Table des Matières
Publicité
Liens rapides
Publicité
Table des Matières

Manuels Connexes pour Newall TOPAZ DIGITAL

Sommaire des Matières pour Newall TOPAZ DIGITAL
- Page 1 Newall Measurement Systems T O P A Z MANUEL D'INSTALLATION ET D'UTILISATION...
-
Page 2: Table Des Matières
Utilisation de la fonction incrémentale Utilisation de la fonction absolue Référence Paramétrage des données Pouce/Millimètre Centrefind (Localisation du centre) Maintien des données (attente) 6.0 Fonctions en option Topaz Digital Mill Version fraiseuse Topaz Digital Lathe Version tour 7.0 Dépannage 8.0 Nettoyage Newall Measurement Systems... -
Page 3: Introduction
Introduction 1.0 Introduction 1.1 CONFORMITE AUX NORMES DE COMPATIBILITE ELECTROMAGNETIQUE ET BASSE TENSION Le coffret de lecture Topaz Digital est conforme aux normes européennes applicables de compatibilité électromagnétique et basse tension figurant ci-dessous : BS EN 50081-2: Compatibilité électromagnétique Emission générique standard - Environnement industriel. -
Page 4: Installation
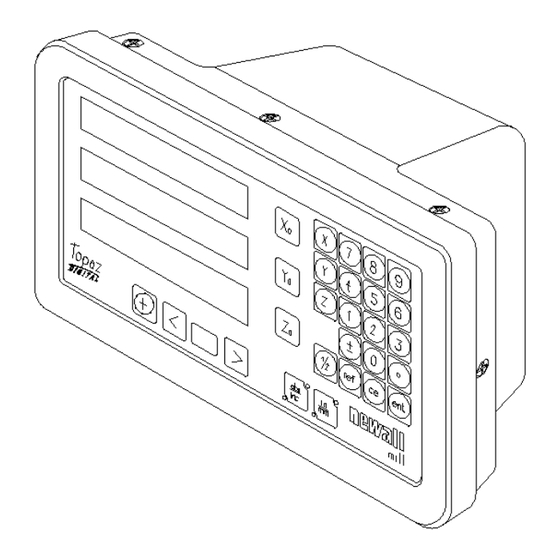
Le symbole ci-dessous apparaît sur l'équipement et se réfère aux aspects sécurité détaillés ci-dessous. 2.1 MONTAGE Topaz Digital est fourni avec un nécessaire de montage comportant un goujon M10, écrou et rondelles. La Figure 1.2b montre son utilisation au niveau du bras de montage. - Page 5 Figure 1.1 & 1.2 CLE SECRETE POUR ENTRER LE PROGRAMME DE MISE AU POINT Figure 1.1 Vue avant (Fraiseuse 3 axes) Bras de montage Bras de montage Figure 1.2 Aménagements de montage Newall Measurement Systems...
- Page 6 Figure 1.3 Figure 1.3 Schéma de connexion Newall Measurement Systems...
-
Page 7: Connexions
Installation 2.3 CONNEXIONS La Figure 1.3 montre les prises de connexion à l'arrière du Topaz Digital. Le Topaz Digital est conçu pour être utilisé avec des codeurs à entrée en quadrature particulière ou différentielle. Voir la Section 2.3.1 pour les détails de connecteurs. - Page 8 0,01 mm / 0,005 mm / 0,002 mm / 0,001 mm / 0,0005 mm / 0,0002 mm / 0,0001 mm DIRECTION LECTURE RAYON DIAMETRE COMPENSATION D'ERREUR LINEAIRE A DEFINIR PAR L'UTILISATEUR DETECTION DE DEFAUT DE TETE ACTIVEE DESACTIVEE Tableau 2 - Options de menu Newall Measurement Systems...
-
Page 9: Mise Sous Tension
La procédure de mise au point ne peut être activée que juste après la mise sous tension de l'appareil. Une fois sous tension, appuyer sur la touche secrète qui se trouve sous le "ne" du logo newall sur le clavier. Il faut appuyer sur cette touche avant la fin du programme d'auto-diagnostic initial. -
Page 10: Résolution D'axe
Appuyer sur chaque touche d'axe [ Xo ] [ Yo ] ou [ Zo ] inverse la direction de comptage. Dès que l'appareil affiche les choix à utiliser, appuyer sur [ abs/inc ] pour passer à l'option suivante. Newall Measurement Systems... -
Page 11: Rayon / Diamètre
(-0,2 mm / 500 mm) x 1 000 000 = -400 PPM AVERTISSEMENT : Dès qu'un facteur de multiplication a été entré pour un axe, toutes les mesures seront ajustées en conséquence. Pour désactiver cet ajustement, il faut entrer un facteur de compensation de zéro. Newall Measurement Systems... -
Page 12: Détection De Défaut De Tête
Topaz Digital. La lecture d'axe correspondant affiche alors “SIG FAIL” (DEFAUT DE SIGNAL). Si la tête de lecture, qui est celle raccordée au coffret de lecture Topaz Digital, peut générer la combinaison de signal d'entrée A bas, B bas et R haut à l'état normal, alors la fonction de détection de défaut de tête doit être désactivée. -
Page 13: Consignes D'utilisation
Consignes d'utilisation Consignes d'utilisation 4.1 OPTIONS Topaz Digital existe en trois modèles, Standard, Fraiseuse et Tour. La Figure 1.4 montre l'implantation des diverses configurations de clavier. MODELES 2 axes 3 axes Caractéristiques supplémentaires Topaz Digital Standard Topaz Digital Fraiseuse Mode Diamètre du cercle de perçage Topaz Digital Tour Mode Décalages d'outils... - Page 14 Consignes d'utilisation 2) Fraiseuse 2 axes 2) Fraiseuse 3 axes 2) Tour 2 axes 5) 2 axes Standard 6) 3 axes Standard Figure 1.4 Implantation de clavier Newall Measurement Systems...
-
Page 15: Fonctions Standards
Fonctions standards 5.1 UTILISATION DU MODE INCREMENTAL Objectif et emploi Lorsque le Topaz Digital est réglé sur le mode incrémental, il peut être utilisé pour afficher chaque nouvelle position par rapport à la dernière position. Ceci est connu également sous le nom d'utilisation point-à-point. -
Page 16: Référence
Sélectionner l'axe à référencer, [ X ], [ Y ] ou [ Z ]. L'axe sera remis à zéro. Déplacer l'axe vers la position de référence. Dès que la marque de référence a été déclenchée, l'axe com- mence à compter. La position d'axe est à présent référencée par rapport à la position de référence. Newall Measurement Systems... -
Page 17: Une Seule Marque De Reference
TOUCHES AFFICHAGE D'AXE Pour entrer une dimension négative pour l'axe X [ X ][ ± ][ 1 ][ 9 ][ . ][ 6][ ent ] X -19.600 Les dimensions peuvent être entrées en mode absolu ou incrémental. Newall Measurement Systems... -
Page 18: Pouce/Millimètre
Pour sélectionner le maintien des données, appuyer sur la touche secrète située sous le "ne" du logo "newall" (Cf. Figure 1.1). Si le Topaz Digital a été réglé sur le maintien des données, le clavier ne fonctionne pas et les affichages restent vides. Si l'axe de la machine est déplacé, "DISPLACD" (DEPLACE) apparaît dans la fenêtre d'affichage. -
Page 19: Fonctions En Option
6.1 TOPAZ DIGITAL VERSION FRAISEUSE Le Topaz Digital version fraiseuse existe en deux ou trois axes et offre la fonction Perçage Circulaire (PCD) en plus des fonctions standards. PCD est connu également sous le nom de "cercle des trous". La convention pour la position angulaire est que la position à... -
Page 20: Topaz Digital Lathe Version Tour
[ > ] pour se rendre à l'entrée suivante "C” pour la position centrale. Toutes les entrées suivantes sont les mêmes que pour la version 2 axes. 6.2 TOPAZ DIGITAL VERSION TOUR Note : La méthode traditionnelle de mise au point d'un tour est de régler l'axe X comme course transversale et l'axe Z comme course longitudinale. -
Page 21: Utilisation Des Outils Avec Decalages
Z, ex : [ 0 ] [ ent ]. Les touches [ Xo ] et [ Zo ] sont inactives en mode de décalage d'outil. Appuyer sur pour quitter le mode de décalage d'outil. Newall Measurement Systems... -
Page 22: Dépannage
état de marche. Vérifier que le câble électrique n'est pas abîmé. Vérifier que le sélecteur du Topaz Digital est réglé sur la tension d'alimentation électrique correcte. Vérifier le fusible. Noter que s'il a fondu, cela suggère un défaut de la source d'énergie qui doit être corrigé... - Page 23 Notes Newall Measurement Systems...
- Page 24 NEWALL MEASUREMENT SYSTEMS LTD Technology Gateway . Cornwall Road South Wigston . Leicester . LE18 4XH . Angleterre Tél: (0116) 264 2730 . Fax: (0116) 264 2731 E-mail: sales@newall.co.uk NEWALL FRANCE SARL 63 Rue Victor Hugo . F-59200 . Tourcoing . France Tél.