
Manuels Connexes pour IMS PULSEMIG 300-T2


Sommaire des Matières pour IMS PULSEMIG 300-T2
- Page 1 PULSEMIG 300-T2 2-4 / 3-18 / 71-76 2-4 / 19-31 / 71-76 2-4 / 32-44 / 71-76 2-4 / 45-57 / 71-76 2-4 / 58-70 / 71-76 73502_V2_10/05/2017...
- Page 2 PULSEMIG 300-T2 FIG-1 FIG-2 Tube capillaire / Capillary NO USE Gaine acier / Steel sheath / - Acier / Steel / Stahl / Acero / - Alu Pipe / Kapillarrohr Stahlseele Staal / Aço - Inox - Stainless steel Gaine téflon / Teflon sheath /...
- Page 3 PULSEMIG 300-T2 FR - Prémonter les vis manuellement sans les bloquer. EN - Preplace the screws manually without tightening them. DE - Ziehen Sie die Schrauben manuell leicht an. ES - Premontar los tornillos manualmente sin bloquearlos. RU - УСТАНОВИТЬ ВИНТЫ ВРУЧНУЮ БЕЗ БЛОКИРОВКИ.
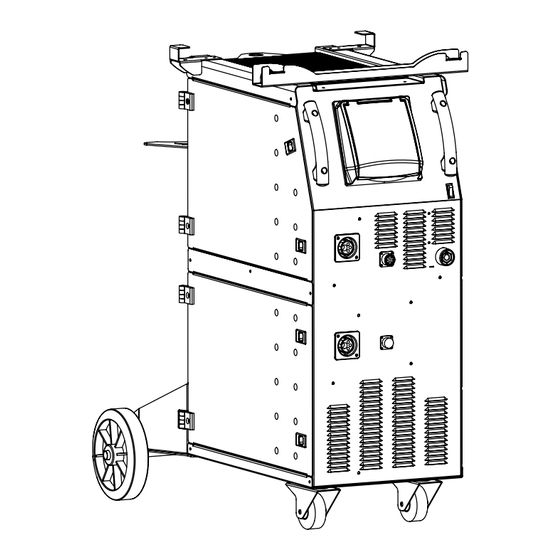
- Page 4 PULSEMIG 300-T2 M4x10 (x6) M6x12 (x3) FR - Option : Potence seule (ref. 022553) / Potence + support (ref. 041493). EN - Option: Balancing arm only (ref. 022553) / Balancing arm + support (ref. 041493). DE - Optional: Ausleger (Art.-Nr. 022553) / Ausleger + Ständer (Art.-Nr. 041493).
-
Page 5: Avertissements - Règles De Sécurité
PULSEMIG 300-T2 AVERTISSEMENTS - RÈGLES DE SÉCURITÉ CONSIGNE GÉNÉRALE Ces instructions doivent être lues et bien comprises avant toute opération. Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise. Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant. -
Page 6: Risques De Feu Et D'explosion
PULSEMIG 300-T2 Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenants du plomb, cadmium, zinc ou mercure voir béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant de les souder. -
Page 7: Recommandations Pour Evaluer La Zone Et L'installation De Soudage
PULSEMIG 300-T2 Tous les soudeurs devraient utiliser les procédures suivantes afin de minimiser l’exposition aux champs électromagnétiques provenant du circuit de soudage: • positionnez les câbles de soudage ensemble – fixez les avec une attache, si possible; • positionnez votre torse et votre tête aussi loin que possible du circuit de soudage;... -
Page 8: Alimentation Électrique
PULSEMIG 300-T2 TRANSPORT ET TRANSIT DU DÉVIDOIR La machine ne disposant d’aucun élément pour le levage, vous devez prendre les meilleures dispositions pour le faire en toute sécurité avec un engin (attention au basculement). La (les) poignée(s) n’est (ne sont) pas considérée(s) comme un moyen d’élingage. -
Page 9: Description Du Poste (Fig-1)
PULSEMIG 300-T2 DESCRIPTION DU POSTE (FIG-1) Écrans + boutons incrémentaux Support carte SD Support bobine 10 Commutateur ON / OFF Raccord torche standard ou Push Pull 11 Câble d’alimentation Connecteur pour la masse 12 Support torche avant Connecteur commande torche Push Pull... -
Page 10: Raccordement Gaz
PULSEMIG 300-T2 le serrage. Nb : pour le fil aluminium mettre un minimum de pression afin de ne pas écraser le fil. • Faire sortir le fil de la torche d’environ 5cm, puis mettre au bout de la torche le tube contact adapté au fil utilisé (fig. -
Page 11: L'interface Pro
PULSEMIG 300-T2 Conseils : L’ajustement de la vitesse du fil se fait souvent « au bruit » : l’arc doit être stable et avoir très peu de crépitement. Si la vitesse est trop faible, l’arc n’est pas continu. Si la vitesse est trop élevée, l’arc crépite et le fil a tendance à repousser la torche. -
Page 12: L'interface Easy
PULSEMIG 300-T2 GAS PRE-FLOW : durée de pré-gaz avant soudage. CREEP_SPEED : coefficient réducteur de la vitesse d’approche (Réduire pour les fortes épaisseurs, exemple 50% . Ne pas changer pour les faibles épaisseurs, exemple : 100%). Courant de préchauffage, utile en aluminium pour préchauffer la pièce (> 100%) ou une phase d’approche en acier avec des valeurs <... - Page 13 PULSEMIG 300-T2 Le Mode de déclenchement Spot/delay Le mode Spot permet de faire du pointage de pièce en réglant la durée du point. Le mode Delay (ou spot et delay) permet de régler la durée du point et du délai entre deux points pour du soudage en point de chainette (Uni- quement accessible avec l’interface EASY).
- Page 14 PULSEMIG 300-T2 Procédure de montage bobine 1 - Bouton d’ouverture/fermeture capot sur torche Spool Gun 2 - Écrou de serrage bobine 3 - Écrou de frein bobine (ne pas trop serrer) 4 - Vis de rélage de tension galets 5 - Bouton de rélage de vitesse fil - Ouvrir le capot (1), enlever l’écrou de maintien (2).
- Page 15 PULSEMIG 300-T2 Pour exemple Panneau d’information : Il contient les indices et sous indices des circuits ainsi que les version logiciels (IHM, puissance, carte SD… ) LES CYCLES DE SOUDAGES Procédé 2 Temps standard : Dstart Gas post-Flow T burn-back A l’appui de la gâchette le pré-gaz démarre.
- Page 16 PULSEMIG 300-T2 Procédé 2 Temps pulse : T hotstart T upslope T downslope I blackout Dstart Gas post-Flow T burn-back Soft-start A l’appui de la gâchette le prégaz démarre, lorsque le fil touche la pièce un pulse initialise l’arc. Puis, la machine com- mence par le Hot-start, le upslope et enfin, le cycle de soudage démarre.
-
Page 17: Mot De Passe
PULSEMIG 300-T2 Carte SD La carte SD permet de stocker les réglages d’usine. Elle est indispensable lors d’un reset « total ». Après réinitialisation des paramètres et pour éviter le recharge- ment de ces derniers à chaque démarrage, appuyer sur la carte SD afin de la désenclancher. -
Page 18: Conditions De Garantie France
PULSEMIG 300-T2 CONDITIONS DE GARANTIE FRANCE La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’oeuvre). La garantie ne couvre pas : • Toutes autres avaries dues au transport. - Page 19 PULSEMIG 300-T2 WARNING - SAFETY RULES GENERAL INSTRUCTIONS Read and understand the following safety recommendations before using or servicing the unit. Any change or servicing that is not specified in the instruction manual must not be undertaken. The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured this manual .
-
Page 20: Emc Classification
PULSEMIG 300-T2 FIRE AND EXPLOSIONS RISKS Protect the entire welding area. Compressed gas containers and other inflammable material must be moved to a minimum safe distance of 11 meters. A fire extinguisher must be readily available. Be careful of spatter and sparks, even through cracks. - Page 21 PULSEMIG 300-T2 RECOMMENDATIONS TO ASSES THE AREA AND WELDING INSTALLATION Overview The user is responsible for installing and using the arc welding equipment in accordance with the manufacturer’s instructions. If electromagnetic disturbances are detected, it is be the responsibility of the user of the arc welding equipment to resolve the situation with the manufacturer’s technical assistance.
- Page 22 PULSEMIG 300-T2 The manufacturer does not incur any responsability regarding damages to both objects and persons that result from an incorrect and/or dangerous use of the machine. MAINTENANCE / RECOMMENDATIONS • Maintenance should only be carried out by a qualified person.
-
Page 23: Control Board
PULSEMIG 300-T2 - Roller pressure: Set the pressure of the rollers to minimum so as not to crush the wire - Capillary tube: Do not use a capillary tube when welding aluminium - Torch: When welding aluminium use a special aluminium torch with Teflon sheath to reduce friction. Do not cut the sheath near the connector! It is used to guide the wire from the rollers. - Page 24 PULSEMIG 300-T2 1 - Welding settings selection SYNERGIC or MANUAL 2 - Welding process selection PULSE or STANDARD 3 - Selection of the metal (synergic welding settings) Each material is associated with a different recommendation for gas and diameter of wire.
- Page 25 PULSEMIG 300-T2 The icon allows you to enter the welding process menu and modify the settings of each stage (pre-gas, hot-start, Upslope, downs- lope, burn-back, post-gas). This menu is only available in PRO mode. In the secondary menu of PRO mode, the settings can be locked...
- Page 26 PULSEMIG 300-T2 Pulse in Pulse (PIP) or double pulse Same settings in Pulse mode (PLS). See previous paragraph for more details. There are extra phases specific to the PIP (Pulse In Pulse) mode : I cold : current proportion for the background current phase.
- Page 27 PULSEMIG 300-T2 Push Pull torch (OPTION) The Push Pull torch is connected to the connector (3). Using a Push Pull torch will enable the use of AlSi wire even Ø 0.8 mm with a 4m torch (ref. 044111). This torch can be used on any mode.
-
Page 28: Information Panel
PULSEMIG 300-T2 To save a welding program you need to enter a number and a name. (7 letters) In the event of use with several torches, select the torch used before Save: getting back the memory. SD card with version V1005 allows using synergic welding for the material and diameters in the chart below: List of synergic modes (V1012) Ø0.6... - Page 29 PULSEMIG 300-T2 Standard 4 times mode Dstart Gas post-Flow T burn-back In standard 4T, the time of the pre-gas and post-gas is managed by the trigger. 2 times pulse process T hotstart T upslope T downslope I blackout Dstart Gas post-Flow...
- Page 30 PULSEMIG 300-T2 4 times pulse process T hotstart T upslope T downslope I Blackout Dstart Gas post-Flow T burn-back Soft-start In 4T Pulse, the trigger will manage the time of the Hotstart and downslope. SD card The SD card allows the operator to save the original settings. An SD card should ALWAYS be used when undertaking a «...
- Page 31 PULSEMIG 300-T2 Covering wire guide dirty or Clean or replace damaged. Bad wire feed. Roller axle key missing Reposition the key. Reel brake too tight Adjust the brake Check the mains connection and ensure the Bad connection to the mains supply.
- Page 32 PULSEMIG 300-T2 ADVERTENCIAS - NORMAS DE SEGURIDAD CONSIGNA GENERAL Estas instrucciones se deben leer y comprender antes de toda operación. Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo. Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
-
Page 33: Seguridad Eléctrica
PULSEMIG 300-T2 Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas. - Page 34 PULSEMIG 300-T2 Todos los soldadores deberían utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del circuito de soldadura: • Coloque los cables de soldadura juntos - fíjelos con una brida si es posible; • Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura;...
-
Page 35: Alimentación Eléctrica
PULSEMIG 300-T2 TRANSPORTE Y TRÁNSITO DE LA DEVANADERA La máquina no dispone de ningún elemento para el elevado, debe tomar las medidas apropiadas para hacerlo con toda seguridad con una grúa (atención al balanceo). El (los) mango (s) no se debe (deben) considerar un modo para realizar la suspensión del producto. -
Page 36: Soldadura Semi-Automática De Acero/Acero Inoxidable (Modo Mag) (Fig 2-A)
PULSEMIG 300-T2 DESCRIPCIÓN DEL EQUIPO (FIG-1) Pantallas + botones de ajuste Soporte tarjeta SD Soporte bobina 10 Conmutador ON / OFF Conexión antorcha estándar o Push Pull 11 Cable de alimentación eléctrica Conector para la masa 12 Soporte antorcha delantera Conector de mando antorcha Push Pull 13 Conector gas antorcha estándar o Push Pull... -
Page 37: Conexión Gas
PULSEMIG 300-T2 • Accione el motor presionando el gatillo de la antorcha. Si el gas está presente, se corta al cabo de 4 segundos. (el generador igualmente) y el avance del hilo pasa a una velocidad de 4m/min para asegurar un paso correcto a través de la funda. - Page 38 PULSEMIG 300-T2 AJUSTE DEL EQUIPO MODO DE AJUSTE MANUAL • En ajuste manual, la velocidad de hilo y la tensión de soldadura se ajustan mediante las ruedecillas A y B. Antes de la soldadura : La velocidad de hilo se indica de forma permanente en la pantalla.
- Page 39 PULSEMIG 300-T2 El ajuste de los parámetros de soldadura se puede realizar de 3 maneras: - Mediante la velocidad de hilo: - Mediante el grosor de la pieza a soldar: - Mediante la corriente de soldadura : : indica la tensión de soldadura teórica.
- Page 40 PULSEMIG 300-T2 MODO STD Encontramos las fases de pregas, creep speed, Hot Start, Crater Filler y Post Gas. BurnBack High : Permite suprimir el pulso de corte de hilo, útil para piezas finas. LA INTERFAZ EASY Al igual que con la interfaz PRO, la parte superior permite seleccionar el diáme- tro del hilo, la pareja material-gas, el proceso de soldadura (estándar, pulsado,...
- Page 41 PULSEMIG 300-T2 La antorcha Spool Gun (Opción) La antorcha Spool Gun se instala en el conector designado (7). Solo se puede utilizar en modo sinérgico estándar y manual. - En modo manual (ver p.8), solo el botón de ajuste de la velocidad de hilo está...
- Page 42 PULSEMIG 300-T2 Lista de sinergías (V1012) Ø0.6 Ø0.8 Ø1 Ø1.2 Puls Ø0.6 Ø0.8 Ø1 Ø1.2 Fe Arg CO2 18% Al Mg 5 Arg 100% Al Si 12 Arg 100% X (P.P) X (P.P) Al Si 5 Arg 100% X (P.P) X (P.P)
- Page 43 PULSEMIG 300-T2 Proceso 2 Tiempos pulsado: T hotstart T upslope T downslope I blackout Dstart Gas post-Flow T burn-back Soft-start Al presionar el gatillo el pregas arranca, cuando el hilo toca la pieza un pulso de corriente inicia el arco. Luego, la máqui- na comienza por el Hot-start, el upslope, y luego el ciclo de soldadura inicia.
- Page 44 PULSEMIG 300-T2 Tarjeta SD La tarjeta SD permite almacenar los ajustes de fábrica. Es indispensable en caso de un reinicio «total». Tras el reinicio de parámetros y para evitar la recarga de estos en cada inicio, presione sobre la tarjeta SD para desactivarla.
-
Page 45: Waarschuwing - Veiligheidsinstructies
PULSEMIG 300-T2 WAARSCHUWING - VEILIGHEIDSINSTRUCTIES ALGEMENE INSTRUCTIES Voor het in gebruik nemen van het apparaat moeten deze instructies gelezen en goed begrepen worden. Voer geen wijzigingen of onderhoud uit die niet in de handleiding vermeld staan. Geen enkel lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan verhaald worden op de fabrikant van het apparaat. -
Page 46: Brand- En Explosiegevaar
PULSEMIG 300-T2 Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd worden. Bovendien kan het lassen van materialen die bepaalde stoffen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor de aanvang van de laswerkzaamheden. -
Page 47: Aanbevelingen Om De Laszone En De Lasinstallatie Te Evalueren
PULSEMIG 300-T2 Alle lassers zouden de volgende procedures moeten opvolgen, om de blootstelling aan elektro-magnetische straling veroorzaakt door het lassen zo klein mogelijk te houden : • plaats de laskabels dicht bij elkaar - bind ze indien mogelijk aan elkaar vast;... -
Page 48: Elektrische Voeding
PULSEMIG 300-T2 TRANSPORT EN DOORVOER VAN HET DRAADAANVOERSYSTEEM Het apparaat heeft geen onderdeel om het aan omhoog te heffen. Om het apparaat te verplaatsen met een hef-apparaat moet u zo voorzichtig mogelijk en goed voorbereid te werk gaan. (Pas op dat het apparaat niet kantelt). De handvatten mogen niet gebruikt worden om het apparaat aan omhoog te hijsen. -
Page 49: Montage-Procedure Spoelen En Toortsen (Fig 3)
PULSEMIG 300-T2 BESCHRIJVING VAN HET APPARAAT (FIG-1) Schermen + draaiknoppen Houder SD kaart Spoel houder 10 Schakelaar ON/OFF Standaard toorts of Push Pull toorts aansluiting 11 Voedingskabel Aansluiting aarding 12 Toorts-houder voor Aansluiting bediening Push Pull toorts Aansluiting gas standaard toorts of Push Pull... - Page 50 PULSEMIG 300-T2 Fig C : Voor het afstellen van de druk van de aanvoerrollen, handel als volgt : • Draai de schroef (4) maximaal los en duw deze naar beneden, steek de draad in, en hersluit de aanvoerrollen zonder ze strak aan te draaien.
- Page 51 PULSEMIG 300-T2 AFSTELLEN VAN HET APPARAAT «HANDMATIGE» AFSTELMODUS • In de handmatige afstel-modus worden de draadsnelheid en de lasstroom geregeld met behulp van draaiknoppen A en B. Voor het lassen : De draadsnelheid wordt permanent op het display aangegeven. Aan het eind van het lassen : De gemiddelde stroom en de gemiddelde spanning worden aange- geven.
- Page 52 PULSEMIG 300-T2 Het afstellen van de lasinstellingen kan op 3 manieren gebeuren : - Door de draadsnelheid : - Door de dikte van het te lassen werkstuk : - Door de lasstroom : : geeft de theoretische lasspanning aan. : hiermee kan de booglengte bijgesteld worden.
- Page 53 PULSEMIG 300-T2 Mode STD We vinden de fases pre-gas, creep speed, Hot Start, Crater filler en post gas terug. BurnBack High : hiermee kan de puls om het draad af te snijden geannuleerd worden, nuttig bij het lassen van dunner plaatwerk.
- Page 54 PULSEMIG 300-T2 De Spool Gun toorts (OPTIO- De Spool Gun toorts wordt gemonteerd op de daarvoor bestemde aansluiting (7). NEEL) Deze is alleen te gebruiken in de synergetische standaard modus en de handma- tige modus. - In de handmatige modus (zie p.8) wordt alleen de knop om de draadsnelheid te regelen overgeheveld op de toorts (afstellen op het apparaat niet mogelijk).
- Page 55 PULSEMIG 300-T2 Al Si 12 Arg 100% X (P.P) X (P.P) Al Si 5 Arg 100% X (P.P) X (P.P) Cr Ni 308 Arg 100% Cr Ni 316 Arg 100% Cu Si 3 Arg 100% Cu Al 8 Arg 100%...
- Page 56 PULSEMIG 300-T2 Procedure 2 T puls : T hotstart T upslope T downslope I blackout Dstart Gas post-Flow T burn-back Soft-start Met een druk op de trekker begint pre-gas, en wanneer de draad het werkstuk aanraakt start een puls de boog op.
- Page 57 PULSEMIG 300-T2 SD kaart Op de SD kaart kunnen de fabrieksinstellingen bewaard worden. De kaart is onmisbaar bij een « total » reset. Druk, na het resetten van de instellingen, kort op de SD kaart om deze te los te wippen, om te voorkomen dat bij iedere opstart van het apparaat de gegevens van de kaart opnieuw geladen worden.
- Page 58 PULSEMIG 300-T2 AVVERTENZE - NORME DI SICUREZZA ISTRUZIONI GENERALI Queste istruzioni devono essere lette e comprese prima dell’uso. Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata. Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerato a carico del fabbricante.
-
Page 59: Sicurezza Elettrica
PULSEMIG 300-T2 Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre la saldatura di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nociva; pulire e sgrassare le parti prima di saldarle. - Page 60 PULSEMIG 300-T2 • non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo; • collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;...
-
Page 61: Installazione Del Dispositivo
PULSEMIG 300-T2 Mai sollevare una bombola di gas e la fonte di corrente di saldatura nello stesso momento. Le loro norme di trasporto sono distinte. È preferibile togliere la bobina prima di ogni sollevamento o trasporto del dispositivo di corrente di saldatura. - Page 62 PULSEMIG 300-T2 Connettore comando torcia SpoolGun 14 Connettore gas torcia standard o SpoolGun Connettore potenza torcia standard o SpoolGun Supporto bombola (al massimo una bombola di 4m3) Interruttore a levetta Avanzata del filo / Pulizia del gas 16 Supporto del cavo della torcia posteriore SALDATURA SEMI-AUTOMATICA IN ACCIAIO / INOX (MODALITÀ...
-
Page 63: Interfaccia Di Comando
PULSEMIG 300-T2 Osservazioni : • Una guaina troppo stretta può comportare dei problemi di allentamento e dunque un surriscaldamento del motore. • Il connettore della torcia deve essere anch’esso stretto con attenzione al fine di evitare il suo riscaldamento. • Verificare che né il filo, né la bobina tocchino le parti meccaniche del dispositivo, altrimenti ci sono pericoli di corto circuito. - Page 64 PULSEMIG 300-T2 Consigli : La regolazione della velocità del filo si effettua in base « al rumore » : l’arco deve essere stabile e avere pochi crepitii. Se la velocità è troppo bassa, l’arco non è continuo. Se la velocità è troppo elevata, l’arco crepita e il filo tende a respingere la torcia.
- Page 65 PULSEMIG 300-T2 L’icona permette di accedere ai differenti tipi di regolazione del ciclo (pre-gas, hot start, Upslope, downslope, burn-back, post-gas), questa parte è accessibile unicamente con l’interfaccia PRO. (vedere « menu setup », ultima pagina) GAS PRE-FLOW : durata del pre-gas prima della saldatura.
- Page 66 PULSEMIG 300-T2 La Modalità di rilascio Spot/delay La modalità Spot permette di eseguira la puntatura del pezzo regolando la durata del punto. La modalità Delay (o spot e delay) permettte di regolare la durata del punto e dell’intervallo tra due punti per una saldatura a punti a catenella (accessibile solamente con l’interfaccia EASY).
- Page 67 PULSEMIG 300-T2 Procedura di montaggio della 1 - Tasto di apertura/chiusura del coperchio bobina sulla torcia Spool Gun 2 - Dado di serraggio della bobina 3 - Dado di freno della bobina (non stringere troppo) 4 - Vite di regolazione della tensione dei rulli 5 - Tasto di regolazione della velocità...
- Page 68 PULSEMIG 300-T2 Per esempio Pannello d’informazione : Contiene gli indici e i sotto indici del circuito così come le versioni dei software (IHM, potenza, scheda SD… ) I CICLI DI SALDATURA Processo 2 Tempi standard : Dstart Gas post-Flow T burn-back Premendo il pulsante il pre-gas comincia.
- Page 69 PULSEMIG 300-T2 Processo 2 Tempi pulsato : T hotstart T upslope T downslope I blackout Dstart Gas post-Flow T burn-back Soft-start Premendo il pulsante il pre-gas comincia, quando il filo tocca il pezzo un impulso fa avviare l’arco. Poi, il dispositivo comincia con l’Hot-start, l’upslope e infine il ciclo di saldatura comincia.
- Page 70 PULSEMIG 300-T2 Scheda SD La scheda SD permette di immagazzinare le impostazioni di fab- brica. Questa è indispensabile nel caso di un reset « totale ». Dopo il reset dei parametri e per evitare il ricaricamento di questi ultimi ad ogni avvio, premere sulla scheda SD al fine di disattivar- la.
- Page 71 PULSEMIG 300-T2 PIÈCES DE RECHANGE / SPARE PARTS / PIEZAS DE RECAMBIO / RESERVE ONDERDELEN / PEZZI DI RICAMBIO...
- Page 72 PULSEMIG 300-T2 PIÈCES DE RECHANGE / SPARE PARTS / PIEZAS DE RECAMBIO / RESERVE ONDERDELEN N° Self 1 / Inductancia 1 64672 Self 2 / Inductancia 2 63644 Self 3 / Inductancia 3 64673 Transformateur/ Transformer / Transformador / Transformator / Trasformatore...
- Page 73 PULSEMIG 300-T2 SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN / ESQUEMA ELÉCTRICO / ELEKTRISCH SCHEMA / SCHEMA ELETTRICO...
- Page 74 PULSEMIG 300-T2 SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE 300-T2 Primaire / Primary / Primär / Первичка / Primaire / Primario 400V - 3~ 230V - 3~ Tension d’alimentation / Power supply voltage / Stromversorgung / Напряжение...
- Page 75 PULSEMIG 300-T2 ICONES / SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / ICONEN / ICONE Ampères - Amps - Ampere - Amperios - Ампер - Ampère Volt - Volt - Volt - Voltios - Вольт Hertz - Hertz - Hertz - Hertz - Герц...
- Page 76 PULSEMIG 300-T2 - Produit recyclable qui relève d’une consigne de tri. - Recyclingprodukt, das gesondert entsorgt werden muss. - Этот аппарат подлежит утилизации. - Prodotto riciclabile che assume un ordine di smistamento. - Prodotto riciclabile soggetto a raccolta differenziata. ACCESSOIRES / ACCESSORIES / ZUBEHÖR / ACCESORIOS / ACCESSOIRES / ACCESSORI ø...