
Manuels Connexes pour CHIEF M35-ARC

Sommaire des Matières pour CHIEF M35-ARC
- Page 1 02 / 03-13 / 36-44 M35 - ARC CEL060746 02 / 14-24 / 36-44 02 / 25-35 / 36-44 2019 © Chief Automotive Technologies Rev.A 25/01/2019...
- Page 2 M35 - ARC FIG I FIG I - GUN/ PISTOLE PISTOLA / PISTOLET FIG II - INTERFACE / INTERFAZ / INTERFACE MADE IN F R A N C E...
-
Page 3: General Instructions
M35 - ARC WARNING - SAFETY RULES GENERAL INSTRUCTIONS Read and understand the following safety recommendations before using or servicing the unit. Any change or servicing that is not specified in the instruction manual must not be undertaken. The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual . -
Page 4: Electric Safety
M35 - ARC WELDING FUMES AND GAS The fumes, gases and dust produced during welding are hazardous. It is mandatory to ensure adequate ventilation and/or extraction to keep fumes and gases away from the work area. An air fed helmet is recommended in cases of insufficient air supply in the workplace. - Page 5 M35 - ARC This equipment complies with the IEC 61000-3-12 standard. Provided that the impedance of the low-voltage public electrical network at the common coupling point is less than Zmax = 0.45 Ohms, this equipment complies with IEC 61000-3-11 and can be connected to public low-voltage electrical mains.
-
Page 6: Equipment Installation
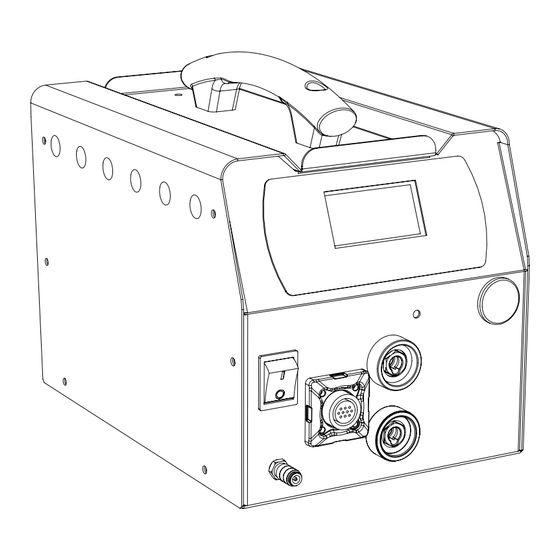
M35 - ARC The surface of the area to be considered around the device depends on the the building’s structure and other activities that take place there. The area taken in consideration can be larger than the limits determined by the companies. Welding area assessment Besides the welding area, the assessment of the arc welding systems intallation itself can be used to identify and resolve cases of disturbances. - Page 7 M35 - ARC INSTALLATION – PRODUCT OPERATION EQUIPMENT DESCRIPTION (FIG-1) The M35 - ARC is a single-phase inverter welding machine with arc-pull technology making is suitable to weld pulling rings and threaded studs on steel or aluminium based materials. It has a synergic mode and a manual mode. Generator M35 - ARC 1- Keypad 6- Gas outlet for gun cable...
- Page 8 M35 - ARC PROCESS OF WELDING RINGS AND STUDS USING PULLED ARC Phase Arcing Penetration and cleaning Attachment T (ms) 0 à 200 10 à 500 0 à 50ms I (A) ≈80-150A 10 à 60A 0 à 200A* ≈80-150A * Arc current is limited to 100A when the product is connected to a 110Vac 50Hz/60Hz power supply. Start : the electrode is in short-circuit.
-
Page 9: Welding In Manual Mode
M35 - ARC Main Menu WELDING IN SYNERGIC MODE (DEFAULT WELDING MODE) > Settings Manual Mode Ring 1.5mm In Synergic Mode, the time and current for the different phases are selected automatically Configuration by the machine. When the machine starts, the Synergic Mode is launched using the settings previously in use. -
Page 10: Manual Settings
> Pregas > 100ms Postgas 500ms Language M35 - ARC Product reset Info MANUAL SETTINGS Manual Settings Press the keys G+ and G- to browse the different values (arcing and attachment coeffi- cients, duration, currents, height) of the drawn arc process (see chapter «Drawn arc wel- ding process»). -
Page 11: Information Panel
M35 - ARC Start-up > Q = 0 PRESSED KEY Information panel Synergic Settings Info > Material > Fe Soft gene V0.0 Hard gene V0.0 The information panel provides information on software versions and hardware of the Electrode Ring generator and gun (if it is connected). THK. -
Page 12: Error Code
M35 - ARC Placing a dowel pin holder (CEL059634 - CEL059641) Dowel pin holder Dowel pin holder support • Insert the dowel pin holder in its support. Protective nozzle • Put the protection nozzle on the dowel pin support and tighten slightly •... -
Page 13: Declaration Of Conformity
- A description of the fault reported DECLARATION OF CONFORMITY CHIEF declares on our own responsibility that the new and unused following product M35 - ARC to which this declaration refers, is manufactured in conformity with the following directives : •... - Page 14 M35 - ARC ADVERTENCIAS - NORMAS DE SEGURIDAD CONSIGNA GENERAL Estas instrucciones se deben leer y comprender antes de toda operación. Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo. Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
-
Page 15: Seguridad Eléctrica
M35 - ARC HUMOS DE SOLDADURA Y GAS El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación suficiente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de aireación insuficiente. -
Page 16: Emisiones Electromagnéticas
M35 - ARC Este material es conforme a la norma CEI 61000-3-12. Bajo condición que la impedancia de la red pública de alimentación baja tensión al punto de acoplamiento sea inferior a Zmax = 0.45 Ohms, este material esta conforme a la CEI 61000-3-11 y puede ser conectado a las redes públicas de alimentación baja tensión. - Page 17 M35 - ARC Evaluación de la instalación de soldadura Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas de alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especificado en el Artículo 10 de la CISPR 11:2009.
- Page 18 M35 - ARC INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO DESCRIPCIÓN DEL MATERIAL (FIG. 1) El M35 - ARC es un equipo de soldadura por arco tirado, inverter y monofásico que permite la soldadura de anillas de tiro y de pernos sobre materiales con base de aluminio o acero. Dispone de un modo de funcionamiento Sinérgico y de un modo de funcionamiento Manual.
- Page 19 M35 - ARC PROCESO DE SOLDADURA DE ANILLO Y PERNOS POR ARCO TIRADO Fase Cebado Decapado Arco Agarre T (ms) 0 à 200 10 à 500 0 à 50ms I (A) ≈80-150A 10 à 60A 0 à 200A* ≈80-150A *La corriente de arco está limitada a 100A cuando el producto está conectado a 110Vac 50Hz/60Hz. El cebado: el electrodo se encuentra en cortocircuito.
-
Page 20: Menú Principal
M35 - ARC SOLDADURA EN MODO SINÉRGICO (MODO DE SOLDADURA POR DEFECTO) Menu Principal Anilla 1.5mm > Ajustes Modo Manual En Modo Sinérgico, el tiempo y corriente de las diferentes fases de la soldadura están Configuracion determinados automáticamente por el producto. zone de área de área de... - Page 21 Configuracion > Pregas > 100ms M35 - ARC Postgas 500ms Idioma Reset maquina Info AJUSTES MANUAL Presione sobre las teclas G+ y G- para pasar sucesivamente por los diferentes valores Ajustes Manual (coeficientes de cebado y de agarre al metal, tiempos, corrientes, altura) del proceso de soldadura por arco tirado (ver capítulo «Proceso de soldadura por arco tirado»).
- Page 22 M35 - ARC TECLA PRESIONADA Cebado > Q = 0 Panel de informaciones Info Ajustes Sinergia Soft gene V0.0 > Material > Fe El panel de información precisa los números de versiones del programa y hardware del Hard gene V0.0 generador y de la pistola (si esta está...
- Page 23 M35 - ARC 3 mm Contratuerca Tornillos Instalar un porta pernos (CEL059634 - CEL059641) Porta-pernos Soporte del porta-pernos • Inserte el porta-pernos en el soporte del porta-pernos. Boquilla de protección • Coloque y atornille ligeramente la boquilla de protección sobre el soporte de porta-pernos •...
-
Page 24: Declaración De Conformidad
• Una nota explicativa del fallo DECLARACIÓN DE CONFORMIDAD CHIEF certifica de su propia responsabilidad que el producto nuevo siguiente M35 - ARC para el que se aplica esta declaración, está fabricado conforme a las directivas siguientes: • Directiva 2014/35/UE, Baja Tensión, del 2014.02.26 •... -
Page 25: Avertissements - Règles De Sécurité
M35 - ARC AVERTISSEMENTS - RÈGLES DE SÉCURITÉ CONSIGNE GÉNÉRALE Ces instructions doivent être lues et bien comprises avant toute opération. Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise. Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à... -
Page 26: Fumées De Soudage Et Gaz
M35 - ARC FUMÉES DE SOUDAGE ET GAZ Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insuffisante. -
Page 27: Classification Cem Du Matériel
M35 - ARC CLASSIFICATION CEM DU MATÉRIEL Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant élec- trique est fourni par le réseau public d’alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité... -
Page 28: Recommandation Sur Les Méthodes De Réduction Des Émissions Électromagnétiques
M35 - ARC L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires; h) l’heure du jour où le soudage ou d’autres activités sont à exécuter. La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent. - Page 29 M35 - ARC Le fabricant n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel. ENTRETIEN / CONSEILS • L’entretien ne doit être effectué que par une personne qualifiée. Un entretien annuel est conseillé. •...
- Page 30 M35 - ARC BRANCHEMENT SUR GROUPE ÉLECTROGÈNE Ce matériel peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exi- gences suivantes : - La tension doit être alternative, réglée comme spécifiée et de tension crête inférieure à 400 V, - La fréquence doit être comprise entre 50 et 60 Hz.
-
Page 31: Soudage En Mode Synergique (Mode De Soudage Par Défaut)
M35 - ARC • Modifier les réglages de soudure si nécessaire (mode synergique ou mode manuel) Molette de vérouillage des • Déverrouiller les tiges de reprise de masse avec la molette tiges de reprise de masse : • Positionner le pistolet sur la tôle •... -
Page 32: Réglages Synergique
M35 - ARC RÉGLAGES SYNERGIQUE Appuyer sur les touches G+ et G- pour les déplacer le curseur de gauche (Matériaux, Gaz, Réglages Synergie Type et épaisseur de l’électrode). Appuyer sur les touches D+ et D- pour modifier les va- leurs de chaque item. >... -
Page 33: Panneau D'informations
M35 - ARC Lorsque « Reset machine » est sélectionné depuis le menu Configuration, un appui sur Reset machine menu/valider fait rentrer le poste dans le sous-menu de reset machine. : 3sec Appuyer sur menu/valider pendant 3 s pour valider le reset du produit. pour valider Appuyer sur retour pour revenir au menu Configuration et annuler le reset du produit. -
Page 34: Réglage Et Pose D'un Porte-Goujon (Option)
M35 - ARC RÉGLAGE ET POSE D’UN PORTE-GOUJON (OPTION) Réglage du porte goujon (CEL049000 - CEL048157 - CEL048164) • Dévisser le contre-écrou et la vis du porte-goujon. • Insérer le goujon dans le porte écrou. • Viser la vis du porte goujon pour obtenir 3mm entre son extrémité et la base du filetage du goujon. •... -
Page 35: Conditions De Garantie France
- une note explicative de la panne. DÉCLARATION DE CONFORMITÉ CHIEF certifie de sa propre responsabilité que le produit neuf suivant M35 - ARC pour lequel s’applique cette déclaration, est réalisé en conformité avec les directives suivantes : • Directive 2014/35/UE, Basse Tension, du 2014.02.26 •... - Page 36 M35 - ARC TECHNICAL SPECIFICATIONS / ESPECIFICACIONES TÉCNICAS / SPÉCIFICATIONS TECHNIQUES M35 - ARC Primary / Primario / Primaire 230 V 110 V Power supply voltage / Tensión de red eléctrica / Tension d’alimentation +/- 15% +/- 15% Mains frequency / Frecuencia / Fréquence secteur 50 / 60 Hz Fuse / Fusible disyuntor / Fusible disjoncteur 16 A...
- Page 37 M35 - ARC SPARE PARTS / PIEZAS DE REPUESTO / PIÈCES DE RECHANGE Matière : Épaisseur : mm...
- Page 38 M35 - ARC 24V fan / Ventilador 24V / Ventilateur 24V 51018 Fan support ARCPULL / Soporte ventilador ARCPULL / Support ventilateur ARCPULL 98050 2-way solenoid valve 24V / Solenoide 2 vie 24V / Electrovanne 2 voies 24V 71542 Gas coupler BSP20 / Electroválvula 2 vías 24V / Coupleur gaz BSP20 55090 Graphic card / Pantalla gráfica / Ecran graphique 51992...
- Page 39 M35 - ARC SPARE PARTS / PIEZAS DE REPUESTO / PIÈCES DE RECHANGE...
- Page 40 M35 - ARC Motor / Motore / Moteur 71832 Electronic board / Placa electrónica / Carte électronique 97458C Earth rods / Varillas de retorno de masa / Tiges de retour de masse 93069 Rod spring / Muelles de varillas / Ressort de tiges 55224 Trigger / Gatillo / Gâchette 56029...
- Page 41 M35 - ARC SYMBOLS / SÍMBOLOS / ICÔNES Caution ! Read the user manual. - Cuidado, leer las instrucciones de utilización. - Attention ! Lire le manuel d’instruction avant utilisation. Undulating current technology based source delivering direct curent. - Fuente de corriente de tecnología ondulador que libera corriente continua.