proper transformer for 240v and 110v aC is installed within the machine. the machine is set for the voltage specified on the identification label placed on the body of the machine.
- Page 17 9.1. Packing ® gCE proFIT is surrounded by preservations all around the box. cutting machine body is in the box separated from the accessories; the box is divided into two parts. 9.2. SToRaGE...
-
Page 18: Safety Instruction
safety instruction 10.1. PRECaUTIonS oF oPERaTIon anD USInG • Fix the machine position and install the machine properly before starting to use and check. • Make sure that the switch is in “middle” position before inserting the plug into power socket. •... -
Page 19: Safety Labels
Precautions which shall be taken in working aREa • keep the flame away from the gas source, keep at least 3m safety distance (gas cylinders, pipeline, and hoses) • do not expose acetylene cylinder, pipeline, hoses and tubes to temperatures higher than 50°c (130°F). •... - Page 20 string of solidified droplets concave cut surface profile irregular cut surface profile Edge melting on • • • • Heating flame too strong Forward speed of torch too Cutting oxygen pressure too Forward speed of torch too • distance between nozzle fast slow and sheet metal too small...
- Page 21 • sheet metal with finely divided inclusions Grouped gouge areas • Forward speed of torch too fast • Scaled or corroded or dirty shee metal surface • distance between nozzle and sheet metal too smalll • Flame too weak grouped gouges in the bottom half of the cut •...
-
Page 22: Beschreibung
Empfehlungen. proFIT Führungsbahn angewandt werden, aber nur mit einer zusatzeinrichtung (nicht mitgeliefert) und nach der durchführung der notwendigen anpassungen. diese Bedienungsanleitung erklärt die grundsätze des sicheren und effektiven schinenbetriebs gCE ® proFIT Die tragbare Schneidmaschine GCE proFIT ® kann nur bei beachtung der warnhinweise angewandt werden, die in der bedienungsanleitung angegeben sind. -
Page 23: Technische Daten
Führungsbahn wird getrennt von der Maschine geliefert 2.3 mögliche bestellPositionen Bild 2 Schneidbrenner Brennschneidmaschinen und Führungsbahnen art.nr. Beschreibung ® 548900060001 Maschine gCE proFIT mit einem Brenner für gasemischende düsen, ohne laufbahn ® 548900060000 Maschine gCE proFIT ohne Brenner, ohne Bahn 304605904 Erweiterungssatz für den zweiten Schneidbrenner... - Page 24 0766173 FIT Mini, Injektor- Ma133 Schneidbrenner 0766174 FIT Mini, Injektor- pMYF Mp133, (MY133) Schneidbrenner Bild 3: GCE mit einem Schneidbrenner Bild 4: GCE mit zwei Schneidbrennern ® ® proFIT proFIT 2.4 einstellmöglichkeiten der schneidbrenner bereich der vertikalen bewegung des schneidbrenners 75 mm. abstand der Mitte des schneidbrenners vom gehäuserand:...
- Page 25 • Ø 80 mm – Ø 1680 mm, mit einem Erweiterungssatz für zwei Schneidbrennerim Falle der Erweiterung um eine kreisschneideinrichtung: • Für einen schneidbrenner: von 40 mm bis 1170 mm (Ø 80 – Ø 2340 mm) • Für zwei schneidbrenner: von 40 mm bis 1340 mm (Ø 80 – Ø 2680 mm) 2.5 SCHnEIDDüSE 14001010 3-10...
- Page 26 Anwendung mit Bld. C: Injektordüsen Brenner: MA133 BIR Mini A, 0766221 Brenngas: A Bld. B: Injektrodüsen Anwendung mit PUZ* Brenner: Brenngas: PM FIT Mini A, 0766173 Bld. D: Injektordüsen Anwendung mit Brenner: MP133 BIR Mini PM, 0766222 Brenngas: PM 202150330 650-900 3-5 5- 0,2-0,8...
- Page 27 Bld. E: Mischdüse A- Bld. G: Mischdüse Bld. H: Mischdüse Bld. F: Mischdüse K50 ANME Brenngas: A ANME Brenngas: A PUZ und K70 PUZ Anwendung mit Anwendung mit Coolex Brenngas: A Brenngas: PMYF Brenner: Nozzle mix, Brenner: Nozzle mix, Anwendung mit Anwendung mit 60009 60009...
- Page 28 Handrad zur arretierung der Stange für die Einstellung des Brennerabstands Handrad für die Einstellung des Brennerabstands Brenngas-absperrventil Schneidsauerstoff-absperrventil Schlauchpaket Heizsauerstoff-absperrventil brenngas-Eingangsanschluss: g3/8 lH sauerstoff-Eingangsanschluss: g1/4 Laufbahn od. Führungsschiene gasverteiler Handrad für die arretierung des Brenners versorgungskabel mit Stecker (10m) Handrad für Brenner- winkeleinstellung Brennerlager...
- Page 29 kupplungshebel Bild 5: Maschinenbeschreibung MaSCHInEnInSTaLLaTIon Nehmen sie alle teile aus der verpackung heraus. installieren sie die teile in der reihenfolge, wie unten beschrieben. 3.1. stromversorgung Überprüfen Sie den Stromanschluss (maximale zulässige Spannung) vor dem Netzanschluss (siehe oben angegebener punkt 2.1. technische daten). an das versorgungsnetz können nur unbeschädigte stecker und kabel angeschlossen werden.
- Page 30 4.1.4. auswahl der Schneiddüse gehen sie gemäß der oben angegebenen tabellen für die jeweilige schneiddüse vor. Wenden sie die richtige düsengröße gemäß der Materialdicke an. die gcE schneiddüsen sind für schnitte auf dem Qualitätsniveau 1 gemäß der Norm EN iso 9013 vorgesehen. die maximale schneidgeschwindigkeit für geradschnitte kann nur durch die Einstellung der Schneidparameter gemäß...
- Page 31 über 2 m sichergestellt werden soll, verbinden Sie dann die zweite Schiene mit der ersten, wie im bild 7 dargestellt. ® 4.5.2. legen Sie die gCE proFIT auf der Laufbahn ab. vergewissern Sie sich, dass das vorder- und Hinterrad gerade kante in die bahnnuten einrasten.
- Page 32 – schräge schnitte mit einem brenner (ohne abstumpfung der schweißnahtwurzel). ® Bereiten Sie die Einheit gCE proFIT gemäß dem punkt 4.5. oben vor. Lösen sie leicht das Handrad für die Einstellung des Brennerwinkels und drehen Sie den Brenner mit dem Halter so, dass der gewünschte Winkel erreicht werden kann.
- Page 33 Bild 11: Erweiterungssatz mit dem zweiten Sch- verwenden Sie die richtigen Schneiddüsen gemäß dem punkt 2.5 oben. die neidbrenner ® Maschine gCE proFIT mit zwei Haltern kann für das Schrägschneiden und für das Schneiden von bändern angewandt werden, wie im bild 12 angezeigt. 33/222...
- Page 34 • schmieren sie die Lagerkomponenten des vorder- und Hinterrades. • kontrollieren Sie, ob die Maschine ordentlich arbeitet und die ® dichtheit des gassystems vor dem Betriebsbeginn der gCE proFIT Maschine. Steuertafel - 110 v Bild 13.: Spannungs- änderung 240V-110V sPannungsänderung...
- Page 35 Maschinenvorderteil und der Halter des anderen brenners zum Maschinenhinterteil gerichtet wird. innerhalb der Maschine ist der eigene transformator für 240v und 110v ac installiert. die Maschine ist für die arbeit unter der spannung gemäß dem identifikationsschild eingestellt, das sich am Maschinengehäuse befindet. •...
-
Page 36: Transport
Reparatur des Systems durchführen oder getriebesystem durchführen lassen Brennerstörung Brenner ersetzen lagerung, übertragung und transPort 9.1. verPackung ® die Einheit gCE proFIT wird während der verpackung im Herstellwerk Schutzelementen ganzen kistenbereich versehen. gehäuse Schneidmaschine ist im karton vom zubehör getrennt; die kiste wird in zwei teile geteilt. - Page 37 • Übertragen sie nicht die Maschine, wenn die Flamme brennt. • vermeiden Sie das Herausfallen der Metallteile oder grate, wenn die Maschine über dem Fußbodenniveau arbeitet. • gehen sie sehr vorsichtig während des Maschinentransport an einen anderen ort vor. 10.2. schutzmassnahmen bezüglich des stromsystems •...
- Page 38 • setzen sie die azetylenflasche, rohrleitung, schläuche und düsen den temperaturen über 50 °c (130 °F) nicht aus. der sauerstoff selbst entzündet sich nicht, aber in kontakt mit anderen brennbaren Stoffen kann es leicht zur Entzündung kommen • vergewissern Sie sich, dass die Sauerstoffkonzentration im arbeitsbereich nicht höher ist, als die sauerstoffkonzentration in der atmosphäre.
- Page 39 emPfehlungen für Perfektes schneiden verengung der trennungsfuge verengung der trennungsfuge konkave schnittoberfläche vor Stufe an der Unterkante (Zusammenlaufen) (auseinanderlaufen) dem oberen Rand • zu große • • • zu große zu große zu hoher Schneidgeschwindigkeit Schneidgeschwindigkeit Schneidgeschwindigkeit Schneidsauerstoffdruck • Schmutzige und/oder •...
- Page 40 Gruppierte Bereiche der nutenstörungen • zu große Schneidgeschwindigkeit • korrodierte oder schmutzige blechoberfläche oder ablagerungen • zu kleiner abstand der düse vom Blech • zu schwache Flamme Gruppierte nutenstörungen in der unteren Schnitthälfte • zu kleine Schneidgeschwindigkeit • Schmutzige und/oder beschädigte düse Fest anliegende...
-
Page 41: Technická Data
řezání, předehřev či svařování, avšak s přídavným zařízením (není dodáváno spolu se strojem) a při provedení nezbytných změn. tento návod k použití vysvětluje zásady bezpečného a efektivního ® provozu stroje gcE proFit Přenosný řezací stroj gce profit lze používat jen při respektování varovných upozornění, jež jsou ® uvedena v návodu k použití. - Page 42 Obr.2 Řezací hořáky Řezací stroje a vodicí dráhy Číslo položky Popis s jedním hořákem pro směšovací hubice, bez dráhy ® 548900060001 Stroj gCE proFIT bez hořáku, bez dráhy ® 548900060000 Stroj gCE proFIT rozšiřovací souprava pro druhý řezací hořák 304605904 vodicí...
- Page 43 GCE proFIT® se dvěma řezacími hořáky Obr.3: GCE proFIT® s jedním řezacím hořákem 2.4 možnosti nastavení řezacího rozsahu stroje rozsah vertikálního pohybu řezacího hořáku: 75 mm. vzdálenost středu řezacího hořáku od okraje skříně: • od 40 mm do 170 mm, s jedním řezacím hořákem •...
- Page 44 14001010 3-10 600-730 2,0-3,0 1,3-1,7 14001011 10-25 410-620 4,5-5,0 2,3-2,8 0,35 14001012 25-40 340-410 4,0-5,0 2,3-2,8 0,35 14001013 40-60 310-340 4,0-5,0 4,1-5,1 0,35 14001014 60-100 250-320 5,0-6,0 8,1-9,5 14001015 100-200 210-270 6,5-7,5 12,0-13,0 14001020 3-100 ** NT 14001021 100-300 ** NT 2,0-3,0 1,3-1,7 0,33...
- Page 45 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 3,6-4,15 202150332 15-30 460-680 0,2-0,8 0,55 6,5-7,5 5,2-5,85 30-50 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 0,2-0,8 202150335 250-365 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 46 46/222...
- Page 47 ovladač pro aretaci tyče pro seřízení vzdálenosti hořáku ovladač pro nastavení tyče pro seřízení vzdálenosti uzavírací ventil hořlavého plynu vnitřní plynové uzavírací ventil řezacího kyslíku hadice uzavírací ventil nahřívacího kyslíku hořlavého vstupní zapojení plynu: g3/8 LH vstupní zapojení kyslíku: g1/4 vodicí...
-
Page 48: Instalace Stroje
Obr.5: Popis stroje instalace stroje stroj je dodáván v částečně demontovaném stavu s odděleným řezacím hořákem a oddělenými díly ramene. vyjměte všechny díly z obalu. Nainstalujte je v pořadí, které je popsáno níže, abyste s nimi mohli pracovat. 3.1. elektrické naPájení Zkontrolujte elektrické... - Page 49 řezacími hubicemi (hubicemi). použijte správnou velikost hubice podle tloušťky kovové desky. Řezací hubice gcE jsou navrženy pro řezy jakostní úrovně 1 podle normy EN iso 9013. je možno dosáhnout maximální řezací rychlosti nastavením řezacích parametrů podle výše...
- Page 50 4.5.1. umístěte dráhu na tu část, kterou chcete řezat. pokud bude třeba zajistit délku delší než 2 m, pak spojte druhou kolejnici s první, jak je znázorněno na obrázku 7. 4.5.2. umístěte jednotku gcE proFit na dráhu. ujistěte se, že přední a zadní kolo zapadají do drážek dráhy.
- Page 51 řezací hubici v přesné poloze proti vyvrtanému otvoru. Začněte řezat podle bodů 4.5.3. – 4.5.6. Obr.9: Kruhové řezání 4.8.manuálně vedené řezání Řezací stroj gcE proFit může být veden ® manuálně pracovníkem obsluhy pro volný tvarový řez podle vnějšího obrysu nakresleného předem na plech.
- Page 52 7. spojte oba hořáky a plynový rozdělovač s příslušnými plynovými hadicemi. hořákem 8. použijte správné řezací hubice podle bodu 2.5 výše. stroj gcE proFit se dvěma hořáky je ® možno použít pro šikmé řezání a pro řezání pásů, jak je znázorněno na obrázku 12.
- Page 53 Údržba 5.1. denní • soustavně kontrolujte těsnost sedla hubice-hořáku • otřete stroj gcE proFIT hadříkem, abyste jej vyčistili od strusky a oxidů kovů. ® • Zkontrolujte, zda u hadic a elektrického kabelu nedošlo k poškození. vyměňte poškozené díly. • Namažte vřeteno rotačního kola za použití prostředku shell „vitrea 31“ neboekvivalentního maziva.
-
Page 54: Schéma Elektrického Zapojení
Poznámka: je užitečné označit na identifikačním štítku novou hodnotu napětí pro provedení změny. připojení stroje k nesprávnému napětí může vést k poruchám nebo ke vzniku nebezpečných stavů pro pracovníka obsluhy stroje. schéma elektrického zaPojení 54/222... - Page 55 ovládací panel - 240 v ovládací panel - 240 v 240 v 110 v ov ládací panel - 110 v 55/222...
- Page 56 Obr.13: Změna napětí 240V- 110V 56/222...
- Page 57 Přenášení a PřePrava 9.1. zabalení je při balení ve výrobním ® Jednotka gCE proFIT podniku obklopena ochrannými prvky o celém prostoru krabice. skříň řezačky je v krabici oddělena od příslušenství; krabice je rozdělena na dvě části. 9.2. skladování...
-
Page 58: Bezpečnostní Pokyny
bezPeČnostní Pokyny 10.1. oPatření Pro Provoz a Použití • určete stabilní polohu stroje a řádně nainstalujte stroj před zahájením práce se strojem a proveďte kontrolu. • ujistěte se, že spínač je ve „středové“ poloze před vložením zástrčky do napájecí zásuvky. •... - Page 59 oPatření, která je třeba Podniknout na Pracovišti • udržujte plamen mimo oblast plynového zdroje, dodržujte bezpečnostní vzdálenost alespoň 3 m (plynové tlakové láhve, plynové potrubní vedení a hadice) • Nevystavujte láhev s acetylenem, potrubní vedení, hadice a trubice teplotám vyšším než 50 °c (130 °F). •...
- Page 60 zúžení řezné spáry zúžení řezné spáry (rozbíhání) konkávní povrch řezu pod schod u spodní hrany (sbíhání) horním okrajem • • příliš velká rychlost řezání příliš velká rychlost řezání • • tlak řezacího kyslíku je příliš příliš velká rychlost • • Špinavá...
- Page 61 Fig.1 Machine GCE proFIT avec rail de guidage à revêtement ® la machine gCE proFIT peut être utilisée aussi pour coupage par zingué plasma, préchauffage et soudure, mais seulement avec des équipements supplémentaires (non fournis avec la machine), et après avoir fait les modifications nécessaires. ce mode d’emploi explique les ®...
-
Page 62: Caractéristiques De La Machine
caractéristiques de la machine 2.1 Paramètres techniques capacité de coupe (épaisseur de capacité de coupe jusqu'à 150 mm avec un chalumeau, jusqu'à matière) 100 mm avec deux chalumeaux vitesse de coupe 75 - 700 mm/min direction de mouvement en avant et en arrière à vitesse variable 80 –... - Page 63 Mini, chalumeau découpeur - pMYF pUz, (pSd) injecteur 0766173 Fit Mini, chalumeau découpeur Ma133 Fig.3: - injecteur proFIT avec un 0766174 Fit Mini, chalumeau découpeur pMYF Mp133, (MY133) - injecteur ® ® chalumeau découpeurFig.4: GCE proFIT avec deux chalumeaux découpeurs 63/222...
-
Page 64: Possibilités De Réglage De Gamme De Coupe De La Machine
2.4 Possibilités de réglage de gamme de couPe de la machine La gamme de mouvement vertical du chalumeau découpeur: 75 mm. La distance de centre du chalumeau découpeur à partir du bord du corps: • de 40 mm à 170 mm, avec un chalumeau de découpe •... - Page 65 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 90/-150 0768662 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 66 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 15-30 3,6-4,15 202150332 460-680 0,2-0,8 0,55 30-50 6,5-7,5 5,2-5,85 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 202150335 250-365 0,2-0,8 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 67 Utilisation avec Gaz combustible: PMYF ANME Gaz combustible: chalumeau:Nozzle mix, PMYF Utilisation avec Gaz combustible: A 60009 chalumeau: Nozzle mix, Utilisation avec chalumeau: Utilisation avec Fg. F: Buse mélangeur 60009 Nozzle mix, 60009 chalumeau: K50 PUZ et K70 PUZ Fg. G: Buse Fg.
- Page 68 commande pour verrouillage de tige pour réglage de distance de chalumeau levier de raccord commande de réglage de tige pour réglage de la distance vanne d’arrêt de gaz combustible vanne d’arrêt de l’oxygène de découpe Flexibles intérieurs de vanne d’arrêt de l’oxygène de réchauffement raccord d’entrée de gaz combustible: g3/8 LH...
-
Page 69: Installation De La Machine
Fig.5: Description de la machine InSTaLLaTIon DE La MaCHInE La machine est livrée partiellement démontée, avec chalumeau de coupage et les parties du bras séparées. sortez toutes les pièces de leur emballage. installez les dans la séquence décrite ci-dessous pour pouvoir les utiliser. - Page 70 (buses). utiliser la taille des buses appropriée selon l’épaisseur des tôles de métal. Les buses de coupe gcE sont conçues pour découpage de niveau de qualité 1 selon la norme EN iso 9013. il est possible d’obtenir la vitesse de découpage maximale en utilisant les paramètres de configuration de coupe selon tableau ci-dessus, en faisant des coupes droites, en utilisant...
- Page 71 4.5.1. placer le rail sur la partie à couper. si il ya un besoin pour une longueur de plus de 2 m, connectez le second rail avec le premier comme indiqué sur la figure 7. 4.5.2. placez l’unité gcE proFit ® sur le rail. assurezvous que les roues avant et arrière se positionnent dans les...
- Page 72 être en contact avec le panneau. voir aussi figure 4.9.PréParation des bords de tôle avant soudage – coupes angulaires avec un chalumeau (sans émousser la racine de soudure). préparez l’unité gcE ® proFit suivant le point 4.5. ci-dessus. dévissez légèrement commande Fig.10:...
- Page 73 Connectez les deux chalumeaux et le distributeur de gaz avec les tuyaux de gaz appropriés. ® utilises les bonnes buses de coupe suivant le point 2.5 ci-dessus. La machine gcE proFIT avec deux chalumeaux peut être utilisée pour découpe angulaire et découpe des bandes, comme illustré...
-
Page 74: Entretien
• Lubrifiez les composants des roulements de la roue avant et arrière. • vérifiez si la machine fonctionne correctement et vérifiez l’étanchéité du système gaz avant de commencer à utiliser l’unité gcE proFIT ® panneau de commande - 110 v... -
Page 75: Schéma Électrique
dans l’intérieur de la machine, il a son propre transformateur pour 240v et 110v ac. La machine est réglée à travailler avec la tension qui est indiquée sur la plaque signalétique qui est sur la boîte de la machine. pour changer la Fig.13: Changement de tension tension de la machine, suivez les instructions suivantes: •... -
Page 76: Emballage
Portage et transPort 9.1. EMBaLLaGE L’unité gcE proFit est lors d’emballage chez le fabricant ® entourée par les éléments de protection dans la boîte entière. Le corps de machine de découpe est dans la boîte séparée de ses accessoires;... -
Page 77: Précautions De Protection Concernant Le Système Électrique
• prévenir la chute des morceaux de métal ou bavures, si la machine fonctionne au-dessus du niveau de sol. • soyez très prudent lorsque vous transportez la machine à l’autre endroit. 10.2. Précautions de Protection concernant le système électrique • avant de démarrer le moteur, vérifiez la tension du réseau. -
Page 78: Étiquettes De Sécurité
Précautions qui doivent être Prises dans la zone de travail étiquettes de sécurité sur la machine, il y a des étiquettes correspondantes pour assurer l’utilisation correcte de la machine. suivez les instructions comme il faut, ne pas enlevez les étiquettes en utilisant la machine. - Page 79 g1/4” 14008263 oxygène de préchauffage g3/8” LH 14008278 gaz combustible recommandations Pour réglage afin d’obtenir la découPe PaRFaITE étranglement de la fente de étranglement de la fente de Profil concave de surface gradin au bord inférieur découpe (convergence) découpe (divergence) de coupe sous le bord •...
- Page 80 (che non fanno parte della fornitura) e di alcune modifiche tecniche. il presente manuale descrive i principi del ® funzionamento sicuro ed efficace della macchina gcE proFit ® La macchina da taglio portatile GCE proFIT si può...
-
Page 81: Caratteristiche Della Macchina
CaRaTTERISTICHE DELLa MaCCHIna 2.1 DaTI TECnICI potenza di taglio (spessore Fino a 150 mm con un cannello, fino a 100 mm con due cannelli materiale) velocità di taglio 75 - 700 mm/min direzione movimento avanti e dietro con velocità variabile diametro del taglio circolare 80 –... - Page 82 40 mm a 840 mm con kit ampliato per due cannelli ® distanza tra cannelli in caso di kit ampliato: • 60 mm, con due cannelli nella stessa parte • 485 mm, con due cannelli nelle parti opposte della macchina Fig.3: GCE proFIT con un cannello da taglio 82/222...
- Page 83 40 mm a 1170 mm (Ø 80 – Ø 2340 mm) • per due cannelli: da 40 mm a 1340 mm (Ø 80 – Ø ® Fig.4: GCE proFIT con due cannelli da taglio 2680 mm) 2.5 UGELLI Da TaGLIo 14001010...
- Page 84 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 0768662 90/-150 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 85 Fig. C: Ugelli 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 202150332 15-30 460-680 0,2-0,8 3,6-4,15 0,55 6,5-7,5 5,2-5,85 30-50 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 0,2-0,8 202150335 250-365 0,715 0,65...
- Page 86 Manopola per arresto barra di regolazione distanza cannello levetta accoppiamento Manopola regolazione lunghezza barra valvola di chiusura gas combustibile valvola di chiusura ossigeno da taglio Tubi di gas interni valvola di chiusura ossigeno riscaldante ingresso gas combustibile : g3/8 ingresso ossigeno: g1/4 Rotaia distributore gas Manopola...
-
Page 87: Alimentazione Elettrica
4.1.1. L´addetto alla macchina deve conoscere i principi dell´uso sicuro, che sono specificati nel presente ® manuale prima di iniziare qualsiasi manipolazione con la macchina gCE proFIT . L´addetto deve avere esperienze con taglio ad ossigeno e deve essere istruito in ottemperanza alle disposizioni normative ISO, EN o altre norme o regolamenti che richiedono enti competenti. - Page 88 1, di cui la EN iso 9013. si può raggiungere la velocità massima, impostando i parametri di taglio secondo la tabella, tagliando diritto, avendo la superficie di lamiera pulita, usando macchine da taglio di qualità, ugelli non danneggiati e...
- Page 89 4.6.3. la manopola d´avanzamento dovrebbe 4.8. TaGLIo Con essere leggermente inclinato verso la matrice, GUIDa ManUaLE per spingere un po´la macchina verso profilo. la macchina da taglio gCE proFIT ® 4.6.4. continuare come descritto nei punti 4.5.3. può essere condotta –...
- Page 90 – tagli inclinati con un cannello (senza smussare la radice saldatura). ® preparare l´unità gcE proFit come descritto nel punto 4.5. sopra riportato. allentare leggermente la manopola per impostazione angolo del cannello e girare il cannello in modo da ottenere l angolo richiesto, poi serrare bene la manopola d´impostazione angolo.
- Page 91 ® Usare ugelli adatti, come descritto nel punto 2.5. La macchina gcE proFIT con due cannelli si può usare per il taglio inclinato e Fig.11: Kit di ampliamento con secondo cannello per il taglio di strisce, come è...
- Page 92 • verificare il corretto funzionamento della macchina e controllare la tenuta del sistema a gas prima di ® mettere l´unità gcE proFIT in esercizio. CaMBIo TEnSIonE all´interno della macchina è istallato il trasformatore per 240v e 110v ac. La macchina è impostata per il lavoro con la tensione che è...
- Page 93 pannello di comando - 240 v 240 v 110 v pannello di comando - 110 v Fig.13: Cambio tensine 240V- 110V 93/222...
-
Page 94: Electrical Diagram
targhetta d´identificazione. L´allacciamento della macchina alla tensione scorretta può causare guasti della stessa o provocare situazioni pericolose per il personale. ELECTRICaL DIaGRaM 94/222... -
Page 95: Risoluzione Dei Problemi
9.1. IMBaLLaGGIo ® L´unità gcE proFit è protetta da materiali antiurto nell´intero spazio della scatola. La cassa della macchina è separata dagli accessori. La scatola è suddivisa in due parti. -
Page 96: Istruzioni Di Sicurezza
ISTRUZIonI DI SICUREZZa 10.1. MISURE PER IL FUnZIonaMEnTo E L´USo • Fissate la macchina in una posizione stabile. provvedere alla corretta istallazione e controllo prima di iniziare i lavori. • prima di inserire la spina nella presa, assicurarsi, che il selettore sia in posizione „centrale“. •... - Page 97 misure da Prendere sul luogo di lavoro • tenere la fiamma fuori la fonte del gas, la distanza minima di sicurezza è almeno 3 m (bombole a gas, l´impianto di distribuzione di gas e tubi flessibili) • Non esporre la bombola con acetilene, l´impianto di distribuzione di gas e tubi flessibili alle temperature superiori a 50 °c (130 °F).
- Page 98 g3/8” LH 14008278 gas combustibile RaCCoManDaZIonI PER Un TaGLIo PERFETTo Fenditura di taglio si Fenditura del taglio superficie del taglio concava Scalino dal bordo inferiore rastrema (divergenza) rastremata (convergenza) dallo spigolo superiore • velocità di taglio troppo • • • velocità...
- Page 99 Ugello sporco e /o dan- descriPción ® la gCE proFIT en una máquina portátil para cortes con oxígeno. se utiliza para cortes con oxígeno en aceros no aleados usando una llama recalentada con oxígeno y gas inflamable. Este aparto se puede utilizar también para cortes lineares circulares.
-
Page 100: Parámetros Técnicos
® aparato gCE proFIT ® Para mantener la precisión de corte de la GCE proFIT respete siempre las advertencias, que aparecen en el manual de instrucciones. es imprescindible que el operador de este aparato esté al tanto de contenido de este manual de instrucciones, que tenga la experiencia necesaria con equipos de corte de oxígeno y que haya... - Page 101 2.3 artículos que deben ser ordenados aparatos de corte y pistas guías número de artículo Descripción ® 548900060001 gCE proFIT con un soplete para boquilla carburadora, sin pista ® 548900060000 gCE proFIT sin soplete, sin pista 304605904 accesorio de expansión para un segundo soplete...
- Page 102 • 60mm, con dos sopletes de corte en el ® mismo lado Fig.3: GCE proFIT con un soplete de corte • 485 mm, con dos sopletes de corte a ambos lados del aparato 102/222...
- Page 103 40mm hasta 1170mm (Ø 80 – Ø 2340mm) • para dos sopletes de corte: desde 40mm hasta 1340mm (Ø 80 – Ø 2680 mm) ® Fig.4: GCE proFIT con dos sopletes de corte 2.5 boquillas de corte 14001010 3-10 600-730...
- Page 104 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 0768662 90/-150 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 105 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 2,15-2,6 202150331 8-15 600-800 0,2-0,8 0,55 202150332 15-30 460-680 0,2-0,8 3,6-4,15 0,55 30-50 6,5-7,5 5,2-5,85 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 202150335 250-365 0,2-0,8 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 106 106/222...
- Page 107 Control de bloqueo de la barra para el ajuste de la distancia del soplete Control de ajuste de la barra para el ajuste de la distancia. válvula de cierre del gas inflamable Mangueras válvula de cierre del oxígeno de corte internas de gas válvula de cierre del oxígeno de caldeo conexión de entrada del gas...
-
Page 108: Instalación Del Aparato
palanca de la transmisión Fig.5: Descripción del aparato instalación del aParato La máquina se suministra en un estado parcialmente desmontado, con un soplete de corte aparte y ciertas partes de la caja separadas. para ensamblar estas partes retire todas las piezas del embalaje y móntelas en el orden descrito a continuación. - Page 109 Las boquillas de corte gcE están diseñadas para cortes de calidad nivel 1, según la norma EN iso 9013. Es posible alcanzar la velocidad máxima de corte, ajustando los parámetros del corte según la tabla para cortes rectos y siempre que la superficie de la placa...
- Page 110 4.7.2. Marque el centro del círculo que desea cortar, a agujero perforado. 1,5mm de profundidad y a un ángulo de 60°. desbloquee comience el corte según la rueda de guía giratoria y coloque la unidad gcE los puntos 4.5.3. - 4.5.6. ® proFIT sobre la placa a cortar.
- Page 111 4.5. afterwards 4.10. cutting with two torches ® In case the gCE proFIT machine is equipped for only one torch cutting operation, it is necessary to mount Extension kit with second torch (part number 304605904) first (see Fig. 11).
- Page 112 7. Connect both torches and gas manifold Fig.11: Conjunto de expansión con segundo soplete with proper gas hoses. 8. use proper cutting nozzles according to point 2.5 above. gcE proFit ® machine with two torches can be used for bevel cutting and for strip cutting as shown at the Figure 12.
- Page 113 ® la operación de la unidad gcE proFIT cambio de voltaje La máquina tiene instalado en su interior su propio transformador de 240v a 110v ac.
- Page 114 Fig.13: Cambio de voltaje 240V- diagrama de la conexión eléctrica 110 V 114/222...
-
Page 115: Localización De Errores
9.1. embalaje ® la unidad gCE proFIT , se empaca en la fábrica con elementos de seguridad en todo el área de la caja. El cuerpo del cortador se empaca, dividido de los accesorios. La caja por tanto se divide en dos partes. -
Page 116: Medidas De Seguridad
MEDIDaS DE SEGURIDaD 10.1. medidas Para el funcionamiento y uso • determine una ubicación estable para la adecuada instalación para la máquina y realice una inspección antes de proceder con la marcha. • asegúrese de que el interruptor principal esté en el “medio” antes de introducir el enchufe a la toma de corriente. -
Page 117: Etiquetas De Seguridad
medidas que deben adoPtarse en el lugar de trabajo • Mantenga la llama fuera del área de la fuente del gas, respete la distancia de seguridad de al menos 3 metros (para cilindros de gas, tuberías de gas y mangueras de gas). •... - Page 118 FUSIBLES SUPRESoRES DE LLaMa se recomienda el uso de fusibles supresores del retorno de llama para todos los gases. Estos fusibles deben ser instalados en la entrada del soplete de corte. también se recomienda, como de conformidad con las normas locales, montar fusibles supresores del retorno de llama en la válvula reductora de presión o en el punto de partida de la tubería.
- Page 119 Reducción de la ranura Reducción de la ranura superficie cóncava bajo el Escalón en el borde (convergente) (divergente) borde superior del corte inferior • • • • velocidad de corte velocidad de corte La presión del oxígeno de velocidad de corte demasiado alta demasiado alta corte es demasiado alta...
- Page 120 Defectos de Costura Grupo d estriado • velocidad de corte • velocid demasiado baja. demas • La superficie del metal está • La sup corroída, sucia, o con corroíd sedimentos. sedime • la distancia entre la boquilla • la dista y la placa es demasiado boquill pequeña.
- Page 121 (não fornecido junto com a máquina) e com a realização de alterações indispensáveis. ® as presentes instruções de uso explicam os princípios do serviço seguro e efectivo da máquina gcE proFIT ® é possível utilizar a máquina cortadora portátil gce profit apenas respeitando os avisos de advertência...
-
Page 122: Características Da Máquina
características da máquina 2.1 dados técnicos Capacidade de corte (espessura até 150 mm com um maçarico, até 100 mm com dois maçaricos do material) velocidade de corte 75 - 700 mm/min Sentido do movimento para frente e para trás com a velocidade variável 80 –... - Page 123 2.3 ITEnS a EnCoMEnDaR Máquinas cortadoras e pistas de guia núMERo Do ITEM DESCRIção ® 548900060001 Máquina gcE proFit com um maçarico para bicos de mistura, sem a pista 548900060000 Máquina gcE proFit ® sem o maçarico, sem a pista 304605904 conjunto de extensão para o segundo maçarico de cortar...
- Page 124 • para um maçarico de cortar: de 40 mm a 1170 mm (Ø 80 – Ø 2340 mm) • para dois maçaricos de cortar: de 40 mm a 1340 mm (Ø 80 – Ø 2680 mm) 124/222...
- Page 125 ® ® Fig.3: GCE proFIT com um maçarico de cortar Fig.4: GCE proFIT com dois maçaricos de cortar 2.5 BICoS DE CoRTE 14001010 3-10 600-730 2,0-3,0 1,3-1,7 14001011 10-25 410-620 4,5-5,0 2,3-2,8 0,35 14001012 25-40 340-410 4,0-5,0 2,3-2,8 0,35 14001013...
- Page 126 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 0768662 90/-150 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 127 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 3,6-4,15 202150332 15-30 460-680 0,2-0,8 0,55 6,5-7,5 5,2-5,85 30-50 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 0,2-0,8 202150335 250-365 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 128 128/222...
- Page 129 haste para o ajustamento da distância do maçarico dispositivo de comando para o ajusta- mento da haste para o ajustamento da distância válvula de fechamento do gás combustível Mangueiras válvula de fechamento do oxigénio de cort e de gás internas válvula de fechamento de oxigénio de aquecimento Ligação de entrada do gás...
-
Page 130: Instalação Da Máquina
alavanca do acoplamento Fig.5: Descrição da máquina instalação da máquina a máquina fornece-se em estado parcialmente desmontado com o maçarico de cortar separado e componentes do braço separados. retire todos os componentes da embalagem. instale-os na ordem abaixo descrita para poder trabalhar com estes. 3.1. - Page 131 (bicos) acima indicada. utilize o tamanho correcto do bico de acordo com a espessura da placa metálica. os bicos de corte gcE são projectados para os cortes de nível qualitativo 1 conforme a norma EN iso 9013. É possível atingir a velocidade de corte máxima por meio do ajustamento dos parâmetros de corte conforme a tabela acima indicada, no caso da realização de cortes...
- Page 132 2 m, ligue o segundo trilho ao primeiro trilho, como representado na figura 7. ® 4.5.2. place gCE proFIT on the rail. Make sure that front Borda recta and rear wheels fit in the rail furrows.
- Page 133 1,5 mm e com o ângulo de 60º. desbloqueie a roda giratória de ® guia e coloque a unidade gCE proFIT na chapa. 4.7.3. Recomenda-se perfurar a abertura de 3 mm no lugar de começo-fim do corte para que seja garantida a ligação lisa do corte.
- Page 134 8. Utilize os bicos de corte correctos conforme ® o item 2.5 acima. a máquina gcE proFIT Fig.11: Conjunto de expansão com o segundo maçarico dois maçaricos pode se utilizar para o corte de corte oblíquo e para o corte de fitas, como...
- Page 135 Ligue a alavanca do acoplamento. • Lubrifique os componentes dos mancais das rodas dianteira e traseira. • controle se a máquina trabalha devidamente e controle a estanqueidade do sistema de gás antes do ® início do serviço da unidade gCE proFIT 135/222...
- Page 136 MUDança Da TEnSão painel de comando - 240 v 240 v 110 v painel de comando - 110 v Fig.13: Changing of the voltage 240V-110V dentro da máquina está instalado o próprio transformador para 240v e 110v ac. a máquina está ajustada para o trabalho com a tensão indicada no rótulo de identificação situado sobre o armário da máquina.
- Page 137 observação: É útil designar no rótulo de identificação o novo valor da tensão após a realização da mudança. a ligação da máquina à tensão incorrecta pode levar aos defeitos ou à ocorrência de estados perigosos para o trabalhador encarregado do serviço da máquina. 137/222...
-
Page 138: Localização De Falhas
esquema da ligação eléctrica LoCaLIZação DE FaLHaS FaLHa CaUSa MEDIDaS PaRa o ConSERTo a roda motriz não Ocorreu o afrouxamento das controle a ligação dos cabos. gira conexões de cabos defeito no comutador controle a conexão de cabo.controle o comutador utilizando o dispositivo de teste. -
Page 139: Instruções De Segurança
9.1. EMBaLaGEM ® durante a embalagem na fábrica produtora a unidade gcE proFIT é envolvida em elementos de protecção em todo o espaço da caixa. o armário da máquina cortadora na caixa está separado dos acessórios; a caixa está dividida em duas partes. - Page 140 • controle periodicamente o sistema eléctrico. 10.3. medidas na área de manutenção e controlo da máquina • Encarregue uma pessoa autorizada competente da manutenção e controlo da máquina. • remova a ficha da tomada antes da abertura do armário da máquina e antes do conserto da máquina. •...
- Page 141 Pára-flashbacks recomenda-se utilizar os pára-flashbacks contra o retorno da chama (flashback) para todos os gases. É necessário montar estes pára-flashbacks nas entradas dos maçaricos de cortar. igualmente recomenda- se e conforme os regulamentos locais é necessário utilizar os pára-flashbacks montados junto da válvula de redução ou no lugar de tomada da tubulação.
- Page 142 Perfil côncavo da superfície Perfil irregular da superfície derretimento da superfície da cadeia de gotas do corte do corte borda solidificadas • • • • velocidade de corte a pressão do oxigénio de velocidade de corte Chama de aquecimento demasiado grande corte está...
-
Page 143: Tekniska Data
® kan även användas för plasmaskärning, förvärmning, eller svetsning, dock med tilläggsutrustning (ingår inte i maskinleveransen) och nödvändig modifiering. ® Bruksanvisningen ger upplysningar om grunderna för säker och effektiv drift av skärmaskinen gCE proFIT ® portabla skärmaskinen profit får endast användas... - Page 144 • styrskenan levereras separerad från maskinen 2.3 extratillbehör för seParat beställning Bild 2 Skärbrännare Skärmaskin och styrskena artikelnr. Beskrivning 548900060001 Skärmaskin gCE proFIT ® med en brännare för gasblandningsmunstycke, utan styrskena ® 548900060000 Skärmaskin gCE proFIT utan brännare, utan styrskena 304605904 Utökningssats för ytterligare skärbrännare...
- Page 145 40 mm till 840 mm, med utökningssats för två skärbrännare avstånd mellan skärbrännare med monterad utökningssats: • 60 mm, med två skärbrännare monterade bredvid varandra Bild 3: GCE proFIT med en skärbrännare ® på samma sida • 485 mm, med två skärbrännare på motsatta sidor om maskinen cirkelskärningsområde:...
- Page 146 2.5 skärmunstycken 14001010 3-10 600-730 2,0-3,0 1,3-1,7 14001011 10-25 410-620 4,5-5,0 2,3-2,8 0,35 14001012 25-40 340-410 4,0-5,0 2,3-2,8 0,35 14001013 40-60 310-340 4,0-5,0 4,1-5,1 0,35 14001014 60-100 250-320 5,0-6,0 8,1-9,5 14001015 100-200 210-270 6,5-7,5 12,0-13,0 14001020 3-100 ** H. n. 14001021 100-300 ** H.
- Page 147 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 3,6-4,15 202150332 15-30 460-680 0,2-0,8 0,55 6,5-7,5 5,2-5,85 30-50 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 0,2-0,8 202150335 250-365 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 148 Bld. E Bld. F: Bld. G: Bld. H: Gasblandningsmunstycke: Gasblandningsmunstycke: Gasblandningsmunstycke: Gasblandningsmunstycke: A-MD Coolex Bränngas: A K50 PUZ a K70 PUZ ANME Bränngas: A PNME Bränngas: PMYF Används med brännare: Bränngas: PMYF Används Används med brännare: Används med brännare: Nozzle mix, 60009 med brännare: Nozzle mix, 60009 Nozzle mix, 60009...
- Page 149 reglage för fixering stång till avståndsjustering Reglage för inställning av stång till avståndsjustering Stängningsventil bränngas Stängningsventil skäroxyge n Inre gasslang ar Stängningsventil värmeoxyge n ingångsanslutning bränngas: g3/8 lH i ngångsanslutn. oxygen: g1/ Styrskena gasregulator Reglage för fixering av hållare till anslutningskabel skärbrän- m.
- Page 150 DRIFT 4.1. före skärning ® 4.1.1. Före någon som helst hantering av maskinen gCE proFIT , skall operatören ha kunskap om de grunder för säkerhet vid drift, som finns specificerade i bruksanvisningen. operatören skall ha erfarenhet av utrustningar för oxygenskärning och skall vara utbildad enl. kraven i normerna iso, EN, eller juridiska föreskrifter eller kungörelser, samt uppfylla alla myndighetskrav.
-
Page 151: Val Av Munstycke
är konstruerade för snittskåror med kvalitetsnivå 1 enl. norm EN iso 9013. Maximal skärhastighet kan uppnås genom att ställa in skärparametrarna enl. - Page 152 4.5. bandskärning med hjälP av styrskena 4.5.1.placera styrskenan på den detalj som skall skäras. koppla den andra styrskenan till den första om en längd större än 2 m behöver skäras enl. bild 7. 4.5.2.placera enheten gCE proFIT ® på styrskenan. Se till att främre och bakre hjulen sätter sig i skenans spår.
- Page 153 Bild 9: Cirkelskärning börja skärningen enl. punkt 4.5.3. -- 4.5.6. 4.8. manuell skärning ® Skärmaskin gCE proFIT kan styras manuellt av operatören, så att skärning av en godtycklig form som är baserad på en i förväg uppritad kontur på plåten, kan utföras. styrhjulet måste lossas så att det kan röra sig fritt i alla riktningar och alla tre...
- Page 154 ® använd korrekta skärmunstycken enl. punkt 2.5 ovan. gcE proFIT med två brännare kan användas för fasskärning och för bandskärning som visas i bild 12. anm.: I det fall två brännare skall användas allt för nära varandra, är det möjligt att ställa in önskat avstånd så...
- Page 155 • smörj inte lagerkomponenter hos främre och bakre hjulen. • ® Före det att gCE proFIT tas i drift kontrolleras att maskinen arbetar korrekt och tätheten hos gassystemet. ändring av matningssPänningen inuti maskinen finns en egen transformator för 240v och 110v växelström.
-
Page 156: Elektriskt Kopplingsschema
Bild13: Ändra spänning 240V-110 V elektriskt koPPlingsschema felsökning orsak åtgärder för avhjälPande av FEL drivhjulet roterar kabelanslutningen har lossnat kontrollera kabelanslutningen inte Fel på kommutatorn kontrollera kabelanslutningen.kontrollera kommutatorn med felsökningsinstrument. Fel hos huvudkabeln kontrollera huvudkabeln med felsökningsinstrument. Motorfel kontrollera motorn med felsökningsinstrument. - Page 157 9.1. EMBaLaGEM ® gCE proFIT omges vid förpackning hos tillverkaren av skyddselement runtom inuti emballaget. skärenheten ligger skild från tillbehör inuti emballaget, d.v.s. emballaget är uppdelat i två utrymmen. 9.2. förvaring För att skydda skärmaskinen mot damm, fukt och andra föroreningar om skärmaskinen inte kommer att användas under en längre tid, skall...
- Page 158 • utför regelbundet underhåll på maskinen. använd endast korrekt skärbrännare och munstycken. se till att använda rätt gas vid val av brännare och munstycken. skyddskläder • operatören skall bära skyddskläder (handskar, skyddsglasögon med tillämpliga ljusfilter, hjälm och skyddsskor) då skärningsarbeten utförs. •...
- Page 159 vi rekommenderar att man använder bakslagsskydd för samtliga gaser. dessa skydd skall monteras på ingångarna skärbrännarna. Likaså rekommenderar bakslagsskydd monteras reduceringsventilen, eller vid anslutningen till rörledning för gas, vilket också föreskrivs av lokala föreskrifter. bakslagsskydd för skärbrännare enl. en 730-1 artikelnr anSLUTnInG (En 560) g3/8”...
- Page 160 резки с одной или макс. двумя режущими горелками. Максимальная толщина разрезаемого материала составляет 150 мм с одной режущей горелкой и 100 мм с двумя режущими горелками. Рис. 1 Агрегат GCE proFIT с оцинкованной ® агрегат в сборе состоит из нескольких частей, которые необходимо заказывать...
-
Page 161: Технические Данные
необходимо, чтобы работники обслуживания этого агрегата освоили содержание настоящей инструкции по эксплуатации и обладали опытом работы с оборудованием для резки кислородом, а также, чтобы были проинструктированы в соответствии с требованиями норм iso, en или внутригосударственных и внутризаводских норм при соблюдении всех законных требований. - Page 162 двух режущих горелок. стержень для круговой резки: • от 40 мм до 670 мм, с одной режущей горелкой; • ® от 40 мм до 840 мм, с расширением для двух режущих горелок. Рис. 3: GCE proFIT с одной режущей горелкой 162/222...
- Page 163 горелками на противоположных сторонах агрегата. размеры круговой резки: • Ø 80 мм – Ø 1340 мм, с одной режущей горелкой; Рис. 4: GCE proFIT с двумя режущими горелками ® • Ø 80 мм – Ø 1680 мм, с расширением для двух...
- Page 164 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 90/-150 0768662 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 165 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 15-30 3,6-4,15 202150332 460-680 0,2-0,8 0,55 30-50 6,5-7,5 5,2-5,85 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 202150335 250-365 0,2-0,8 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 166 166/222...
- Page 167 регулятор для фиксации стержня для регулировки расстояния горелки регулятор для регулировки стержня для регулировки расстояния Запорный вентиль горючего газа Запорный вентиль режущего кислорода Внутренние Запорный вентиль нагревающего газовые шла нги кислорода Входное подключение горючего газа: g3/8 LH Входное подключение кислорода: g1/4 направляющие...
- Page 168 рычажок муфты Рис. 5: Описание агрегата установка агрегата агрегат поставляется в частично разобранном состоянии с отсоединенной режущей горелкой и отсоединенными деталями кронштейна. Вынуть все детали из упаковки. установить их в порядке, который описан ниже, чтобы с ними можно было работать. 3.1.
- Page 169 4.1.4. выбор наконечника поступайте в соответствии с вышеприведенной таблицей с режущими наконечниками (наконечниками). применяйте правильный размер наконечника в соответствии с толщиной металлической плиты. режущие наконечники gcE разработаны для резания с качественным уровнем 1 в соответствии с нормой EN iso 9013. Можно достигнуть максимальной...
- Page 170 4.5.1. разместите направляющие на ту часть, которую хотите резать. Если необходимо будет обеспечить длину более 2 м, то соедините вторую направляющую с первой, как изображено на рисунке 7. 4.5.2. установите устройство gcE proFit на ® направляющую. убедитесь, что переднее и...
- Page 171 на обратной стороне агрегата, чем указано на рисунке 9, ближе к среднему стержню. 4.7.2. сделайте метку в центре круга, который хотите вырезать, которая будет 1,5 мм глубиной с углом 60°. разблокируйте поворотное направляющее колесико и установите устройство gcE proFit ®...
- Page 172 правильными режущими Рис. 11: Расширительный комплект со второй режущей горелкой наконечниками в соответствии с пунктом 2.5 выше. агрегат gcE proFIT с двумя горелками можно ® использовать для косой резки и для резки полос, как изображено на рисунке 12. Рис. 12: Косая резка и резка полос с двумя горелками...
- Page 173 5.1. ежедневное • 240 v систематически проверяйте герметичность седла наконечникагорелки • Вытирайте агрегат gcE proFIT тряпочкой, чтобы очистить его ® от шлака и окислов металлов. 110 v • проверяйте, нет ли повреждений у шлангов и электрического кабеля. Замените поврежденные детали. •...
- Page 174 установите обратно крышки корпуса так, чтобы не были зажаты какие-нибудь кабели. подключите рычажок муфты. • смажьте компоненты подшипников переднего и заднего колеса. • Рис. 13: Изменение напряжения проверьте, нормально ли работает агрегат, и проверьте 240 В-110 В герметичность газовой системы перед началом эксплуатации устройства gcE proFIT ® 174/222...
- Page 175 изменение наПряжения Внутри агрегата установлен собственный трансформатор на 240 В и 110 В перем. тока. агрегат отрегулирован для работы с напряжением, которое указано на идентификационной табличке, закрепленной на корпусе агрегата. Для изменения напряжения агрегата поступайте в соответствии • со следующими указаниями: снимите...
-
Page 176: Указания По Технике Безопасности
(см. также количество оборотов двигателя проверьте или замените блоки нижеприведенные неправильное управления. рекомендации по регулировке) Внешние вибрации устраните вибрации. неправильная регулировка проверьте скорость резки линейкой. режущих параметров ненормальные задержки в Выполните или обеспечьте ремонт приводной редукторной системе системы. неисправность горелки Замените... - Page 177 10.2. защитные меры для Электрической системы • перед запуском двигателя проверьте напряжение в сети. Максимальные изменения напряжения должны быть ±10% установленного напряжения. агрегат запрещено использовать для другого напряжения. Пользуйтесь агрегатом только при установленном напряжении. • Заземлите кабель вашего агрегата. • пошлите...
- Page 178 меры, которые неоБходимо Принять на раБочем месте ПредуПредительные таБлички на агрегате находятся соответствующие таблички, целью которых является обеспечить надлежащее использование агрегата. поступайте в соответствии с указаниями, как это требуется, и не устраняйте таблички, пока будете пользоваться агрегатом. убедитесь, что таблички всегда...
- Page 179 нагревающий кислород g1/4” 14008263 Горючий газ g3/8” LH 14008278 рекомендации По регулировке для качественной резки сужение шва (схождение) сужение шва вогнутая поверхность схождение у нижней (расхождение) резки под верхней кромки • кромкой слишком высокая скорость • • слишком высокая слишком высокая резки...
- Page 180 вогнутый профиль неодинаковый расплавление поверхности цепочка застывших поверхности резки профиль поверхности грани капель резки • • • слишком сильное слишком высокая скорость cлишком низкая скорость • Давление режущего резки резки нагревающее пламя кислорода слишком • • • низкое Грязные и/или расстояние...
-
Page 181: Parametry Urządzenia
(nie plazmowego, podgrzewania lub jest częścią dostawy urządzenia) i wykonać konieczne zmiany. Niniejsza instrukcja obsługi wyjaśnia zasady bezpiecznej i efektywnej pracy urządzenia gcE proFit ® z przenośnego półautomatu do cięcia gce profit korzystać można tylko pod warunkiem ®... - Page 182 • szyna prowadząca dostarczana jest oddzielnie od urządzenia 2.3 Pozycje, które należy zamówić półautomat do cięcia i szyny prowadzące numer pozycji opis urządzenie gcE proFit ® 548900060001 z jednym palnikiem dla miksera gazu, bez szyny urządzenie gcE proFit ® 548900060000 bez palnika, bez szyny Zestaw uzupełniający dla drugiego palnika do cięcia...
- Page 183 40 mm do 840 mm, z zestawem uzupełniającym dla dwu palników do cięcia odległość pomiędzy palnikami w przypadku zastosowania zestawu uzupełniającego: • 60 mm, z dwoma palnika do cięcia obok siebie po jednej Rys.3: GCE proFIT z jednym palnikiem do ® cięcia stronie •...
- Page 184 (Ø 80 – Ø 2340 mm) • dla dwu palników do cięcia: od 40 mm do 1340 mm (Ø 80 – Ø 2680 mm) z dwoma palnikami do cięcia ® Rys.4: GCE proFIT 2.5 dysze tnące 14001010 3-10 600-730 2,0-3,0 1,3-1,7...
- Page 185 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 90/-150 0768662 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 186 3-5 5- 202150330 650-900 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 202150332 15-30 460-680 0,2-0,8 3,6-4,15 0,55 30-50 6,5-7,5 5,2-5,85 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 202150335 250-365 0,2-0,8 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 187 Rys. E: Dysza z Rys. F: Dysza z Rys. G: Dysza z Rys. H: Dysza z mikserem mikserem mikserem mikserem A-MD Coolex K50 PUZ a K70 PUZ ANME PNME Gaz palny: A Gaz palny: PMYF Gaz palny: A Gaz palny: PMYF Zastosowanie z Zastosowanie z Zastosowanie z...
- Page 188 Zawór odcinający gazu palneg Zawór odcinający tlenu tnąceg Za wór odcinający tlenu podgrzewająceg o Wlot gazu palnego: g3/8 L Wlot tlenu: g1/4 rozdzielacz gazó kabel przyłącza do sieci z wty- czką (10m) Bezpiecznik (3a) obudowa urządzenia regulator prędkości pokrętło trybu ręcznego regulator posuwu do przodu –...
-
Page 189: Instalacja Urządzenia
4.1. Przed rozPoczęciem cięcia 4.1.1. pracownik obsługi powinien zostać zapoznany z zasadami bezpieczeństwa pracy podanymi w niniejszej instrukcji obsługi, jeszcze przed rozpoczęciem manipulacji z urządzeniem gcE proFit . pracownik obsługi ® powinien mieć doświadczenie z urządzeniami do cięcia tlenem i powinien zostać wyszkolony zgodnie z... - Page 190 (dysz). korzystaj z poprawnej dyszy dobranej odpowiednio do grubości płyty metalowej. głowice do cięcia gcE zaprojektowane są do cięcia 1 klasy zgodnie z normą EN iso 9013. Maksymalnej prędkości cięcia osiągać można ustawieniem parametrów cięcia zgodnie z powyżej podaną...
- Page 191 średnicy, to palnik do cięcia zainstalowany powinien zostać po odwrotnej stronie niż podanej na rysunku 9, bliżej do pręta środkowego. 4.7.2. W środku wycinanego okręgu wybij pod kątem 60° znak, którego głębokość wynosić powinna 1,5 mm. Zluzuj kółko prowadzące i jednostkę gcE proFit ® postaw na blasze.
- Page 192 4.8. ręczne Prowadzenie cięcia do cięcia dowolnego kształtu albo cięcia konturowego według wzoru wyrysowanego na blasze, urządzenie gCE prowadzone może być ręcznie przez pracownika obsługi. kółko manipulacyjne zluzowane powinno zostać ® proFIT dla wszystkich kierunków ruchu i wszystkie kółka powinny dotykać blachy. patrz rysunek 10.
- Page 193 Rys.11: Zestaw uzupełniający z drugim palnikiem do cięcia Rys.12: Cięcie skośne i cięcia pasów dwoma palnikami panel sterujący - 240 v 193/222...
- Page 194 • Nasmaruj części łożysk koła przedniego i tylnego. • sprawdź, czy urządzenie pracuje poprawnie i przed rozpoczęciem eksploatacji jednostki gCE proFIT ® skontroluj szczelność systemu gazowego. zmiana naPięcia W środku urządzenia zainstalowany jest transformator dla 240v i 110v ac.
- Page 195 • po zamknięciu zmontuj dolną część i wieko górne obudowy. • Zmień oznakowanie napięcia w tabliczce znamionowej. Podczas oddzielania górnej i dolnej części obudowy upewnij się, że nie dochodzi do napinania kabli silnika. notatka: po wykonaniu zmiany napięcia jest zalecane oznakowanie w tabliczce znamionowej nowej wartości napięcia.
-
Page 196: Instrukcje Bezpieczeństwa
Usterka palnika magazynowanie, Przenoszenie i transPort 9.1. Pakowanie podczas pakowania w zakładzie ® Jednostka gCE proFIT produkcyjnym wyposażona została w materiał ochronny w całej przestrzeni opakowania. obudowa urządzenia oddzielona jest od akcesoriów; pudło rozdzielone jest na dwie części. 9.2. magazynowanie jeżeli urządzenie nie będzie przez dłuższy czas... - Page 197 • podczas pracy z urządzeniem miej do dyspozycji niniejszą instrukcję obsługi oraz wskazówki bezpieczeństwa. • Nie przenoś urządzenia, kiedy płomień jest zapalony. • Zapobiegnij spadaniu metalowych części lub rąbków, kiedy urządzenia pracuje nad powierzchnią podłogi. • podczas przenoszenia urządzenia w inne miejsce bądź bardzo ostrożnym. 10.2.
- Page 198 Postanowienia dotyczące miejsca Pracy tabliczki bezPieczeństwa Na urządzeniu są umieszczone odpowiednie tabliczki, których celem jest zapewnienie poprawnej eksploatacji urządzenia. kieruj się instrukcjami i nie usuwaj tabliczek, jeżeli korzystać jeszcze będziesz z urządzenia. upewnij się, że wszystkie tabliczki są czyste i czytelne. zabezPieczenie Przeciwko cofnięciu Płomienia •...
- Page 199 tlen tnący g3/8” 14008408 tlen podgrzewający g1/4” 14008263 g3/8” LH 14008278 gaz palny zalecenia dotyczące wykonania ustawień w celu osiągnięcia doskonałego cięcia • zwężenie fugi cięcia rozszerzenie fugi cięcia cięcie wklęsłe pod stopień na krawędzi górnej zbyt szybki posuw • •...
- Page 200 (nincs a géppel együtt szállítva) és a szükséges módosítások elvégzése mellett. gép biztonságos és hatékony működésének elvét magyarázza meg. ® Ez a használati útmutató a gcE proFit ® a GCE proFIT hordozható lángvágógép csak a használati útmutatóban feltüntetett figyelmeztetések tiszteletben tartásával használható.
-
Page 201: Műszaki Adatok
a géP tulajdonságai 2.1 műszaki adatok egészen 150 mm-ig egy lángvágó égőfejjel, egészen 100 mm-ig vágóteljesítmény (anyag két lángvágó égőfejjel vastagsága) vágósebesség 75 - 700 mm/min változó sebességgel előre és vissza Mozgás iránya kör alakú vágás átmérője 80 – 1340 mm (tartozék berendezéssel egészen 2340 mm-ig) szalag max. - Page 202 40 mm-től 840 mm-ig, két lángvágó égőfejre való bővítés esetében a lángvágó égőfejek közötti távolság abban az esetben, ha bővítést egy lángvágó égőfejjel ® 3. kép: GCE proFIT használnak: • 60 mm, azonos oldalon egymás mellett lévő két lángvágó égőfej esetében •...
- Page 203 Egy lángvágó égőfejre: 40 mm-től 1170 mm-ig (Ø 80 – Ø 2340 mm) • két lángvágó égőfejre: 40 mm-től1340 mm-ig (Ø 80 Ø 2680 mm) két lángvágó égőfejjel ® 4 . kép: GCE proFIT 2.5 lángvágó fÚvókák 14001010 3-10 600-730 2,0-3,0 1,3-1,7 14001011...
- Page 204 0768670 3 - 6 1/32 470/-560 2,5-3,5 1,25-1,65 0768635 5 - 12 3/64 390/-480 2,0-4,0 2,12-3,2 0768599 10 - 75 1/16 205/-400 3,5-4,5 3,2-4,45 0,45 0768636 70 - 100 5/64 150/-220 4,5-5,5 8,4-9,8 0768662 90/-150 3/32 125/-160 5,5/-6,0 9,2/-14,6 0,75 0769494 1/32 430/-150...
- Page 205 202150330 650-900 3-5 5- 0,2-0,8 0,25-1,85 0,55 202150331 8-15 600-800 0,2-0,8 2,15-2,6 0,55 15-30 3,6-4,15 202150332 460-680 0,2-0,8 0,55 30-50 6,5-7,5 5,2-5,85 202150333 360-575 0,2-0,8 0,55 50-70 7,8-8 202150334 340-475 0,2-0,8 0,715 0,65 70-100 11,1-12,3 202150335 250-365 0,2-0,8 0,715 0,65 100-200 5,5-7,5 11,7-15,7...
- Page 206 gyúlékony gáz zárószelepe vágási oxigén zárószelep Hevítő oxigén zárószelepe gyúlékony gáz bemeneti kötése: g3/8 lH oxigén bemeneti kötése: g1/4 gázelosztó tápkábel dugóval (10m) biztosíték (3a) gépszekrény sebesség vezérlése kézi vezérlés kereke Előre-hátramozgás vezérlése tengelykapcsoló karja 206/222...
- Page 207 összefüggő veszélyeket. üzemeltetés 4.1. a vágás megkezdése előtt 4.1.1. a kezelőszemélynek tudatosítania kell a biztonságos üzemeltetés azon elveit, amelyeket e használati géppel való bármilyen manipuláció előtt. a kezelőszemélynek ® útmutató specifikál, még a gcE proFit 207/222...
- Page 208 4.1.4. fúvóka kiválasztása járjon el a lángvágó fúvókákat (fúvókákat) tartalmazó fent feltüntetett táblázat alapján. Használjon helyes nagyságú fúvókát a fémlap vastagsága alapján. a gcE lángvágó fúvókákat az 1. minőségi szintű vágásokra tervezték az EN iso 9013 szabvány alapján. Maximális vágási sebesség érhető el a vágási paraméterek fent feltüntetett táblázat szerinti beállításával, egyenes vágások végzésénél, tiszta felületű...
- Page 209 7. kép ábrázolja. egységet a pályára. győződjön meg arról, hogy az elülső ® 4.5.2. Helyezze a gCE proFIT és hátsó kerék beilleszkedik a pálya hornyaiba. a hátsó keréknek úgy kellene illeszkednie, hogy ne mozogjon. 4.5.3. állítsa be a vágási sebességet a konkrét fúvókára és az anyag vastagságára vonatkozóan. szintén állítsa be a mozgás irányát.
- Page 210 és helyezze el a lemezre a gcE ® proFIT egységet. 4.7.3. ajánlott a 3 mm-es nyílás kifúrása a vágás kezdetén-végén, hogy a vágás sima átmenete biztosítva legyen. anyagot közvetlenül oxigénnel is át lehet égetni, ami általában a 80mm-nél vékonyabb vastagságú...
- Page 211 úgy, hogy meg lehessen kapni a kívánt szöget. Ezután ismét rendesen húzza meg az égőfej szögét beállító vezérlőt. Ezt követően folytassa a 4.5. pont alapján. 4.10. vágás két égőfejjel ® abban az esetben, ha a gCE proFIT gép csak egy égőfejjel van vágási műveletre felszerelve, elkerülhetetlen először is a második égőfejet tartalmazó...
- Page 212 égőfejjel kösse össze mindkét égőfejet és a gázelosztót az illetékes gáztömlőkkel. Használjon helyes lángvágó fúvókákat a fenti 2.5. pont alapján. a két égőfejjel ellátott gcE proFIT ® gép ferde vágásra és szalag/sáv/ vágásra használható, ahogy ezt a 12. kép ábrázolja.
- Page 213 összenyomására kerülne sor. kösse be a tengerkapcsoló karját. • kenje be az elülső és hátsó kerék csapágyainak komponenseit. • Ellenőrizze, hogy a gép jól dolgozik-e, és ellenőrizze a gázrendszer tömítését a gcE proFIT ® egység üzembe helyezése előtt. feszültségváltozás a gép belsejében saját transzformátort szereltek be 240v és 110v ac számára.
- Page 214 240 v 110 v vezérlőtábla - 110 v 13. kép: Feszültségváltozás 240V110V megjegyzés: Hasznos megjelölni a feszültség új értékét az azonosító címkén a változás elvégzése után. a gép helytelen feszültségre való kapcsolása meghibásodáshoz vagy a gép kezelőszemélyzete számára veszélyes helyzetek létrejöttéhez vezethet.
- Page 215 Égőfej zavar cserélje ki. tárolás, áthelyezés és szállítás 9.1. becsomagolás egység a gyártóüzemben történő csomagolásnál a doboz egész terében védőelemekkel van a gCE proFIT ® körülvéve. a vágógép szekrényét a dobozban elkülönítették a tartozékoktól; a dobozt két részre osztották. 215/222...
-
Page 216: Biztonsági Utasítások
9.2. tárolás Ha a vágógép huzamosabb ideig nem lesz használva, az elektromos komponenseket, égőfejet és fúvókákat tárolja a dobozban, hogy biztosítva legyen por, nedvesség és más szennyeződés elleni védelmük. 9.3. áthelyezés/hordozás tartsa a terméket dobozban áthelyezés/hordozás közben, hogy megelőzze az ütések és rezgések által okozott károsodásukat. 9.4. - Page 217 • Húzza ki a dugót a konnektorból a gép szekrényének kinyitása és a gép javítása előtt. • végezzen a gépen periódusos karbantartását. csak megfelelő lángvágó égőfejet és fúvókákat használjon. tartsa be a gyúlékony gáz típusát az égőfej és a fúvóka kiválasztásánál. védőöltözék •...
- Page 218 biztonsági címkék a gépen illetékes címkéket helyeztek el, melyeknek célja a gép megfelelő használatának biztosítása. járjon el az utasítások szerint, ahogy erre szükség van, és ne távolítsa el a címkéket, míg a gépet győződjön meg arról, hogy a használni fogja. címkék mindig tiszták és olvashatók.
- Page 219 • szennyezett és/vagy hibás fúvóka vágási felület konkáv profilja vágási felület az él felületének szétolvadása megszilárdult cseppek • rendszertelen profilja láncsora • túl nagy vágási sebesség túl kicsi vágási sebesség • • • túl erős felmelegítő láng • a vágási oxigén nyomása szennyezett és/vagy hibás túl erős felmelegítő...
- Page 220 • a láng túl gyenge • a lemezfelület korrodált vagy szennyezett (elszíneződött), vagy lerakódást tartalmaz 220/222...
- Page 222 The headquarters are in Malmö, Sweden, and the two major supply units are located in the czech republic and in china. The company operates 15 subsidiaries around the world and employs more than 850 people.