
Sommaire des Matières pour Miller STR 500C
- Page 1 OM-264608C/fre 2015−07 Procédés Soudage EE (SMAW) Soudage TIG (GTAW) Description Source d’Alimentation pour le Soudage à l’Arc STR 500C MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Page 2 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
-
Page 3: Table Des Matières
............5-3. Sélection du procédé de soudage pour STR 500C . - Page 4 DÉCLARATION DE CONFORMITÉ pour les produits de la Communauté Européenne (marqués CE). ITW Welding Italy S.r.l Via Privata Iseo 6/E, 20098 San Giuliano M.se, (MI) Italy déclare que le(s) produit(s) identifié(s) dans la présente déclaration est (sont) conforme(s) aux exigences et dispositions essentielles de la ou des directives et normes du comité...
-
Page 5: Section 1 − Consignes De Sécurité − Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION fre_som_2013−09 Pour écarter les risques de blessure pour vous−même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 1-1. - Page 6 D Ne pas raccorder plus d’une électrode ou plus d’un câble de D Avoir recours à des écrans protecteurs ou à des rideaux pour masse à une même borne de sortie de soudage. Débrancher le protéger les autres contre les rayonnements les éblouissements câble pour le procédé...
-
Page 7: Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
LES BOUTEILLES peuvent exploser DES PIECES DE METAL ou DES si elles sont endommagées. SALETES peuvent provoquer des blessures dans les yeux. Les bouteilles de gaz comprimé contiennent du gaz sous haute pression. Si une bouteille est D Le soudage, l’écaillement, le passage de la endommagée, elle peut exploser. - Page 8 LES CHARGES ÉLECTROSTATI- RAYONNEMENT HAUTE QUES peuvent endommager les cir- FRÉQUENCE (H.F.) risque cuits imprimés. provoquer des interférences. D Établir la connexion avec la barrette de terre D Le rayonnement haute fréquence (H.F.) peut avant de manipuler des cartes ou des pièces. provoquer des interférences avec les équi- pements de radio−navigation et de com- D Utiliser des pochettes et des boîtes antista-...
-
Page 9: Proposition Californienne 65 Avertissements
1-4. Proposition californienne 65 Avertissements Les équipements de soudage et de coupage produisent des Ce produit contient des produits chimiques, notamment du fumées et des gaz qui contiennent des produits chimiques plomb, dont l’État de Californie reconnaît qu’ils provoquent dont l’État de Californie reconnaît qu’ils provoquent des mal- des cancers, des malformations congénitales ou d’autres formations congénitales et, dans certains cas, des cancers. - Page 10 OM- 264 608 Page 6...
-
Page 11: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Symboles et définitions supplémentaires relatifs à la sécurité Certains symboles ne se trouvent que sur les produits CE. Avertissement! Attention! Les risques éventuels sont indiqués par ces symboles. Safe1 2012−05 Débrancher la prise ou couper l’alimentation avant toute intervention sur l’appareil. Safe5 2012−05 Porter des gants isolants secs. - Page 12 Ne pas enlever ou recouvrir l’étiquette de peinture. Safe20 2012−05 Ne pas jeter le produit (si applicable) avec les déchets ménagers. Réutiliser ou recycler les déchets d’équipements électriques et électroniques (DEEE) et les jeter dans un conteneur prévu à cet effet. Contacter le bureau chargé...
-
Page 13: Symboles Et Définitions
2-2. Symboles et définitions Transformateur Commande à Ampérage redresseur distance triphasé Courant constant Fusible Négative (CC) Niveau de Facteur de Positive protection interne marche Courant Terre de d’alimentation protection (terre) nominal Soudage TIG Courant de Sortie soudage nominal Convient au Dispositif de soudage dans un Tension nominale... -
Page 14: Section 3 − Spécifications
SECTION 3 − SPÉCIFICATIONS 3-1. Emplacement du numéro de série et de la plaque signalétique Le numéro de série et les informations nominales de ce produit sont situés sur l’arrière. Utiliser la plaque signalétique pour déterminer les besoins d’alimentation et/ou la puissance nominale. Pour référence ultérieure, noter le numéro de série dans l’espace prévu à cet effet sur la couverture au dos de ce manuel. -
Page 15: Facteur De Marche Et Surchauffe
3-4. Facteur de marche et surchauffe Le facteur de marche du poste est un pourcentage de 10 minutes auquel on peut souder à la puissance nominale sans surchauffe. l’unité surchauffe, thermostats s’ouvrent, la sortie s’arrête et ventilateur refroidissement se met en marche. Attendre quinze minutes que l’unité... -
Page 16: Courbe Volt−Ampère
3-5. Courbe Volt−Ampère Les courbes volt-ampère indiquent les valeurs normales de tension et d’ampérage minimum et maximum de sortie possibles de l’appareil. Ampères DC OM-264 608 Page 12... -
Page 17: Section 4 − Installation
SECTION 4 − INSTALLATION 4-1. Choix de l’emplacement Ne pas déplacer ou utiliser Déplacement l’appareil quand il y a un risque de basculement. Emplacement et circulation d’air Une installation spéciale peut s’imposer en présence de liquides volatiles ou d’essence − voir NEC Article 511 ou CEC Section 20. -
Page 18: Bornes De Sortie De Soudage Et Choix De La Dimension Des Câbles
4-2. Bornes de sortie de soudage et choix de la dimension des câbles AVIS − La longueur totale du câble dans le circuit de soudage (voir le tableau ci−dessous) est la longueur combinée de tous les câbles de soudage. Par exemple, si le poste est à 30 m (100 pieds) de la pièce à souder, la longueur de câble totale du circuit de soudage est de 60 m (2 câbles de 30 m). -
Page 19: Indications Concernant La Prise De Commande À Distance
4-4. Indications concernant la prise de commande à distance À Prise* Informations concernant la prise DISTANCE La fermeture du contact en B referme le circuit de commande du contacteur 24 volts CA. La fermeture du contact avec A active le circuit de commande du contacteur 24 volts CA. -
Page 20: Branchements Habituels Pour Le Soudage À L'arc Avec Électrode Enrobée (Ee)
4-5. Branchements habituels pour le soudage à l’arc avec électrode enrobée (EE) 956172997_1-A / Réf. 803 310 4-6. Branchements habituels pour le soudage TIG (GTAW) En mode TIG, la sortie à distance est toujours active. Voir Section 5-8 pour l’amorçage TIG au gratté. -
Page 21: Guide De Service Électrique
4-7. Guide de service électrique Elec Serv 2014−01 Le non−respect de ces recommandations concernant les fusibles et les disjoncteurs peut entraîner un risque d’électrocution ou d’incendie. Ces recommandations sont destinées à un circuit dédié à la puissance nominale et au facteur de marche du poste de soudage. -
Page 22: Raccordement De L'alimentation
4-8. Raccordement de l’alimentation = Terre GND/PE input2 2012−05 − Réf. 803 766-C/ OM-264 608 Page 18... -
Page 23: Branchement De L'alimentation Électrique Triphasée (Suite)
4-8. Branchement de l’alimentation électrique triphasée (suite) Fonctionnement en triphasé Brancher les conducteurs d’alimentation L1, Débrancher et étiqueter/verrouiller L2 et L3 au raccordement des phases du l’alimentation avant de raccorder les Cordon d’alimentation sectionneur. conducteurs d’alimentation de cet Sectionneur (interrupteur présenté en appareil. -
Page 24: Section 5 − Fonctionnement
SECTION 5 − FONCTIONNEMENT 5-1. Commandes du panneau frontal Borne de soudage négative (−) Interrupteur d’alimentation marche/arrêt Commande de sélection du procédé de soudage (Contacteur) (voir Section 5-3) Indicateur de courant de soudage Lampe témoin de mise sous tension Témoin de sortie de soudage Indicateur de température élevée Commande de l’arc force (DIG) (voir Section 5-4) -
Page 25: Commandes Du Panneau Arrière
5-2. Commandes du panneau arrière Prise 48 volts CA RCPT1 Dispositif protection supplémentaire CB1 CB1 protège la partie 48 V du circuit contre les surcharges. Prise 115 volts CA RCPT2 Dispositif protection supplémentaire CB2 CB2 protège la partie 115 V CA du circuit contre les surcharges. -
Page 26: Sélection Du Procédé De Soudage Pour Str 500C
5-3. Sélection du procédé de soudage pour STR 500C Commande de sélection du procédé de soudage (Contacteur) Cette commande permet de sélectionner le procédé de soudage. Le procédé de soudage sélectionné détermine commande marche/arrêt de la sortie de soudage. Voir le tableau ci−dessous. -
Page 27: Commandes De Surintensité D'amorçage Et De L'arc Force (Dig)
5-4. Commandes de surintensité d’amorçage et de l’arc force (DIG) Les bornes de sortie de soudage sont mises sous tension quand la commande du sélecteur de procédé de soudage est dans la position Stick. Commande de l’arc force (DIG) commande augmente l’ampérage de court−circuit EE à... -
Page 28: Commande D'ampérage
5-6. Commande d’ampérage Les bornes de sortie de soudage sont mises sous tension quand la commande du sélecteur de procédé de soudage dans positions TIG Lift−Arc ou Stick. Commande d’ampérage Tourner la commande dans le sens horaire pour augmenter l’ampérage. 5-7. -
Page 29: Amorçage Tig Au Gratté
5-8. Amorçage TIG au gratté Cette méthode d’amorçage n’est pas adaptée pour des applications délicates car de fines particules de tungstène pourraient s’incruster sur la pièce et contaminer la soudure. Ouvrir le gaz. Frotter l’électrode sur la pièce comme pour allumer une allumette ; lever légèrement l’électrode après avoir touché... -
Page 30: Section 6 − Maintenance Et Détection Des Pannes
SECTION 6 − MAINTENANCE ET DÉTECTION DES PANNES 6-1. Maintenance de routine Débrancher l’alimentation avant d’effectuer des travaux de maintenance. n = Contrôler Z = Changer ~ = Nettoyer l = Remplacer * Travail à confier à un agent d’entretien agréé par l’usine Tous les 3 mois... - Page 31 Panne Solution Arc irrégulier avec projections Utiliser des électrodes sèches, correctement stockées. excessives. Raccourcir la longueur d’arc. Réduire l’ampérage. L’électrode se soude au matériau. Augmenter l’ampérage. Augmenter la longueur d’arc. Utiliser des électrodes sèches, correctement stockées. Faible sortie de soudage sans com- Vérifier la position de la commande d’ampérage (voir Section 5-1).
-
Page 32: Section 7 − Schèma Èlectrique
SECTION 7 − SCHÈMA ÈLECTRIQUE Figure 7-1. Schèma de Connexions STR 500 C OM-264 608 Page 28... - Page 33 956172001-A OM-264 608 Page 29...
-
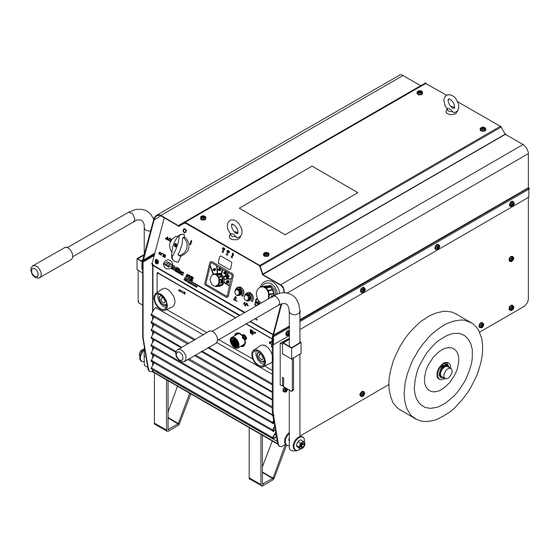
Page 34: Section 8 − Liste Des Pièces
SECTION 8 − LISTE DES PIÈCES La visserie est seulement disponible que si elle figure sur la liste. 9561729972-A Figure 8-1. Case And Running Gear Dia. Item Part Mkgs. Description Quantity Figure 8-1. Case And Running Gear .. - Page 35 La visserie est seulement disponible que si elle figure sur la liste. 24 23 956172997_3-A Figure 8-2. Main Assembly Item Dia. Part Mkgs. Description Figure 8-2. Main Assembly Quantity ....656089037 Clamp, cable .
- Page 36 ....056076152 Socket, Dinse 50 Sq Mm ......... .
- Page 37 La visserie est seulement disponible que si elle figure sur la liste. 956172997_4-A Figure 8-3. Front Panel Item Dia. Part Mkgs. Description Figure 8-3. Front Panel Quantity ....193919 Knob, pointer 1.250 dia .
- Page 39 Entrée en vigueur le 1 janvier 2017 (Equipement portant le numéro de série précédé de “MH” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des 90 jours —...
-
Page 40: Informations Propriétaire
: Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service transport du fabricant du matériel. TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA 2017 Miller Electric Mfg. Co. 2017−01...